1
Изобретение относится к области автоматизации и может быть использовано для управления автоматизированными многодвигательными электроприводами прокатных станов с порезкой проката на ходу.
Наиболее близким техническим решением к данному изобретению является система управления станом с порезкой проката на ходу, которая содержит задатчик скорости, блок управления приводом стана, блок управления летучими ножницами, привод летучих ножниц, следящие ролики с датчиком импульсов, датчик импульсов и датчик положения ножей летучих ножниц, задатчик превышения пути перемеш,ения проката над перемещением ножей летучих ножниц и управляемый ключ, управляющий вход которого соединен с датчиком положения ножей, а выход - с входом блока управления летучими ножницами, второй, третий, четвертый и пятый входы которого соединены соответственно с двумя выходами датчика импульсов следящих роликов, с выходом датчика импульсов летучих ножниц и выходом задатчика скорости 1.
Однако при непредвиденных остановках стана с металлом разрезание проката может происходить в процессе снижения скорости стана, а при пусках стана после аварийных остановок разрезание проката возможно в процессе увеличения скорости. Разрезание проката в подобных режимах Звеличивает погрешность в отрезании мерных длин и ведет к повышенному расходу металла либо к браку.
Целью изобретения является повышение точности разрезания проката на мерные длины в переходных режимах работы стана.
Поставленная цель достигается тем, что система управления станом, содержащая задатчик скорости, блок управления приводом стана, блок управления летучими ножницами, привод летучих ножниц, следящие
ролики с датчиком импульсов, датчик импульсов и датчик положения ножей летучих ножниц, задатчик превышения пути перемещения проката над перемещением ножей летучих ножниц и управляемый ключ,
снабжена устройством прерывания ускорения стана на период реза, первый вход которого соединен с вторым выходом блока управления летучими ножницами, второй и третий входы - соответственно с первым и
вторым выходами задатчика скорости, четвертый вход - с датчиком положения ножей летучих ножниц, а выходы соединены с входом задатчика скорости, и устройством реверса стана, первый вход которого
соединен с вторым выходом блока управления летучими ножницами, второй вход - с вторым выходом устройства прерывания ускорения стана, третий вход - с третьим выходом задатчика скорости, а первый и второй выходы соединены соответственно с вторым и третьим входами задатчика скорости. Кроме того, устройство прерывания ускорения стана содержит нелинейный элемент, сумматор, два релейных звена, выпрямитель, схему совпадений, временную задержку и триггер, 5-вход которого соединен с выходом схемы совпадений, / -вход соединен с выходом временной задержки, инверсный выход триггера соединен с входом задатчика скорости, первый вход сумматора соединен с первым выходом блока управления ножницами, второй вход сумматора соединен с выходом нелинейного элемента, выход сумматора соединен через диод с входом первого релейного звена, выход которого соединен с первым входом схемы совпадений, второй вход которой соединен с выходом второго релейного звена, третий вход схемы совпадений соединен с выходом выпрямителя, вход нелинейного элемента и вход второго релейного звена соединены с вторым входом блока управления ножницами, вход выпрямителя соединен с третьим выходом задатчика скорости и вход временной задерл ки - с четвертым входом блока управления ножницами. Устройство реверса стана содержит схему совпадений с прямым и инверсным выходами, сумматор, инвертор, два релейных звена, потенциометры задания скорости и пути реверса стана, управляемый ключ, вход которого соединен с выходом потенциометра задания скорости реверса стана, а выход соединен с первым входом задатчика скорости, управляющий вход ключа соединен с прямым выходом схемы совпадений, инверсный выход которой соединен с вторым входом задатчика скорости, первый вход схемы совпадений соединен с выходом первого релейного звена, вход которого соединен через днод с выходом сумматора, первый и второй входы которого соединены соответственно с первым выходом блока управления ножницами и с потенциометром задания пути реверса стана, второй вход схемы совпадений соединен с выходом инвертора, вход которого соединен с вторым входом схемы совпадения устройства прерывания ускорения стана, третий вход схемы совпадений соединен с выходом второго релейного звена, вход которого соединен с третьим выходом задатчика скорости.
Такая система позволяет получить мерный порез проката в переходных режимах стана.
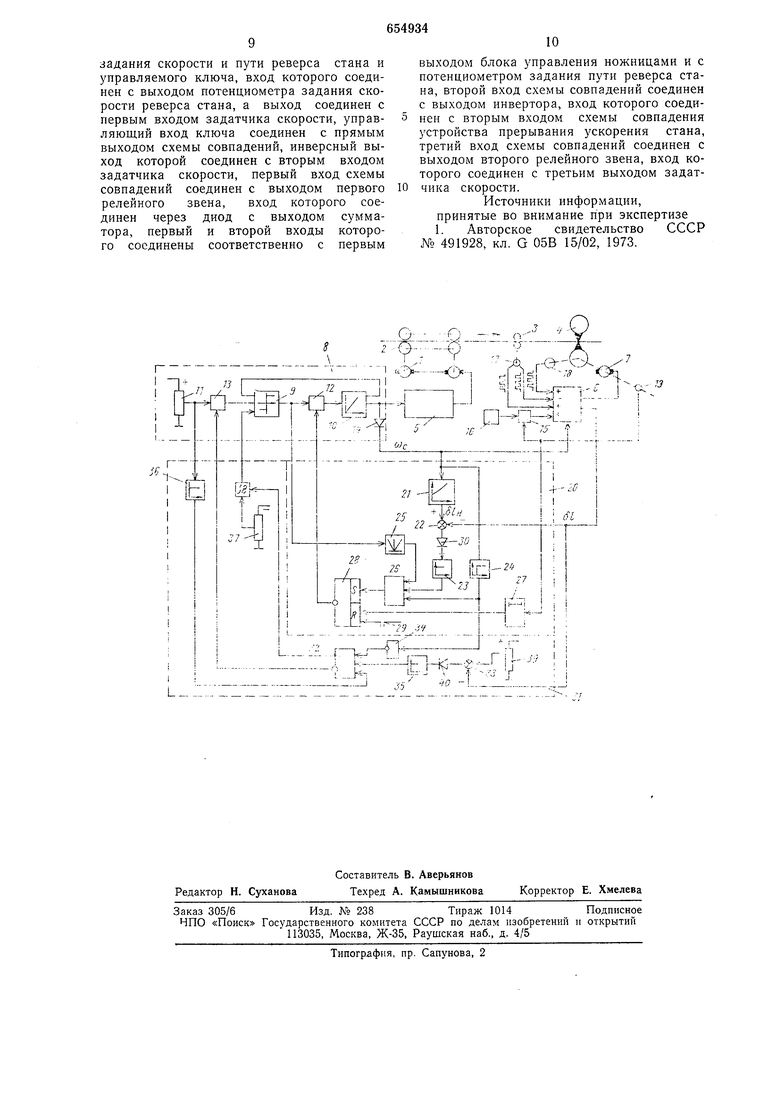
На чертеже представлена функциональная схема системы.
Система содержит привод 1 стана 2 со следящими роликами 3 и летучими ножницами 4, блок управления 5 приводом стана, блок управления 6 приводом 7 летучих ножниц, задатчик скорости 8, состоящий из реверсивного релейного звена 9, интегратора 10, потенциометра 11, управляемых ключей 12 и 13. При этом потенциометр 11 подключен к входу релейного звена 9 через ключ 13, выход звена 9 подключен к входу интегратора 10 через ключ 12, а выход интегратора 10 подключен к входу блока управления 5 приводом стана. Выход интегратора 10 также соединен через диод 14 с входом блока управления 6 приводом летучих ножниц. По схеме отрицательной обратной связи выход интегратора 10 соединен с входом релейного звена 9. Потенциометром 11 задается величина скорости стана, а также скорости ножей летучих ножниц в зоне реза в установивщихся режимах работы стана. С входами блока управления 6 летучими ножницами соединены: через управляемый ключ 15 задатчик 16 превыщения пути перемещения проката в цикле отрезания мерной длины над перемещением ножей летучих ножниц, два выхода датчика импульсов 17 следящих роликов 3, датчик импульсов 18 летучих ножниц 4. К управляющему входу ключа 15 подключен выход датчика 19 положения ножей летучих ножниц 4. Задатчиком 16 в блок 6 вводится задание на отрезание требуемых мерных длин проката.
Устройство 20 прерывания ускорения стана содержит нелинейный элемент 21, сумматор 22, релейные звенья 23 и 24, выпрямитель 25, схему совпадений 26, временную задержку 27, триггер 28.
5 - вход триггера 28 соединен с выходом схемы совпадений 26, R - вход триггера 28 соединен с выходом временной задержки 27 и с контактами 29 реле аварийного останова стана, инверсный выход триггера 28 соединен с управляющим входом ключа 12 задатчика скорости 8. Входы сумматора 22 соединены с вторым выходом блока управления 6 летучими ножницами и с выходом нелинейного элемента 21, а выход сумматора 22 соединен через диод 30 с входом релейного звена 23, выход которого соединен с входом схемы совпадений 26. К двум остальным входам схемы 26 подключены выходы релейного звена 24 и выпрямителя 25. Вход релейного звена 24 вместе с входом нелинейного элемента 21 подключены к выходу задатчика скорости 8 через диод 14. Вход выпрямителя 25 соединен с выходом релейного звена 9 задатчика скорости 8. Вход временной задержки 27 соединен с выходом датчика 19 положения ножей.
Устройство 31 реверса стана содержит схему совпадений 32 с прямым и инверсным выходами, сумматор 33, инвертор 34, релейные звенья 35 и 36, потенциометр 37 задания скорости реверса стана, управляемый ключ 38, потенциометр 39 задания пути реверса стана, диод 40.
Потенпиометр 37 через ключ 38 соединен с входом релейного звена 9 задатчика скопогти 8. Управляющий вход ключа 38 сординен с прямым выходом схемы совпадений 32. Инверсный выход схемы совпадений 32 сордияен с управляющим входом ключа 13 задатчика скооости 8. Входы схемы совпадений 32 соединены с выходами звеньев 35, 36 и с выходом инв птора 34.
Вход релейного звена 35 через диод 40 соединен с выходом сумматора 33, а входы последнего соединены с вторым выходом блока управления б летучими ножницами и с потенциометром 39 задания пути реверса стана.
Вход релейного звена 36 соединен с выходом потенциометра 11 задатчика скорости 8, а вход инвертора 34 соединен с выходом релейного звена 24 устройства 20 прерывания ускорения стана.
Работа системы происходит следующим образом.
При работе стана 2 блок управления 6 летучими ножницами 4 обеспечивает включение привода 7 летучих ножниц для отрезания мерных длин проката. Мерная длина определяется задатчиком 16, от КОТОРОГО в момент схождения ножей ножниц 4, фиксируемый датчиком 19, через ключ 15 в блок управления 6 вводится со знаком «-f величина
Q/3 /пз иэ
где /т - заданная мерцая длина проката; /ii:i - длина окружности вращения ножей.
Следовательно, Д/я - заданное превышение пути перемещения проката в цикле отрезания мерной длины над перемещением ножей летучих ножниц. Действительный путь перемещения проката /п измеряется датчиком 17 импульсов следящих роликов 3. Импульсы с выхода датчика 17 поступают на счетный вход «- блока 6. Перемещение ножей /„ измеряется датчиком ИМПУЛЬСОВ 18, который подключен на счетный вход « + блока 6. Следовательно, блок 6 на втором выходе фиксирует
,-/„ + /„,
где (S/ - величина рассогласования. В момент, когда возникает равенство
8/ А/;-/„ + /„,
где 0)2 - текущая скорость стана; а - ускорение ножниц.
Блок 6 выдает команду на разгон привода 7 для отработки рассогласования Р/ и производства реза.
Сигнал из блока 6 поступает также на вход сумматора 22 устройства 20 ео знаком
«-. На второй вход сумматора 22 со знаком «-f поступает сигнал выхода нелинейного элемента 21. Элемент 21 подключен к выходу задатчика скорости 8 и реализует зависимость
. + 5/.„,
1,
где fi/,, - выходной сигнал нелинейного
элемента 21;
б/.эап - постоянная величина, выбираемая исходя, например, из минимально возможной для производства реза скорости стана, необходимой для нормального реза длительности участка неизменной скорости стана и т. п.
Когда сигнал fi/ блока 6 становится меньще сигнала б/н элемента 21, срабатывает
релейное звено 23 (диод 30 предотвращает срабатывание звена 23 при ином соотнощении сигналов б/ и б/п) и выдает сигнал на схему совпадений 26. На второй вход схемы 26 подается сигнал релейного звена 24,
которое имеет зону нечувствительности, определяемую минимально возможной для производства реза скоростью стана.
Схема совпадений 26 выдает сигнал, если имеется сигнал на выходе релейного звена
9 задатчика скорости 8, т. е. если происходит разгон или замедление стана (при этом на третий вход схемы 26 поступает через выпрямитель 25 сигнал с выхода звена 9). В последнем случае от сигнала схемы 26
срабатывает триггер 28 и исчезает сигнал на его инверсном входе, при этом отключается управляемый ключ 12 задатчика скорости 8, снимается входной сигнал интегратора 10 и разгон или замедление стана прерывается. Отрезание мерной длины летучими ножницами 4 происходит при неизменяющейся скорости стана 2.
В момент схождения ножей для отрезания мерной длины датчик 19 положения ножей выдает сигнал. При этом в блок 6 от задатчика 16 вводится новое значение увеличивается сигнал б/ на выходе блока 6, а через временную задержку 27 устройства 20 производится сброс триггера 28. Ключ
12 задатчика скорости 8 вновь включается, и разгон или замедление стана продолжается.
Если происходит аварийный останов стана, замыкаются контакты 29, накладываетси запрет на срабатывание триггера 28 и исключается прерывание изменения сигнала тс на выходе задатчика 8. При аварийном останове могут разрываться силовые цепи приводов 1, 7, и сигнал б/ блока 6
может уменьщиться до величины сигнала б/п элемента 21 и ниже (знак сигнала б/ может измениться и на обратный). Для того, чтобы при новом пуске стана первый рез в этом случае был мерным и отрезанная полоса не пощла в брак, устройство 31,
реверса стана перед пуском осуществляет его реверс.
Когда стан вновь включается, на потенциометре 11 задатчика скорости 8 появляется сигнал, срабатьтвает релейное звено 36 устройства 31 и выдает сигнал на вход схемы совпадений 32. К двум другим входам схемы 32 подводятся сигналы релейных звеньев 35 и 24 (последнего - через инвертор 34) устройства 20. Так как отсутствует либо весьма мал сигнал о)с на выходе задатчика скорости 8, релейное звено 24 отключено, и на выходе инвертора 34 имеется сигнал. Если сигнал б/ на выходе блока 6 меньше сигнала, снимаемого с потенциометра 39 (последним устанавливается величина пути проката после включения стана, обеспечиваюп1его нормальный процесс отрезания мерной длины), срабатывает релейное звено 35.
В результате на прямо.м выходе схемы совпадений 32 сигнал появляется и включает ключ 38, а на инверсном выходе схемы 32 сигнал исчезает и выключает ключ 13 задатчика скорости 8. Потенциометр 11 отсоединяется от входа релейного звена 9, а потенциометр 37 устройства 31 присоединяется к входу релейного звена 9. Знак сигнала потенциометра 37 противоположен знаку сигнала потенциометра 11, и стан включается на реверс. При обратном вращении стана датчик 17 импульсов следящих роликов 3 выдает импульсы со второго выхода на счетный вход «-Ь блока 6. Это вызывает увеличение сигнала и/ на выходе блока 6. Когда сигналом б/ блока 6 скомпенсируется сигнал выхода потенциометра 39 на входе сумматора 33, релейное звено 35 отпадает, и схема совпадений 32 приходит в исходное состояние. При этом ключ 37 отключается, а ключ 13 задатчика скорости 8 включается. Реверс стана прекращается. Стан включается для нормальной работы. Для того, чтобы при реверсе стана не работало устройство 20, применен диод 14, который в этом случае не пропускает сигнал (Ос с выхода задатчика скорости 8 на вход устройства 20. При включении стана в рабочий рел{им устройство 20 автоматически включается в работу так, как это описано выще.
Таким образом, благодаря оснащению системы устройством прерывания ускорения стана и устройством реверса стана предотвращается немерное разрезание проката в переходных режимах работы стана.
Формула изобретения
Система управления станом с порезкой проката на ходу, содержащая задатчик скорости, блок управления приводом стана, блок управления летучими ножницами, привод летучих ножниц, следящие ролики с датчиком импульсов, датчик импульсов и
датчик положения ножей летучих ножниц, задатчик превышения пути перемещения проката над перемещением ножей летучих ножниц и управляемый ключ, управляющий вход которого соединен с датчиком положения ножей, а выход - с входом блока управления летучими ножницами, с вторым, третьим, четвертым и пятым входами которого соединены соответственно оба выхода датчика импульсов следящих роликов, датчик импульсов летучих ножниц и выход задатчика скорости, отличающаяся тем, что, с целью повыщения точности разрезания проката на мерные длины в переходных режимах работы стана, она снабжена устройством прерывания ускорения стана на период реза, первый вход которого соединен с вторым выходом блока управления летучими ножницами, второй и третий входы - соответственно с первым и вторым выходами задатчика скорости, четвертый вход - с датчиком положения ножей летучих ножниц, а выходы соединены с входом задатчика скорости, и устройством реверса стана, первый вход которого соединен с вторым выходом блока управления летучими ножницами, второй вход - с вторым выходом зстройства прерывания ускорения стана, третий вход - с третьим выходом задатчика скорости, а первый и второй выходы соединены соответственно с ВТОРЫМ и третьим входами задатчика скорости.
2.Система- по п. 1, отличающаяся тем, что устройство прерывания ускорения стана выполнено в виде нелинейного элемента, сумматора, двух релейных звеньев, выпрямителя, схемы совпадений, временной задержки и триггера, S-вход которого соединен с выходом схемы совпадений, R-вход соединен с выходом временной задержки, инверсный выход триггера соединен с входом задатчика скорости, первый вход сумматора соединен с первым выходом блока управления ножницами, второй вход сумматора соединен с выходом нелинейного элемента, выход сумматора соединен через диод с входом первого релейного звена, выход которого соединен с первым входом схемы совпадений, второй вход которой соединен с выходом второго релейного звена, третий вход схемы совпадений соединен с выходом выпрямителя, вход нелинейного элемента и вход второго релейного звена соединены с вторым входом блока управления ножницами, вход выпрямителя соединен с третьим выходом задатчика скорости и вход временной задержки- с четвертым входом блока управления ножницами.
3.Система по п. 1, отличающаяся те.м, что устройство реверса стана выполнено в виде схемы совпадений с прямым и инверсным выходами, сумматора, инвертора, двух релейных звеньев, потенциометров
задания скорости и пути реверса стана и управляемого ключа, вход которого соединен с выходом потенциометра задания скорости реверса стана, а выход соединен с первым входом задатчика скорости, управляющий вход ключа соединен с прямым выходом схемы совпадений, инверсный выход которой соединен с вторым входом задатчика скорости, первый вход схемы совпадений соединен с выходом первого релейного звена, вход которого соединен через диод с выходом сумматора, первый и второй входы которого соединены соответственно с первым
выходом блока управления ножницами и с потенциометром задания пути реверса стана, второй вход схемы совпадений соединен с выходом инвертора, вход которого соединен с вторым входом схемы совпадения устройства прерывания ускорения стана, третий вход схемы совпадений соединен с выходом второго релейного звена, вход которого соединен с третьим выходом задатчика скорости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 491928, кл. G 05В 15/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Стан с порезкой проката на ходу | 1973 |
|
SU491928A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Универсальный агрегатированный стан с порезкой проката на ходу | 1986 |
|
SU1315064A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Система управления профилегибочным агрегатом | 1979 |
|
SU893419A1 |
| Система для управления станом с порезкой проката на ходу | 1977 |
|
SU664768A1 |
