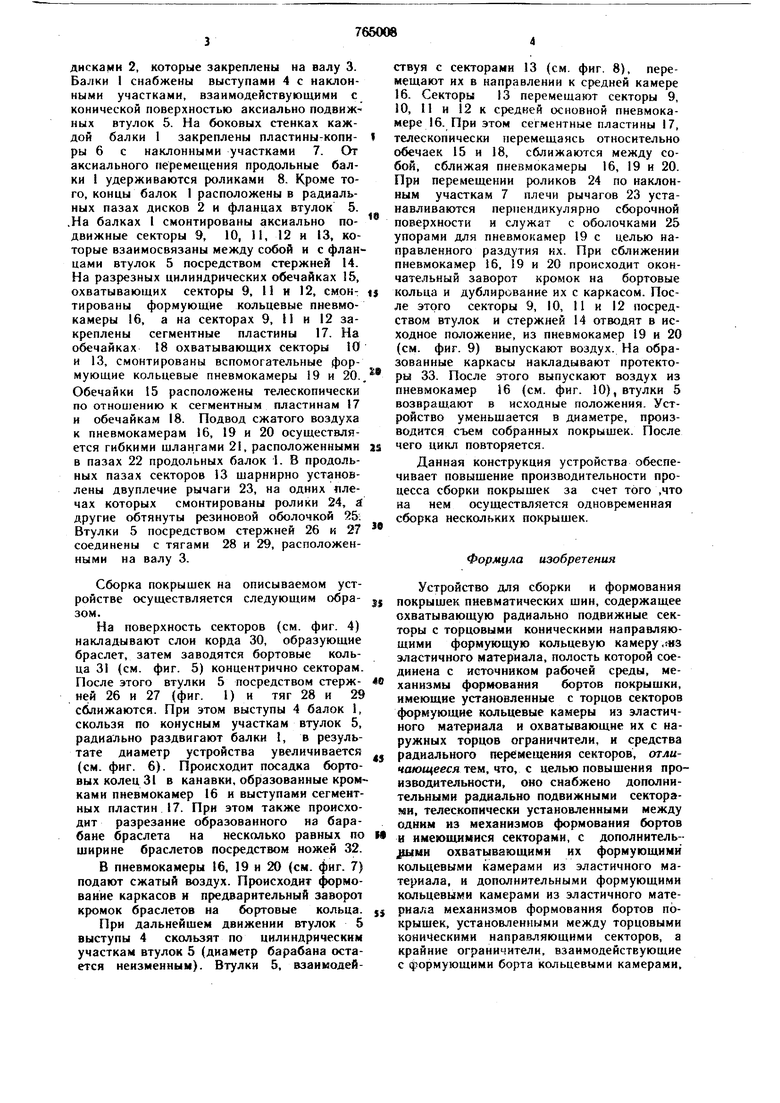
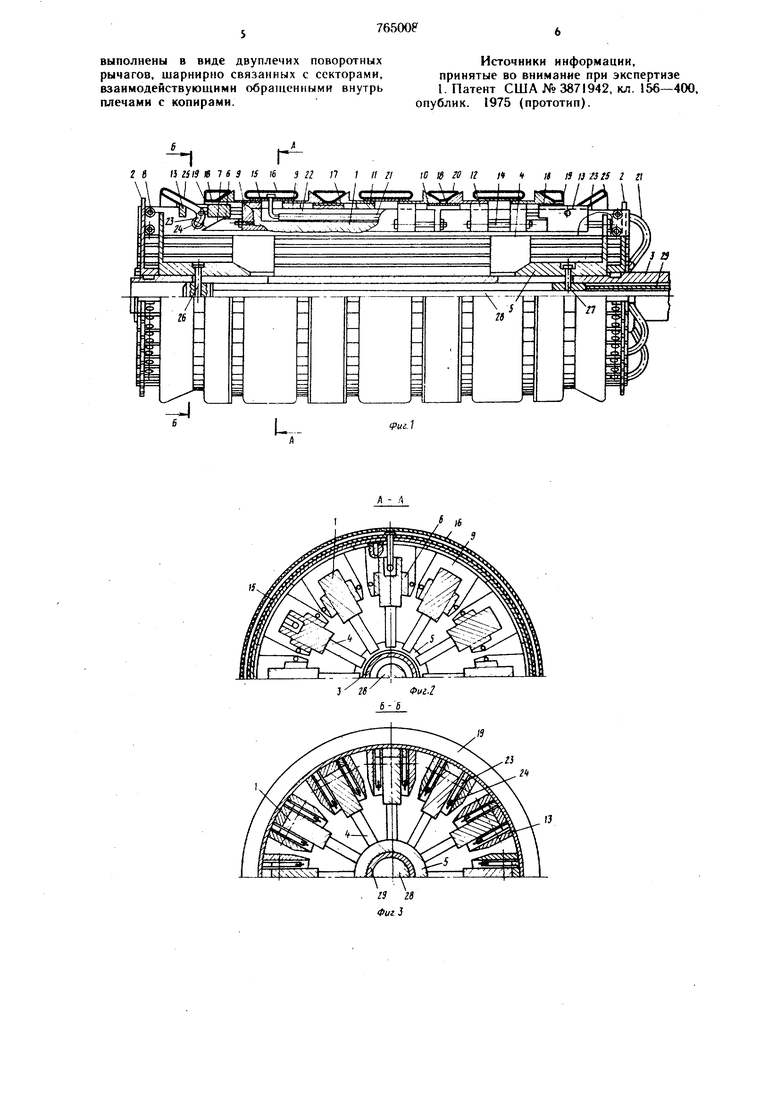
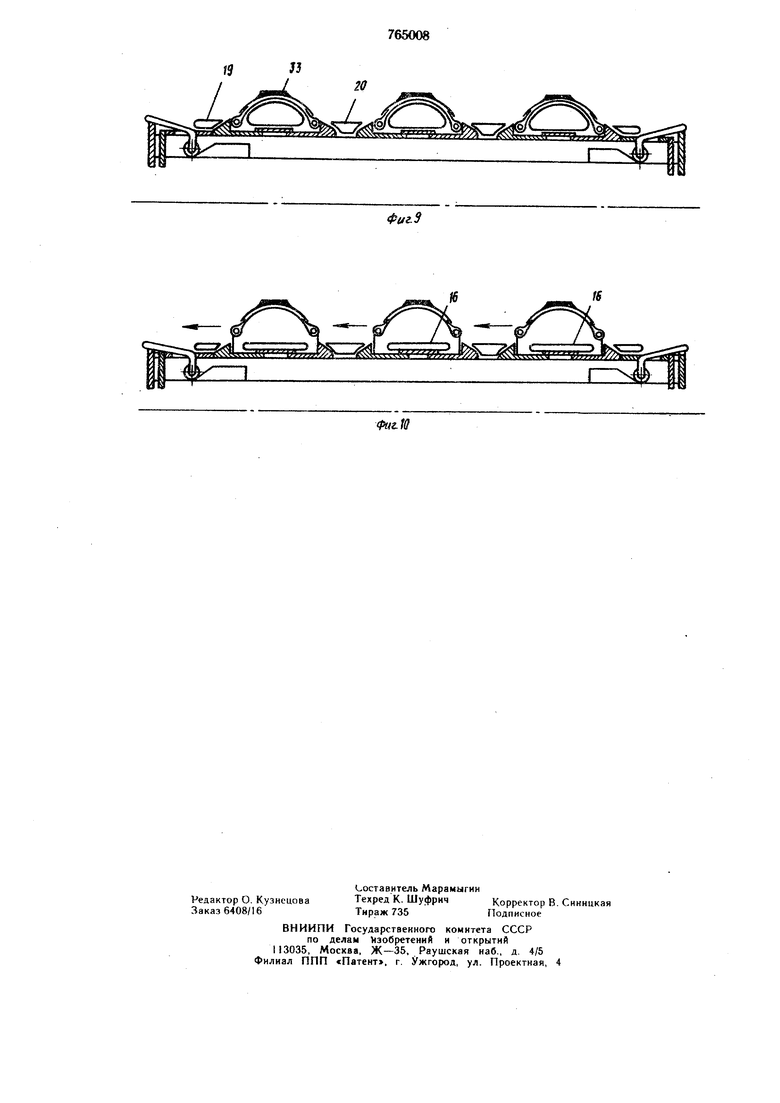
Изобретение относится к устройствам для изготовления покрышек пневматических шин и предназначено для одновременной сборки заготовок покрышек плоским способом на многопозиционном сборочном устройстве. Известно устройство для сборки и формования покрышки пневматической шины, содержащее охватывающую радиально подвижные секторы с торцовыми коническими направляющими формующую кольцевую камеру из эластичного материала, полость которой соединена с источником рабочей среды, механизмы формования бортов покрышки, имеющие установленные с торцов секторов формующие кольцевые камеры из эластичного материала и охватывающие их с наружных торцов ограничители, и средства радиального перемещения секторов (1. На известном устройстве не обеспечивается одновременная сборка более, чем одной заготовки покрышки пневматической шины, кроме того производительность низкая. Цель и.чобретения повышение произ одительности. Поставленная цель достигается тем, что устройство снабжено дополнительными радиально подвижными секторами, телескопически установленными между одним из механизмов формования бортов и имеющимися секторами, с дополнительными охватывающими их формующими кольцевыми камерами из эластичного материала и дополнительными формующими кольцевыми камерами из эластичного материала механизмов формования бортов покрышек, установленными между торцовыми коническими направляющими секторов, а крайние ограничители, взаимодействующие с формующими борта кольцевыми камерами, выполнены в виде двуплечих поворотных рычагов, щарнирно связанных с секторами, взаимодействующими обращенными внутрь плечами с копирами. На фиг. 1 показан барабан, продольный разрез; на фиг. 2 -- то же, разрез А-А на фиг. ; на фиг. 3то же, разрез Б-Б на фиг. 1; на фи1. 4 - 10 - схема процесса сборки покрышек на барабане. Устройство для сборки (токрышек пневматических тин содержит продольные балки I, смонтированные между торцовыми дисками 2, которые закреплены на валу 3. Балки I снабжены выступами 4 с наклонными участками, взаимодействующими с конической поверхностью аксиально подвижных втулок 5. На боковых стенках каждой балки 1 закреплены пластины-копиры 6 с наклонными участками 7. От аксиального перемещения продольные балки 1 удерживаются роликами 8. Кроме того, концы балок I расположены в радиальных пазах дисков 2 и фланцах втулок 5. .На балках I смонтированы аксиально подвижные секторы 9, 10, II, 12 н 13, которые взаимосвязаны между собой и с фланцами втулок 5 посредством стержней 14. На разрезных цилиндрических обечайках 15, охватывающих секторы 9, 11 и 12, смойтированы формующие кольцевые пневмокамеры 16, а на секторах 9, П и 12 закреплены сегментные пластины 17. На обечайках J8 охватывающих секторы 10 и 13, смонтированы вспомогательные формующие кольцевые пневмокамеры 19 и 20. Обечайки 15 расположены телескопически по отношению к сегментным пластинам 17 и обечайкам 18. Подвод сжатого воздуха к пневмокамерам 16, 19 и 20 осуществляется гибкими щлангами 21, расположенными в пазах 22 продольных балок 1. В продольных пазах секторов 13 щарнирно установлены двуплечие рычаги 23, на одних ллечах которых смонтированы ролики 24, d другие обтянуты резиновой оболочкой 25. Втулки 5 посредством стержней 26 и 27 соединены с тягами 28 н 29, расположенными на валу 3. Сборка покрыщек на описываемом устройстве осуществляется следующим образом. На поверхность секторов (см. фиг. 4) накладывают слои корда 30, образующие браслет, затем заводятся бортовые кольца 31 (см. фиг. 5) концентрично секторам. После этого втулки 5 посредством стержней 26 и 27 (фиг. 1) и тяг 28 и 29 сближаются. При этом выступы 4 балок 1, скользя по конусным участкам втулок 5, радиально раздвигают балки 1, в результате диаметр устройства увеличивается (см. фиг. 6). Происходит посадка бортовых колец 31 в канавки, образованные кромками пневмокамер 16 н выступами сегментных пластин 17. При этом также происходит разрезание образованного на барабане браслета на несколько равных по ширине браслетов посредством ножей 32. В пневмокамеры 16, 19 н 20 (см. фиг. 7) подают сжатый воздух. Происходит формование каркасов и предварительный заворот кромок браслетов на бортовые кольца, При дальнейшем движении втулок 5 выступы 4 скользят по цилиндрическим участкам втулок 5 (диаметр барабана остается неизменным). Втулки 5, взаимодействуя с секторами 13 (см. фиг. 8), перемещают их в направлении к средней камере 16. Секторы 13 перемещают секторы 9, 10, 11 и 12 к средней основной пневмокамере 16. При этом сегментные пластины 17, телескопическн перемещаясь относительно обечаек 15 и 18, сближаются между собой, сближая пневмокамеры 16, 19 и 20. При перемещении роликов 24 по наклонным участкам 7 плечи рычагов 23 устанавливаются перпендикулярно сборочной поверхности и служат с оболочками 25 упорами для пневмокамер 19 с целью направленного раздутия кх. При сближении пневмокамер J6, 19 и 20 происходит окончательный заворот кромок на бортовые кольца и дублирование их с каркасом. После этого секторы 9, 10, 11 н 12 посредством втулок и стержней 14 отводят в исходное положение, из пневмокамер 19 и 20 (см. фиг. 9) выпускают воздух. На образованные каркасы накладывают протекторы 33. После этого выпускают воздух из пневмокамер 16 (см. фиг. 10), втулки 5 возвращают в исходные положения. Устройство уменьщается в диаметре, производится съем собранных покрыщек. После чего цикл повторяется. Данная конструкция устройства обеспечивает повыщение производительности процесса сборки покрыщек за счет того ,что на нем осуществляется одновременная сборка нескольких покрыщек. Формула изобретения Устройство для сборки и формования покрыщек пневматических щин, содержащее охватывающую радиально подвижные секторы с торцовыми коническими направляющими формующую кольцевую камеру.{«з эластичного материала, полость которой соединена с источником рабочей среды, механизмы формования бортов покрышки, имеющие установленные с торцов секторов формующие кольцевые камеры из эластичного материала и охватывающие их с наружных торцов ограничители, и средства радиального перемещения секторов, отличающееся тем, что, с целью повыщения производительности, оно снабжено дополнительными радиальио подвижными секторами, телескопически установленными между одним из механизмов формования бортов и имеющимися секторами, с дополнитель нн охватывающими их формующими кольцевыми камерами из эластичного материала, и дополнительными формующими кольцевыми камерами из эластичного материала механизмов формования бортов покрыщек, установленными между торцовыми коническими направляющими секторов, а крайние ограничители, взаимодействующие с формующими борта кольцевыми камерами.
выполнены в виде двуплечих поворотных рычагов, шарнирио связанных с секторами, взаимодействующими обращенными внутрь плечами с копирами.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3871942, кл. 156-400, опублнк. 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2259276C1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU315336A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1125140A1 |
| Барабан для формирования покрышек пневматических шин | 1974 |
|
SU497165A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1981 |
|
SU994299A2 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Устройство для сборки покрышки пневматической шины | 1977 |
|
SU758676A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
26 пиа 16 9 IS 16 3 21 п 1 II // s 1в го п / /j /j/j// г г
.
