10 и эйльчсдеиствующими с торцовым элемент.-;,/, и л гьееой головкой. 9,Устройство поп. ЗгОТЛИ; а :о щ е е с я тем, что цилиндрическая эластичная оболочка и уп.к;гПГгельное кольцо выполнены из попиуретзна. 10,Устройство по п. 1, о т л и ч а 10 1д неся тем, что оно снабже 0 но приспособлением для съема брекернопротекторного браслета с дорна. И. Устройство по п. 1,, отличающееся тем,, что дорн снабжен опорными дисками с равномерно установленными по окружности боковин цилиндрической оболочки опорными ребрами ,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| СПОСОБ РАЗРЕЗАНИЯ ПОКРЫШЕК | 2011 |
|
RU2473422C1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Амортизационная стойка с укрепленным на раме транспортного средства цилиндрическим направляющим корпусом | 1989 |
|
SU1792378A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2331518C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2002 |
|
RU2324594C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2457949C1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БРЕКЕРНО-ПРОТЕКТОРНЫХ БРАСЛЕ1РВ ДЛЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащее форму с двумя полуформами : и торцовыми элементами с кольцевы- ми вкладышами, дорн и литьевую головку с литниковыми каналами, о т ли чающееся тем, что, с целью повышения производительности устройства, дорн выполнен в виде расширяющейся цилиндрической эластичной оболочки с вогнутыми боковинами и коническими торцовыми кромками и концентрично расположенного в оболочке жесткого опорного кольца, литьевая головка выполнена с расположенными параллельно центральной оси формы литниковыми каналами и установлена с возможностью аксиального перемещения относительно дерна, а кольцевые вкладыши смонтированы на торцовых элементах с возможностью аксиального перемещения и выполнены с коническими боковыми поверхностями, взаимодействующими с торцовыми кромками оболочки. 2.Устройство по п. 1, о т л и чающееся тем, что вкладыши снабжены приводом перемещения, выполненным в виде кольцевых камер, расположенных в торцовых элементах и снабженных средствами для соединения с источн15 кс)м рабочей среды, и кольцевых поршней, установленных в кольцевых камеоах и жестко связанных с кольцевыми вкладышами. 3.Устройство по п. 1, о т л И чающееся тем, что на боковой поверхности ближайшего к литниковым каналам кольцевого вкладыша установлено эластичное уплотнительное кольцо. . Устройство по п. 1, отлиКЛ С чающееся тем, что на боковой повеохности эластичной цилиндрическкой оболочки выполнена кольцевая канавка для размещения брекера. 5.Устройство по п. 2, отли чающееся тем, что полуформы выполнены в виде полуколец с горизонтальной плоскостью разъема, 6.Устройство по п. 5, отличающее с я тем, что литьевая головка жестко связана с одной из полуформ, а полуформы установлены с возможностью аксиального и/или радиального перемещения относительно дорна. 7.Устройство по п. 5, отличающееся тем, что литьевая головка жестко связана с одной полуформой, а дорн установлен с возможностью осевого перемещения относительно литьевой камеры. 8..Устройство по п. 5, отли чающееся тем, что полуформы выполнены с центрирующими поясками,
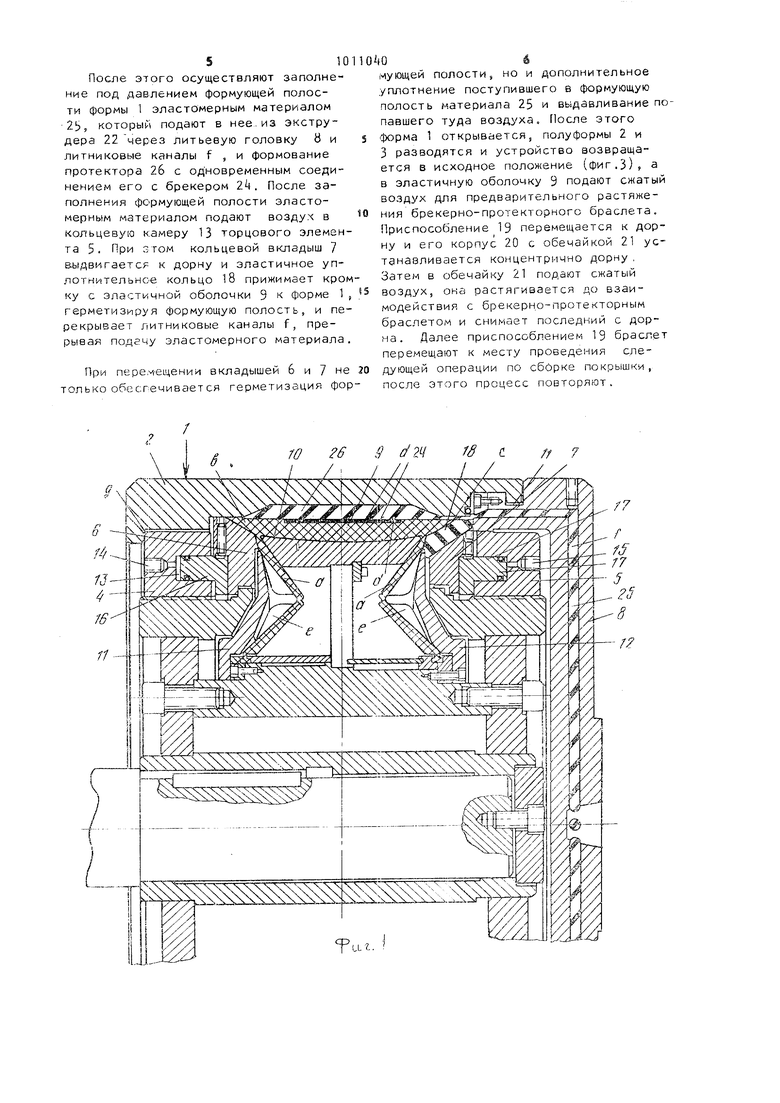
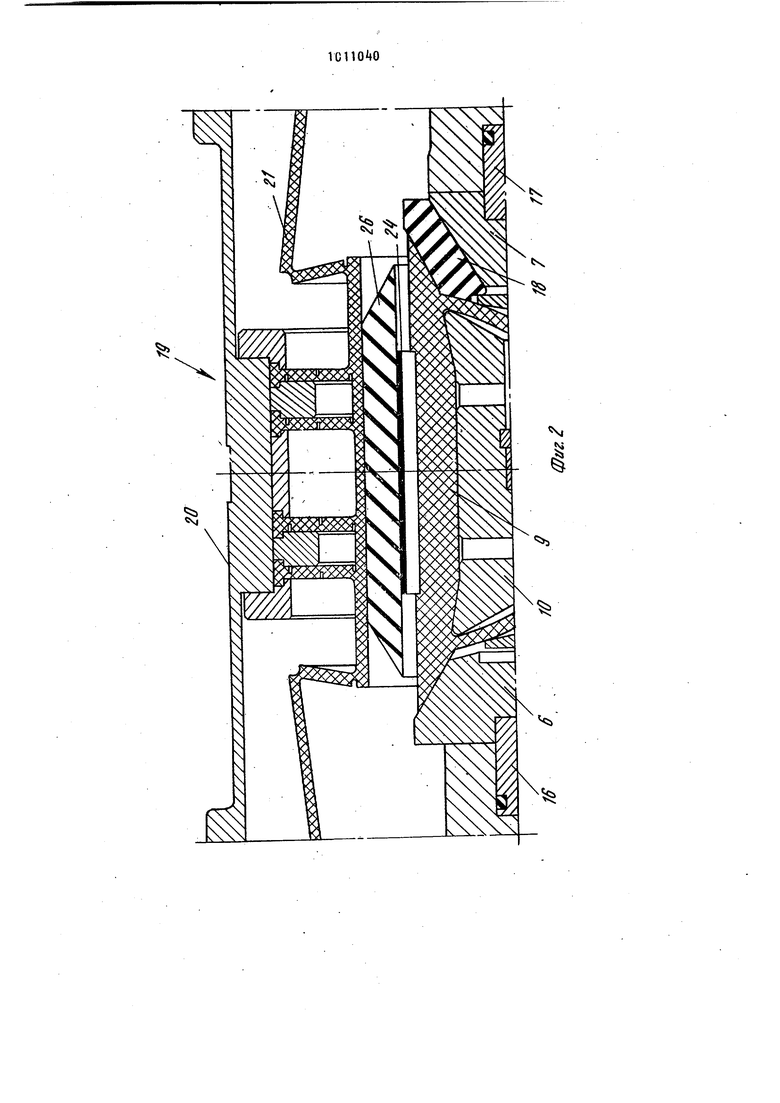
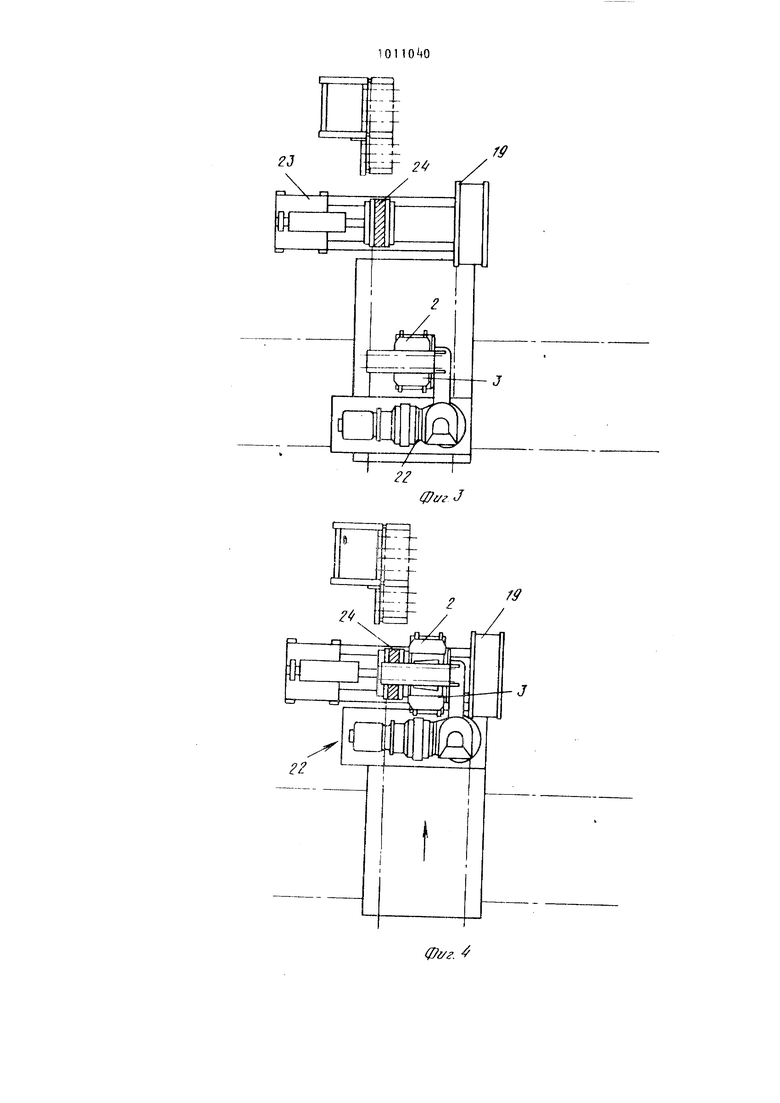
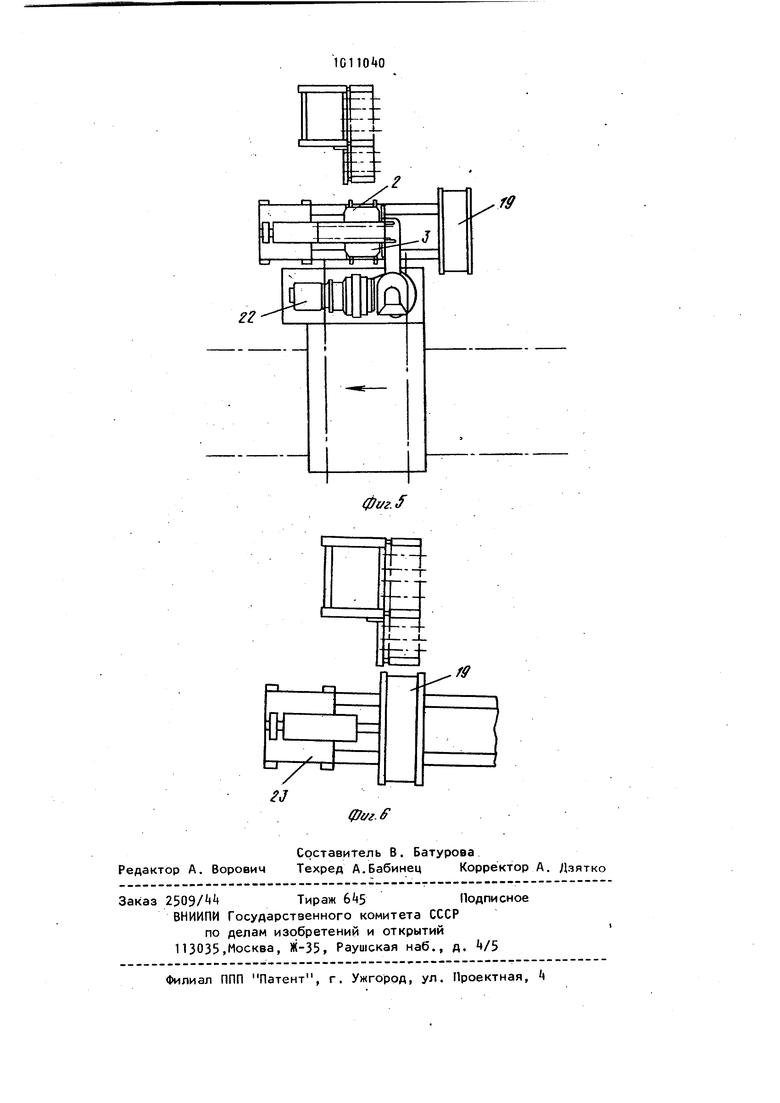
Изобретение относится к изготоале ;-;ию Г -ев1 1атических шин in предназначе но ;.1згстовления брекерно-протекторпь:х ораслетов для покрышек пневма i--че ских шин , (звестс устройство для изготовгйния брекерно-протекторных браслето fj, покрышек пневматических шин содержащее к.центрично расположенные ;;ИЛ|-1идр1.1ческий секторный дорн с кана д.-in установки брекера и секторну (Ьирму литниковым каналом I 1 1, и i хппе близким к предлагаемому / 1.; х;м.1ческой сущности- и достигае:-Югч эффекту является устройстйо для I-:3i о roeле- ия брекерно-протекторных браслетов для покрышек пневматичесчих iiHii- , содержаи ее форму с двумя . и торцовыми элементами колоа-;йо1ми , дорн и литьевую головку с литниковыми кaнaлaми 2J Н дэнн:;)м устройстве Дорн выполнен G 1 ирообразного сердечника из . -t-Oio ).г емента с жесткими ра диггп , Зчтемектами , зажимаемыми а/;ьцг::5-,:;1и .: Кладь шами при фиксации до на л .г;и nCbdH жестко связана с г:Дг-:-пм из торцовых элементов. Гакч.е конструктивное выполнение устуойсгвг требует его полной разборк : iipvi у.ЗБлечении готового брекер1-о-проте кторкого браслета , что обусповлиаает низкую производительпосте стройства. Цель / аобретения - повышение прои йодитег;п; ости устройства. Поставленная цель достигается г : i Г) 3 устройстве для изготовлем 1я Ьпе;-срио-протекторных браслетов lUiF .:;иек пневматических шин, ггик р х;глем йорму с двумя полуформа-ил и o:vu RbiMv; элементэми с кольцевы ми вкладышами, дорн и литьевую головку с литниковыми каналами, дорн выполнен в виде расширяющейся цилиндрической эластичной оболочки с , , вогнутыми боковинами и коническими торцовыми кромками и концентрично расположенного в оболочке «есткого опорного кольца,.литьевая 1ГОЛОВка выполнена с расположенными параллельно центральной оси формы литнико выми каналами и установлена с возможностью аксиального перемещения относительно дорна, а кольцевые вкладыши смонтированы на торцовых элементах с возможностью аксиального перемещения и выполнены с коническими боковыми поверхностями, взаимодействующими с торцовым;.- кромками оболочки„ Вкладыши снабжены приводом перемещения, выполненным в виде кольцевых камер, расположенных в торцовых элементах и снабженных средствами р,1;я соединения с сточг{ико1-л среды, и кольцевых поршней, устаноаленных в кольцевых камерах и же-. стко связанных с кольцевыми вклод;ышаНа боковой поверхности ближайшего к литниковым каналам кольцевого вкла-г дыша устгзновлено эластичное уплотнительное кольцо. На боковой поверхности эластичной цилиндрической оболочки выполнена кольцевая канавка для размещения брекера . Полуформы выполнены в виде псп-.уколец с горизонтальной плоскостью разъема . Литьевая головка жестко свлйг -на с одной из полу форм, а )луформы установлены с возможностью аксиапь-3 . 10 ного и/или радиального перемещения относительно дорна. Литьевая головка жестко связана с одной полуформой, а дорн установлен с возможностью осевого перемеще ния относительно литьевой камеры. Полуформы выполнены с центрирующими поясками, взаимодействующими с торцовым, элементом и литьевой головкой . Цилиндрическая эластичная оболочка и уплотнительное кольцо выполнены из полиуретана. Устройство снабжено приспособлени ем для съема брекарно-протекторного браслета с дорна. Дорн снабжен опорными дисками с равномерно установленными по окружности боковин цилиндрической оболочки опорными ребрами . На фиг, 1 изображено предлагаемое устройство в рабочем положении, поперечный разрез; на фиг. 2 - то же в момент съема готового брекернопротекторного браслета; на фиг. 3-6то же, схематично в различных положениях во время работы. Устройство для изготовления брекерно-протекториых браслетов для покрышек пневматических шин содержит форму 1 с двумя полуформами 2 и 3 и торцовыми элементами 4 и 5 с кольцевыми вкладышами 6 и 7, дорн и литьевую головку 8. Дорн выполнен в виде расширяющейся эластичной оболочки 9 с вогнутыми боковинами а и коническими торцовыми кромками b и с и концентрично расположенного в оболочке 9 жесткого опор ного кольца 10. На боковой поверхнос ти эластичной цилиндрической оболоч ки 9 выполнена кольцевая канавка d для размещения брекера. Дорн снабжен опорными дисками 11 и 12 с равномерн расположенными по окружности боковин цилиндрической оболочки 9 ребрами е. Литьевая головка 8 выполнена с ра положенными параллельно центральной оси формы 1 литниковыми каналами f и установлена с возможностью аксиаль ного перемещения относительно дорна. Полуформы 2 и 3 выполнены в виде полуколец с горизонтальной плоскостью разъема и запираются с помощью гидравлических цилиндров или байонетных замков (не показаны). Литьевая головка В может быть жестко связана с одной из прлуформ. 4 а полуформы 2 и 3 установлены с возможностью аксиального и/или радиального перемещения относительно дорна. Литьевая головка 8 может быть жестко связана с одной из прлуформ, а дорн установлен с возможностью осевого перемещения относительно литьевой головки. Полуформы 2 и 3 выполнены с центрирующими поясками g и h , взаимодействующими соответственно с торцовым . элементом k и литьевой головкой 8, а на последней имеется центрирующий поясок k, взаимодействующий с торцовым -.элементом 5Кольцевые вкладыши 6 и 7 смонтированы на торцовых элементах + и 5 с возможностью аксиального перемещения и выполнены с коническими боковыми поверхностями, взаимодействующими с торцовыми кромками Ь и с оболочки 2. Вкладыши 6 и 7 снабжены приводом перемещения, выполненным в виде кольцевых камер 13, расположенных в торцовых -элементах 6 и 7 и снабженных средствами И и 15 для соединения с источником рабочей среды , и кольце-i вых поршней 16 и 17, установленных в . кольцевых камерах и жестко связанных с вкладышами 6 и 7. На конической боковой поверхности вкладыша 7, ближайшего к литниковым каналам f , установлено эластичное уплотнительное кольцо 18. Уплотнительное кольцо 18 и оболочка 9 выполнены из полиуретана. Устройство снабжено подвижнь М приспособлением 19 для съема брекерно-протекторного браслета, выполненным в виде подвижного корпуса 20 с эластичной обечайкой 21, и экструдером 22. Устройство работает следующим образом . Дорн устанавливают на валу станка 23 для сборки брекера, где в канавке d эластичной оболочки 9 намоткой образуют кольцевой брекер 2 (фиг.З). Затем к нему подводят форму 1 с раскрытыми полуформами 2 и 3 и экструдером 22, устанавливают соосно с дорном (фиг. k) а полуформы надвигают на дорн и запирают с помощью гидравлических цилиндров или байонетного замка (фиг. 5). При подаче воздуха в кольцевую камеру 13 торцового элемента k вкладыш 6 перемещается к дорну и, взаимодействуя с кромкой Ь эластичной оболочки 9, герметизирует фсэрмующую полость формы 1 . После этого осуществляют заполнение под дав лением формующей полости формы 1 эластомерным материалом 25s который подают в нее.из экструдера 22, через Литьевую головку 8 и литниковые каналы f , и формование протектора 26 с одновременным соединением его с брекером 2ч. После заполнения форрмующей полости эластомерным материалом подают воздух в кольцевую камеру 13 торцового элемен та 5. При згом кольцевой вкладыш 7 выдвигается к дерну и эластичное уплотнительное кольцо 18 прижимает кро ку с эластичной оболочки 9 к форме 1 герметизируя формующую полость, и пе рекрывает литниковые каналы f, прерывая подачу эластомерного материала При перемещении вкладышей 6 и 7 не только обесгечивается герметизация фо го гб S гц ./j/:... ff X TU. мующей полости, но и дополнительное уплотнение поступившего в формующую полость материала 25 и выдавливание попавшего туда воздуха, Г1осле этого (форма 1 открывается J полуформы 2 и 3 разводятся и устройство возвращается в исходное положение (фиг.З), а в эластичную оболочку 9 подают сжатый воздух для предварительного растяжения брекерно-протекторного браслета. Приспособление 19 перемещается к дорну и его корпус 20 с обечайкой 21 устанавливается концентрично дорну , Затем в обечайку 21 подают сжатый воздух, ока растягивается до взаимодействия с брекерн.о-протекторным браслетом и снимает последний с дорна. Далее приспособлением 19 браслет перемещают к месту проведения следующей операции по сборке покрышки, после этого процесс повторяют. W t / /
2J
сэcjт
ш
f9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тормозное устройство для повозок железных дорог | 1928 |
|
SU14057A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
