(54) УСТРОЙСТВО ОГРАНИЧЕНИЯ ВИБРАЦИЙ НА ШЛИФОВАЛЬНОМ СТАНКЕ
1
Изобретение, относится к обработке материалов резанием и может быть, использовано для ограничения вибраций при обработке деталей на шлифовальных станках.
Известно устройство автс 1атичес- кого регулирования пода.чи на металлорежущих станках, содержащее станок, регулируемый электропривод подачи с системой управления/ элемент сравнения, один вход которого соединен с датчиком вибраций, а второй - с эадатчиком допустимого уровня вибраций, выход элемента соединен с сие- темой управления, в которой изменяется величина подачи. Ограничение вибраций осуществляется за счет изменения величины подачи i .
Однако воздействие только на величину подачи в этом устройстве не позволяет эффективно устранять вибрации, так как амплитуда возмущающего воздействия, действующего на упругую систему станок - приспособление - инструмент-деталь остается постоянной.Кроме того,снижается производительность станка,так как для ограничения вибраций при постоянной амплитуде возмущающего воздействия может
потребоваться значительное уменьшение подачи.
Известно также устройство для ограничения вибраций на металлорежущих станках, содержащее регулируемый электропривод подачи с системой управления, элемент -сравнения, датчик вибрации и задатчик допустимого уровня вибраций, релейные элементы, один из которых Не имеет зоны нечувствительности, а другие имеют зоны нечувствительности отличные друг от друга, триггеры, блоки задержки, логические элементы Запрет сумматор, интеграторы, задатчик усилия резания, датчик усилия резания, задатчик частоты вращения привода главного движения станка.. Ограничение вибраций осуществляется
20 различными путями: увеличением скорости резания, уменьшением скорости резания, одновременным увеличением скорости резания и уменьшением усилия резания, одновременным уменьше25нием .скорости резания и усилия резания .
Однако данное устройство невозможно применять на шлифовальных станках при увеличении скорости резания,
30 так как из условия обеспечения максимальной производительности скорость резания окружная скорость шлифовального круга) должна быть максимальной, допустимой прочностью круга Уменьшение скорости резания приводит к уменьшению производительности шлифрвания. Это объясняется тем, что при уменьшении скорости резания увеличивается шероховатость шлифованной поверхности и для обеспечения требуемой шероховатости поверхности при уменьшении скорости необходимо одновременное уменьшение подачи. Воздействие на величину усилия резания и скорости резания не позволяет эффективноустранять вибрации, так как в этом случае амплитуда возмущающего воздействия, действующего на упругую систему станок- приспособление - инструмент. - деталь, остается постоянной.
Целью изобретения является повышение эффективности ограничения вибраций и производительности обработки на шлифовальных станках.
Поставленная цель достигается тем, что в устройство ограничения вибраций на шлифовальном станке, содержащее асинхронный электродвигатель привода шлифовального круга, преобразователь частоты с системой управления и задатчиком частотынапряжения питания электродвигателя регулируемый электропривод подачи с системой управления и задатчиком величины подачи, элемент сравненияY входы которого соединены с датчиком вибраций и с задатчиком допустимого уровня вибраций, сумматор и интегратор, введены вычислитель и датчик момента электродвигателя привода шлифовального круга, причем вход интегратора соединен с выходом элемента сравнения, а выход -. с инверс ным входом сумматора, с прямым входом которого соединен задатчик величины подачи, выход сумматора соединен .с входом системы управления, выход которой соединен со шлифовальным станком, шлифовальный станок соединен с асинхронным электродвигателем привода шлифовального круга который соединен с выходом преобразователя частоты, вход которого соединен с выходом системы управления, первый вход которой соединен с выходом задатчика частоты напряжения питания электродвигателя, а второй с выходом вычислителя, первый вход которого соединен с выходом задатчика частоты напряжения питания электродвигателя, а второй с выходом датчика момента, вход которого соединен с асинхронным электродвигателем привода шлифовального круга.
Второй вариант (фиг.2) устройства состоит в том, что в него введены два ключа и дополнительный вычислитель , причем вход первого ключа соединен с выходом датчика момен-та, а-выход - с вторым входом вычислителя , вход второго ключа соединен с выходом датчика момента, а выход - с вторым входом дополнительного вычислителя, первый вход.которого соединен с выходом задатчика частоты напряжения питания электродвигателя , а выход - с вторым входом системы управления преобразователя частоты.
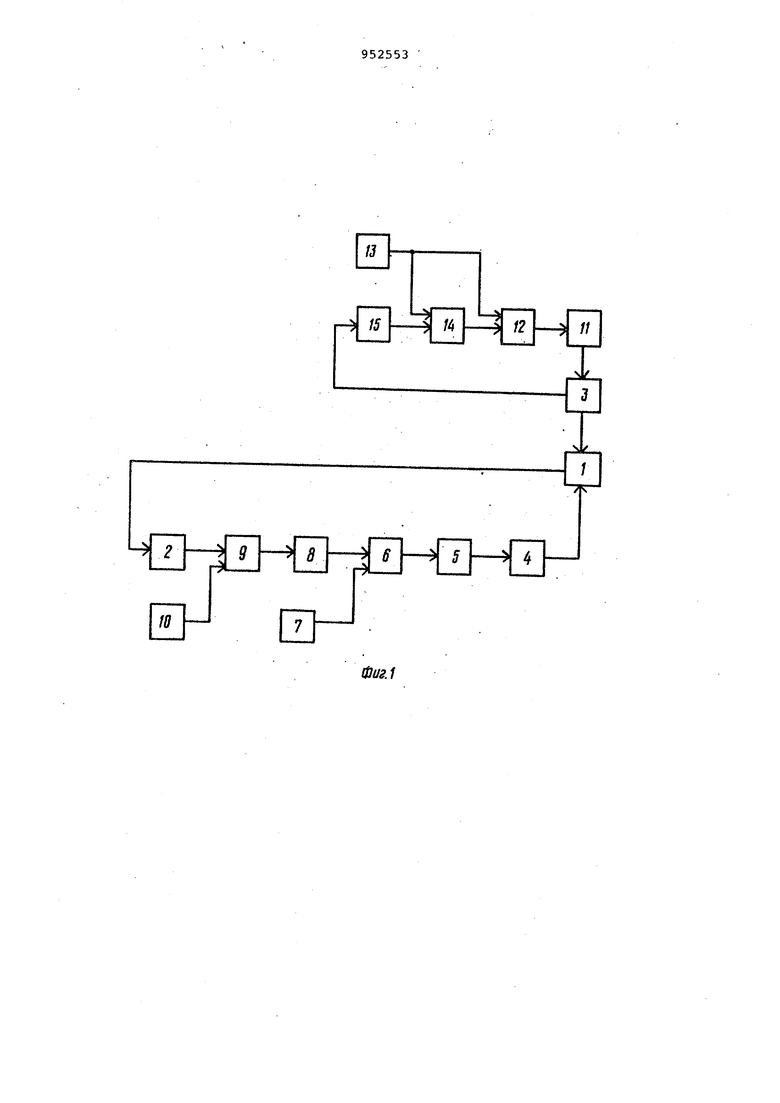
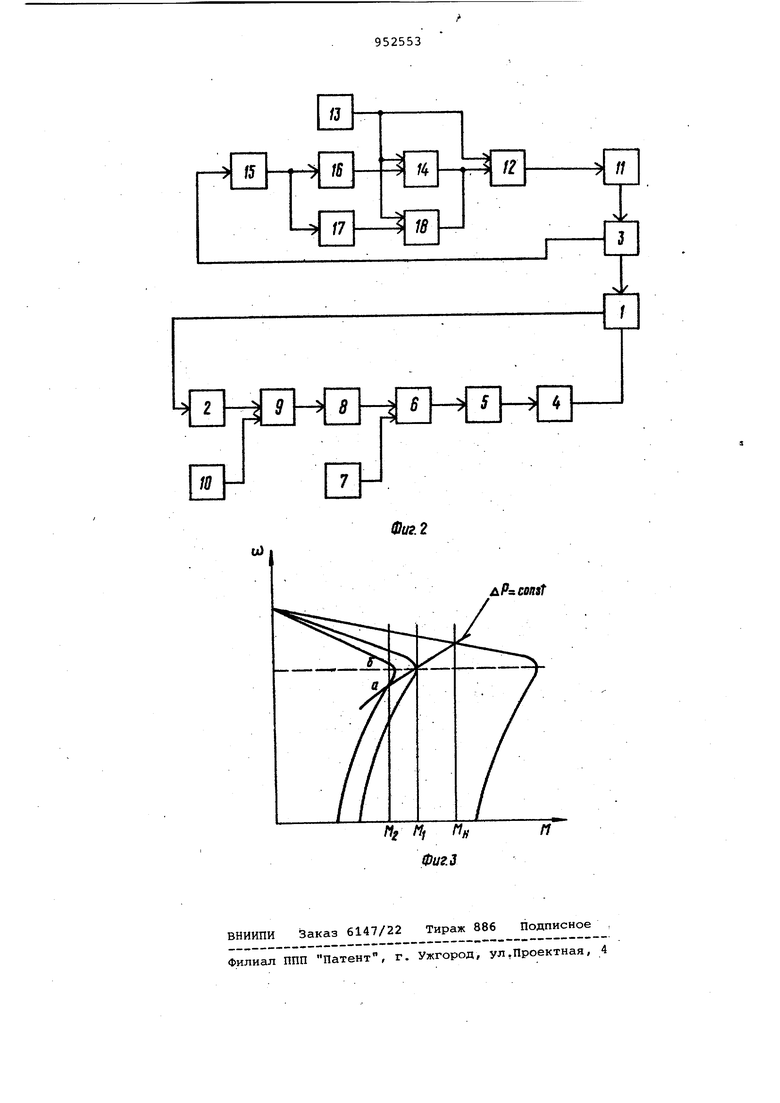
На фиг.1 представлена функциональная схема предлагаемого устройства, на фиг.2 - то же,вариант устройства на фиг.З - механические характеристики асинхронного двигателя при регулировании напряжения в соответствии с изобретением.
Устройство (фиг.1) содержит шлифовальный станок 1, соединенный с вхо; дом датчика 2 вибраций, с асинхронньм электродвигателем 3 привода пшифовального круга и электроприводом 4 подачи, вход которого соединен с выходом системы 5 управления, вход которой соединен с выходом сумматора б, прямой вход которого соединен с выходом эадатчика 7 величины подачи, а инверс-г ный - с выходом интегратора 8, вход которого соединен с выходом элемента 9 сравнения, входы которого соединены с выходами датчика 2 вибраций и выходом задатчика 10 допустимого уровня вибраций, вход асинхронного электродвигателя 3 привода шлифовального круга соединен с выходом преобразователя 11 частоты, вход которого соединен с выходом системы 12 управления, первый вход которой соединен с выходом задатчика 1Э частоты напряжения питания, а второй - с выходом вычислителя 14, первый вход которого соединен с выходом задатчика 13 частоты напряжения питания, а второй - с выходом датчика 15 момента, вход которого соединен с асинхронным электродвигателем 3 привода шлифовального круга.
Второй вариант устройства (фиг.2) содержит дополнительно ключи 16 и 17 . и вычислитель 18. Вход первого ключа 16 соединен с выходом датчика 15 момента, а выход - с вторым входом вычислителя 14, вход второго ключа 17 соединен с выходом датчика15 5 момента, а выход - с вторым входом дополнительного вычислителя 18, первый вход которого соединен с выходом задатчика 13 частоты напряжения питания, а выход - с вторым входом системы управления преобразователя частоты.
Принцип действия устройства основан на том, что одновременно с изменением скорости подачи изменяют магнитный поток асинхронного электродвигателя привода ишифовального кру путем регулирования напряжения п тания. В устройстве (фиг.1) регулиру напряжение питания в соответстви с соотнесением u. ,.,-, р ifM x.i2. uPcH- a.л Ui 0 .(bi, х, ГгС Х ,12 йРсн-х, .г-.(-|.: т1MN xl c... М - электромагнитный момент дв теля, - номинальные потери в дви гателе , т, - число фаз, Га х , х , XQ - параметры Т-образной схе мы замещения асинхронног двигателя, лР, - номинальные потери в ста статора, угловая скорость поля дв гателя, соответствующая номинальной частоте пита щего напряжения, {{Ц - номинальное значение час ты питающего напряжения, ц -- номингшьное значение маг ного потока двигателя, 444R(K,- конструктивная постоянна статора машины, RX - обмоточный коэффициент, W - число последовательных в ков одной фазы, oi - относительная частота пи щего напряжения. В устройстве (фиг.2) в предела изменения момента ДРи к I регулируют напряже / Кч V fbKpK iii;) питания в соответствии с соотноше I П rV-Ot 1(0 H -Hb t7 i« ;е . г I OH k он . иГ1 8 кр критическое значение параметра абсолютного скольжения, а в пределах изменения момента лРн 1 ПО соотношению (1). pRoi fe 0.1 Ркр В большинстве станков шлифовальный круг приводится во вращение от асинхронного электродвигателя, который выполняется как одно целое со ишифовальной бабкой, т.е. в виде электрошпинделя. Следовательно, вибрации электродвигателя вызывают вибрации шлифовального круга. Имея ввиду, что в шлифовальных станках используются прецезионные подшипники, дисбаланс ротора электродвигателя сводится к минимуму и основную роль в создании вибраций электродвигателя играют магнитные вибрации. Причинами магнитных вибраций асинхронных электродвигателей являются временные и пространственные изменения сил тяжения, действующих между статором и ротором. Величина радиальной силы, действующей на единицу поверхности воздушного зазора, определяется выражением . Р-0,4-10 Bjie,t), (3) гдеБ5( - мгновенное значение маг-. нитной индукции в зазоре в точке, удаленной на угол б от начала координат в момент времен. В шлифовальных станках асинхронный электродвигатель шлифовального круга работает с различной нагрузкой, которая зависит от режима работы, станка (черновое или чистовое шлифование, правка круга). Изменяется нагрузка и при изменении подачи для ограничения вибраций. В этих условиях целесообразно регулировать магнитный поток двигателя в соответствии с величиной момента нагрузки. Согласно формуле (3) уменьшение (увеличение) магнитного потока (а следовательно, и индукции) асинхронного электродвигателя привода шлифовального круга обуславливает уменьшение (увеличение) амплитуды возмущагоцего воздействия, действующего на систему станок - приспособление - инструмент - деталь, и позволяет осуществить ограничение: вибраций-на шлифовальных станках. В устройстве ограничение вибраций осуществляется одновременно взаимосвязанными действиями: изменением скорости подачи (повышением степени устойчивости системы станок - приспособление - инструмент - деталь), и изменением магнитного потока асинч кронного электродвигателя шлйфовал ного круга (изменением амплитуды Еюзмущающего воздействия). Уменьшение вибраций собственно электродви.гателя привода шлифовального круга дает возможность увеличить величины цодачи при заданном уровне вибраций шлифовального станка и тем самым повысить производительность обработ ки. Магнитный поток предлагается изменить так, чтобы сохранить потери мощности в двигателе на номиналь ном уровне, т.е. при определенном значении момента двигателя М в уста новившемся режиме работы асинхронный двигатель находится в точке механической характеристики, вид кото рой определяется напряжением V согласно формуле (1 , с абсолютным скольжением р , при .котором потери в двигателе равны номинальньтм {фиг. Соотношение (1) получено на осно вании вычислений по Т-образной .схеме замещения частотно-регулируемого асинхронного двигателя. Соотношение 2) получено из следующих соображений: с уменьшением нагрузки магнитного потока путем регулирования напряжения питания двигателя по соотношению (1) увеличивается параметр абсолютного сколь жения р . При превышении fJ значения PI (р потери в двигателе номинальны лишь при работе его на неустойчивой части механической характеристики в точке а (кривая 3, фиг.З), что во можно только в замкнутой по скорост системе электропривода. Следователь но, при постоянстве статического мо мента в разомкнутой системе двигате работает на устойчивой части механи ческой характеристики в точке S и потери мощности Двигателя ниже номи нальных. Поэтому в диапазоне измене момента fpl« l для дальнейшего повышения эффективности ограничения вибраций изменяют магнитный поток двигателя путем регулирования напряжения питания по соотношению (2), т.е. при любом значении М, из диапазона изменения момента в установившемся режиме работы двигатель находится в точке механической характеристики с абсолютным скольжением р цр . Соотноше.ние (2) получено подстановкой ji ркрПри пренебрежении, активными сопротивлениями статора напряжения на электродвигателе определяет магнитный поток. Уменьшение напряжения по соотношению (1) позволяет уменьшить магнитный поток до минимального уровня, определяемого номинальными потерями мощности в электродвигателе, а по соотношению (2) до уровня, определяемого критической величиной параметра абсолютного скольжения. Устройство по фиг.1 работает следующим образом. Во время шлифования детали, когда сигнал датчика 2 вибраций равен сигналу задатчика 10 допустимого уровня вибраций, на выходе элемента 9 сравнения, а следовательно, на выходе интегратора 8 сигнал отсутствует, и величина подачи определяется только величиной сигнала задатчика 7 подачи. Напряжение на выходе преобразователя 11 частоты и на электродвигателе 3 определяется величиной сигнеша на выходе вычислителя 14. При пренебрежении активными сопротивлениями статора это напряжение при постоянной частоте определяет магнитный поток асинхронного электродвигателя 3. В.таком состоянии устройство находится до тех пор, пока при обработке детали сигнал с выхода датчика 2вибраций не превысит (не станет . меньше) сигнал (сигнала) задатчика 10 допустимого уровня вибраций. 8этом случае на выходе элемента 9сравнения и на выходе интегратора 8 появляется положительный (отрицатель ный); сигнал. Этот сигнал поступает на инверсный вход сумматора 6, где суммируется с сигналом задатчика 7 величины подачи, который поступает на прямой вход сумматора б. Выходной сигнал сумматора б начинает уменьшаться (увеличиваться) и воздействует на систему 5 управления 5 электропривода подачи так, что величина подачи уменьшается (увеличивается), а следовательно, уменьшается (увеличивается) и усиление резания. Уменьшение (увеличение) усилия резания приводит к уменьшению (увеличению) момента электродвигателя 3привода главного движения. Сигнал с датчика 15 момента поступает в вычислитель 14, необходимый для вычисления по соотношению CD V. зависящего от сигнала датчика 15 момента и задатчика 13 частоты напряжения питания сигнала, поступающего на вход системы 12 управления , при котором устанавливается такре значение напряжения на выходе препреобразователя 11 частоты и на электродвигателе 3, а значит и магнитного потока электродвигателя 3, при котором.лотери мощности в нем не превышают номинальных. Уменьшение (увеличение) подачи и магнитного потока электродвигателя 3 приводит к уменьшению (увеличению) амплитуды возмущающего воздействия, действующего на систему станок - приспособление - инструмент - деталь, а следовательно, и вибраций. Сигнал с выхода датчика 2 вибраций уменьшается (увеличится) и становится равным си налу с выхода задатчика 10 допустимого уровня вибраций.С выхода элемент 9 сравнения сигнал исчеэает,и интегр . тор 8 запоминает накопленный уровень Шлифование детали происходит при ново значении величины подачи и магнитно потока электродвигателя 3. Принцип действия устройства на фиг.2 аналогичен, только при изменении момента нагрузки в диапазоне . ) ключ 17 разомкнут, ключ 16 замкнут и работает вычислитель 14, и вычисление осуществляется по соотношению (tlD, а при достижении величиной момента значения ьРн ключ 16 размыкается, замыкается клю 17, подключается вычислитель 18, и вБГчисление в диапазоне изменения момента нагрузки ) осуществляется по соотношению (2). Устройство позволяет повысить эффективность ограничения вибраций ;на шлифовальных станках и производительность шлифования на 10%, умен шить прижоги шлифуемой, поверхности и улучшить ее качество. Формула изобретения 1. Устройство ограничения вибра ций на вшифовальном станке, содёржащее асинхронный электродвигатель привода шлифовального круга, к кот рому последовательно подключены пр образователь частоты напряжения питания, система управления и задатчик частоты напряжения питания, электропривод подачи с системой уп-. равления и задатчиком величины подачи, датчик вибраций станка и задатчик допустимого уровня вибраций, подключенное к входам элемента сравнения, сумматор и интегратор, о тличающееся тем, что, с целью повышения эффективности ограничения вибраций и произ водительности обработки, в него введены датчик момента электродвигателя привода шлифовального круга и вычислитель, причем вход интегратора соединен с выходом элемента сравнения, а выход - с инверсным входом cyNwaTopa, с Прямым входом которого соединен задатчик величины подачи, а выход Сумматора соединен с входом системы управления электроприводом подачи, кроме того, последовательно соединенные датчик момента электродвигателя шлифовального кругла и вычислитель подключены к системе управления этим двигателем, а второй вход вычислителя соединен с выходом задатчика частоты напряжения питания, 2. Устройство по П.1, отличающееся тем, что в него введены дополнцтельный вычислитель и два ключа, причем вход первого ключа соединен с выходом датчика момента, а выход - с вторым входом вычислителя, вход второго ключа соединен с выходом датчика момента, а выход - с втоЕЯлм входом дополнительного вычислителя, первый вход которого соединен с выходом задатчика кастоты напряжения питания, а выход - с вторым входом системы управления электродвигателем привода шлифовального круга. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2066917, кл. В 23 q 5/00, 1972. 2.Авторское свидетельство СССР № 662318, кл. В 23 Q 15/00, 1979/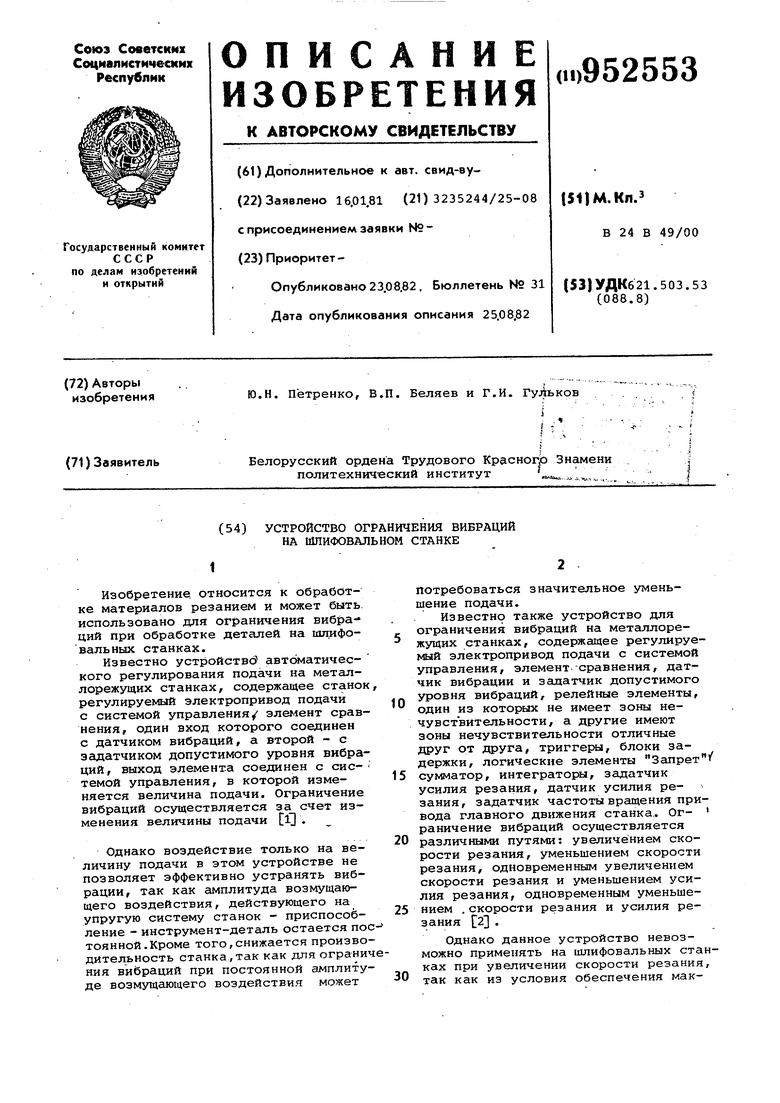


| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство для адаптивного управления шлифовальным станком | 1987 |
|
SU1414594A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Способ управления внутришлифовальным станком | 1980 |
|
SU921823A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Устройство для автоматического контроля формы детали | 1985 |
|
SU1255410A1 |
| Устройство регулирования скорости электродвигателя | 1983 |
|
SU1125600A1 |
| Электропровод главного движения станка | 2023 |
|
RU2825355C1 |