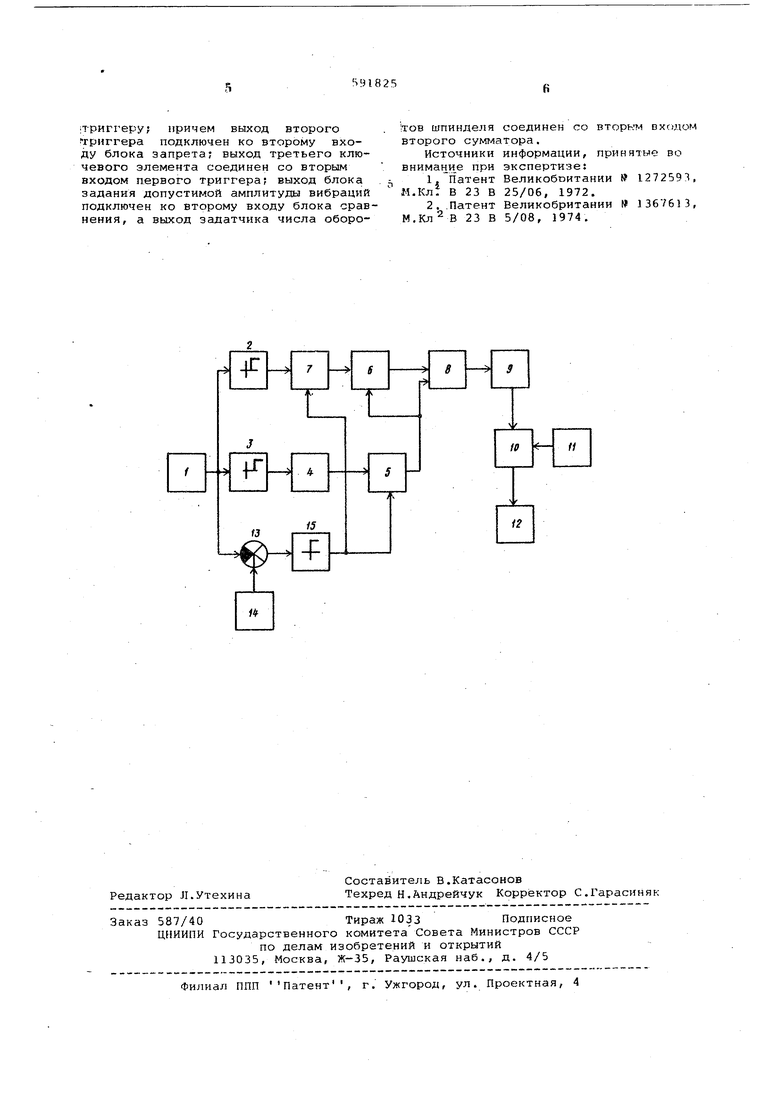
го триггера подключен ко второму входу блока запрета. Выход третьего ключевого элемента соединен со вторым выходом первого триггера. Выход блока задания допустимой амплитуды вибраций подключен ко второму входу блока сраз нения, а выход задатчика числа оборотов шпинделя соединен со вторым входом второго сумматора. На чертеже дана -структурная схема устройства. Оно содержит датчик вибраций I, ключевые элементы 2 и 3, выходы которых соединены с датчиком вибраций 1, триггер 3, первый вход которого соеди нен с элементом 2 с меньшей зоной нечувствительности. Вход блока задержки соединен с выходом .элемента 3 с большей зоной.нечувствительности,а выход с первым выходом второго триггера 5. Прямой вход блока запрета 6 соедиг иен с триггером 7,а запрещающий вход с выходом i триггера 5. Прямой вход, сумматора 8 соединен с выходом блока задержки 4, а инверсный - с выходом триггера 5. Вход интегратора 9 соединен с выходом сумматора 8. Один вход сумматора 10 соединен с интегратором 9, а второй - с задатчиком 1.1 числа оборотов шпинделя. Вход блока.управле ния 12 соединен с сумматором 10. Один из входов блока сравнения 13 соединен с датчиком вибрации, а второй - с бло ком задания допустимой амплитуды вибраций 14. Вход ключевого элемента 15 с нулевой зоной нечувствительности со единен с выходом элемента сравнения, а выход - со вторыми входами триггеро 3 и 5. Выход сумматора 10 подключен к блоку управления . 2. Устройство работает следующим обра.зом. Перед началом обработки детали на станке сигнал на выходе датчика вибра ций 1 отсутствует, поэтому с выхода блока сравнения 13 положительный сигнал поступает на вход .ключевого элемента 15, выходной сигнал которого устанавливает триггеры 7 и 5 в исходное положение. В этом положении сигнал на выходах триггеров отсутствует, и скоростьвращения шпинделя целиком определяется только величиной сигнала задатчика ..11 числа оборотов шпинделя, который через сумматор 10 и блок упра ления .12 определяет частоту вращения. В таком состоянии система находится до тех пор, пока при обработке сигнала с датчика вибраций 1 не превысит зону нечувствительности релейного эле мента 2. При этом срабатывает элемент 2, а на выходе.элемента 15 сигнала нет, так как на его входе появляется отрицательный сигнал. Сигнал с выхода элемента 2 перебрасывает триггер 7 в другое положение. Сигнал с триггера ,7 через блок запрета 6 поступает на прямой вход сумматора 8, с выхода которого положительный сигна. поступает через интегратор 9 на вход с;ум1матора 10, и дается команда на уБЕ7;И ение скорости шпинделя. Скорость апи1-;деля начинает возрастать. Если сигнал с датчика вибраций 1 уменьшается к становится равным сигналу с блока задания допустимой амплитуды вибраций 14, то на выходе элемента 2 сигнал исчезает, а сигнал с выхода элемента 15 .перебрасывает триггер 7 в исходное положение. Теперь обработка детали идет при любой скорости резания. Если же увеличение скорости резания способствует не уменьшению, а увеличению вибраций, то при уровне сигнала с датчика вибраций 1, превращающего зону нечувствительности элемента 3, последний срабатывает. Сигнал с выхода элемента 3 через блок задержки 4 перебрасывает триггер 5 в .другое положение. Сигнал с выхода триггера 5 поступает на запрещающий вход блока запрета на инверсный вход сумматора 8. При этом канал увеличения скорости вращения шпинделя отключается, а на выходе сумматора 8 . появляется отрицательный сигнал, который через интегратор 9 и сумматор 10 воздействует на уменьшение частоты вращения шпинделя. ВЛок задержки 4 необходим для того, чтобы при резком возрастании амплитуды вибраций не сработали одновременно триггеры 7 и 3, так как в этом случае устройство воздействовало бы только на уменьшение скорости резания. Использование предлагаемого у стройства позволяет эффективно производить сверление глубоких отверстий сверлами малых диаметров и повысить надежность работы. Формула изобретения Устройство для регулирования числа оборотов шпинделя на металлорежущих станках, содержащее датчик вибраций, блок сравнения, блок задания допустимой амплитуды вибраций, задатчик числа оборотов шпинделя и блок управления отличающееся тем, что, с целью повышения точности работы устройства, оно содержит три ключевых элемента, два триггера, два сумматора, блок задержки, блок запрета и инт.егратор; причем датчик вибраций подключен через первый ключевой элемент, первый триггер, блок запрета, первый сумматор, интегратор и второй сумматор к блоку управления, через второй ключевой элемент, блок задержки и второй триггер подключен к первому сумматору и через блок сравнения и третий ключевой элемент ко второму
триггеру; причем выход второго грнггера подключен ко второму входу блока запрета; выход третьего ключевого элемента соединен со вторым входом первого триггера; выход блока задания допустимой амплитуды вибраций подключен ко второму входу блока сравнения, а выход задатчика числа оборо1тов шпинделя соединен со вторым входом второго сумматора.
Источники информации, принятые во внимани е при экспертизе:
1.Патент Великобоитании 127259, М.Кл. В 23 В 25/06, 1972.
2..Патент Великобритании № 1367653, М.Кл В 23 В 5/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ограничения вибраций на металлорежущих станках | 1976 |
|
SU662319A1 |
| Устройство ограничения вибраций на шлифовальном станке | 1981 |
|
SU952553A1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Электропривод постоянного тока | 1991 |
|
SU1815785A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Система экстремального регулирования уровня вибраций на металлорежущем станке | 1982 |
|
SU1013909A1 |
| ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 1993 |
|
RU2050686C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПАРАМЕТРАМИ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2414048C1 |
| Электропривод бурового станка | 1989 |
|
SU1641969A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
