I
Изобретение относится к производству; шин, оно предназначено для изгхэтовленйя кольцевых протекторов, которые могут быть использованы при восстановлении изношенных покрышек пневматических шин
Известно устройство для ({юрмирования кольцевого протектора, схэдержащее кольцевую преЬс форму и эластичный прессую.щий элемент l.
В указанном устройстве эластичный Ефессующий элемент выполнен в виде тороидального каркаса 1юк{и 1щки пневматической шиньг с гладкой наруяшой поверхностью, диаметр рабочей зоны которого изменяется подачей рабочей среды в его полость, а ширина его рабочей зоны не изменяется. В силу такого конструктивного выполнения прессующего элемента на Известном устройстве можно формовать кольцевой протектор только одной заданной шиЦелью изобретения является обеспечекке возможности, формирования протекторов различной ширины.
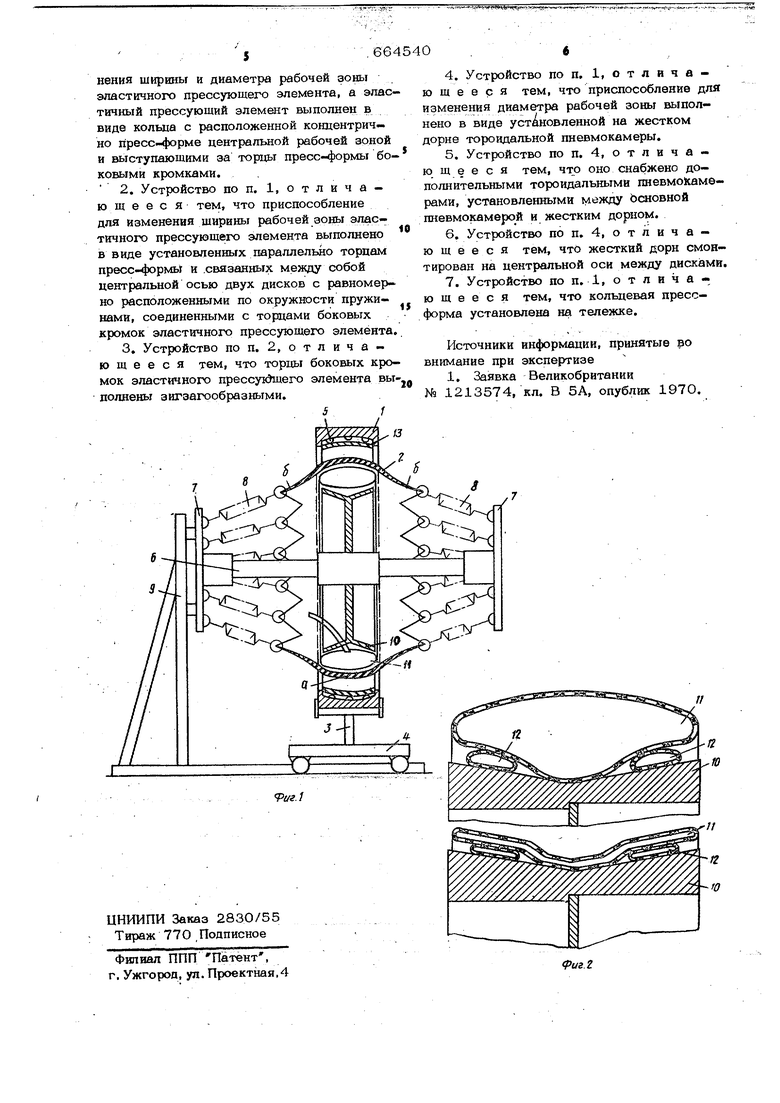
Поставленная цель достигается тем, что устройство снабжено приспособлениями для изменения щйрины и диаметра рабочей зоны эластичного прессующего элемента, а эластичный прессующий элемент выполнен в виде. кольца с расположенной концентрично пресс-форме центральной рабочей зоной и выступ1аюцщми за торцы пресс-формы боковыми кромками. Приспособление для изменения ширины рабочей зоны эластичного прессующего элемента сделано в виде установленных параллельно -горцам пресс-формы и связанных между собой центральной осью двух дисков с равномерно расположенными по окружности пружинами, соединенными с торцами боковых кромок эластичного прессующего элемента. Торцы боковых кромок эластичного прессующего элемента выполнены зигзагообразными. Приспособление для измёнения диаметра рабочей зоны представляет установленную на жестком дорне тороидальную пневмокамеру. Устройство снабжено дополнительными тороидальными лневмокамерамв, установленными м ежду основной пневмокамерой и жестким дорном. Жесткий дорй смонтирован на центральной оси между дисками. Кольцевая пресс-форма установлена на тележке. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 приспособление д/й изменения диаметра раб1: чЙ жШг ;шсТ1Йн6:го йрёсс: элёмшта в рабочем и исходном положениях. Устройство для формирования кол цевого протектора содержит кольцевую прессформу 1, эластичный прессующий элемент 2ГцЕИсп ос6ёление для изменения ширины р1абочей зоны прессующего элемента и прй- способление для изменения диаметра рабочей эотха прессующего эластичного цемента. Кольцевая пресс-форма 1 посредством вертикальной стойки 3 установлена на тележ «л Л v.....4.w -j«L .«л«. 1.. , .ке 4, которая обеснечивает перемещение ее горизонтальной плоскости, и имеет на внутренней поверхности элементы 5 для оформления рисунка ёегОвой поверхности протек тора. Прессующий элемент 2 выполнен в ви. де кольца с расположенной концентрично пресс-ф рме 1 рабочей зоной С1 и высту дающими за торцы пресс-форм бЫкОйьши кромками (5. Торцы боковых кромок d выполнены зигзагообразными для обдегче ния их .растяжения. Прессующий элемент 2 может быть изготовлен из каркаса покрышки с диагональным кордом, у которо го отшлифована наружная поверхность и удалены бортовые .кольца. В результате такого выполнения jpaбoчaя зона о1--прессующего элемента 2 может протимать различную форму в Шотеёт Шйс ром формуемого протектора. Приспособление дая изменения ширшш рабочей зоны d прессующего элемента 2 выполнено в виде установленных параллельно торцам пресс-4ормы 1 и связаннь1х между собой центральной осью 6 двух дисков 7 Шйер1Й раШэйоженными по 6йруткно пружинами 8. Пружин1Е т соединекЁЫ с аы ступами зигзагообразных торцов боковых кромок S прессующего элемента 2, Один иэ дисков 7 закреплен на стационарной опорной стойке 9, Приспособление для из менения яиаметр ;1 рабочей зовы эластичного прессующего элемента шполнено в виде установленной на жестком дорне 10 тороидальной пневмохамеры 11. Дорн 10 имеет наружную поверхность в виде V образного желоба. Между тороидальной пневмокамерой 11 и жестким дорном 10 могут быть установлены дополнительные тороидальные пневмокамеры 12 меньшего размера. Дорн 10 смонтирован на центральной оси 6 между дисками 7 концентрйчно эластичному прессующему элемен- ---- -.---Vi--. -С;, ,... ,, . . , 2 , . . Устройство работает следующим образом. Ленточную заготовку протектора размещают на внутренней поверхности кольцевой пресс- ормы и устанавливают последнюю концентрично рабочей зоне о, прессующего элемента 2, перемещая тележку 4 вдоль центральной оси 6. При этом элемент 2 удерживается в растянутом состоянии, а пневмокамеры 11 и 12 сдуты {см. фиг. 2). Затем в пневмокамеры 11 и 12 подается под давлением воздух. Ра здуваясь, пневмокамеры 11 и 12 воздействуют на эластичный прессующий вл Mtfktty tT ta rtnrn TJQ larrar n-tTtiiTVrtt TTT O r VIrtTlTM ft элемент 2, радйально растягивая его, и прижимают рабочую зону а к протектору 13, производя его формование. При уве-. личении диаметра рабочей зоны прессующего элемента езго боковые кромки смещаются к центру устройства, растягивая пружину 8. Регулируя натяжение пружин 8 и дайггение в пневмокамерах 11 и 12, мож а6иШенйт№ ширину и радиус кривизны рабсчей зоны О прессующего элемента 2 е tS3OTBeTCTB йи е изготавливаемыми протекторами. Лрсдё формования резиновой псшосы; прессуюисим элементом 2 последний уменьшается в диаметре цри сдутии пневмокамер 11 и 12, а пресс-форма 1 со сформофанным протектором тележкой 4 перемещается на позицию вулканизации. Концентрично прессующему элементу 2 устанавливается следующая форма 1 с лоатсч- ной заготовкой протектора и цикл повторяется.; Предлагаемое устройство обеспечивает изготовление протекто|ров различной Ш:ИринЁг Одним прессующим элементом, что по ЕЙшает эффективность процесса формирования и расширяет диапа,зон использования. Формула изобретения 1. Устройство для формования копыхевого протектора, содержащее кольцевую пресс- юрму и эластичный прессующий элемент, отличающееся тем, что, с целью обеспечения возможности формования протекторов различной ширины, оно айбжено цриспособленвями для нзме
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления покрышек пневматических шин литьем | 1972 |
|
SU535895A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| ШИНА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 1998 |
|
RU2223868C2 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ (ВАРИАНТЫ) | 1998 |
|
RU2213008C2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU958127A1 |
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| Пресс-форма для изготовления полых полимерных изделий | 1978 |
|
SU905111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВУЛКАНИЗОВАННОГО КОЛЬЦЕВОГО ЛЕНТОЧНОГО ПРОТЕКТОРА ДЛЯ ПРОИЗВОДСТВА ШИПОВАННЫХ ШИН | 2021 |
|
RU2779125C1 |
