полнены по форме внутренней поверхности полуформ в месте кольцевых полостей. Кольцевые полости 6 и 7 могут быть расположепы либо по месту плечевой зоны покрышки (фиг. 1), либо по месту зоны усиления покрышки (фиг. 4).
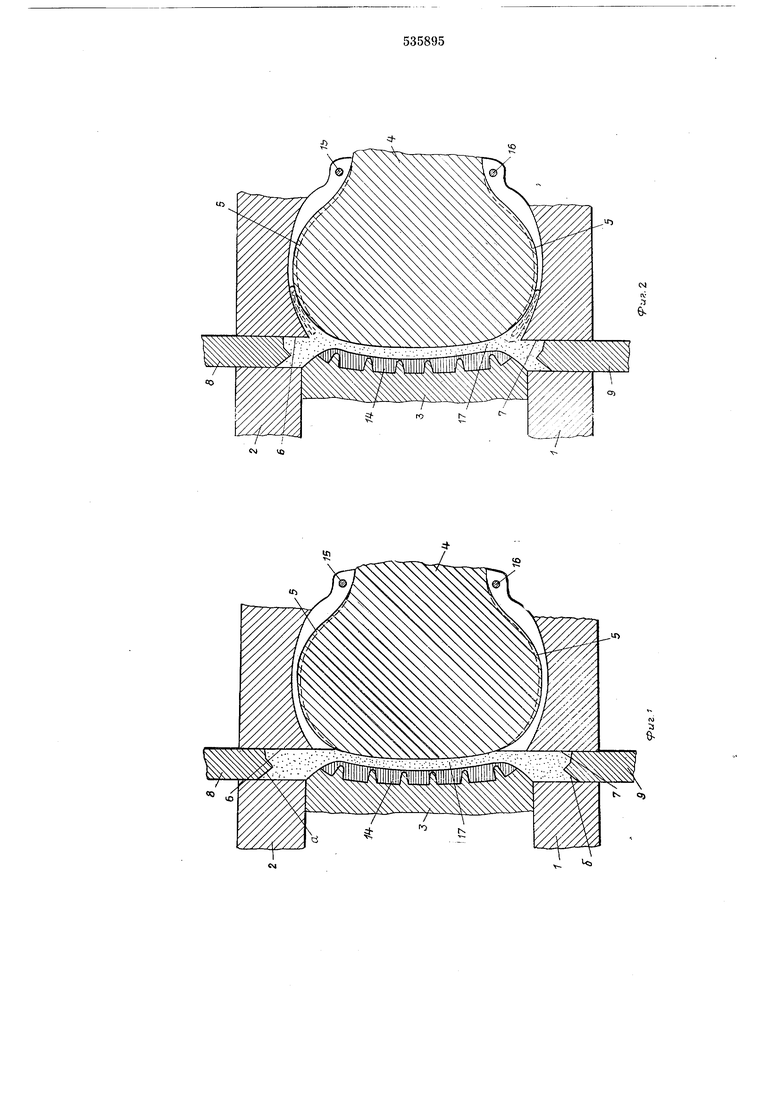
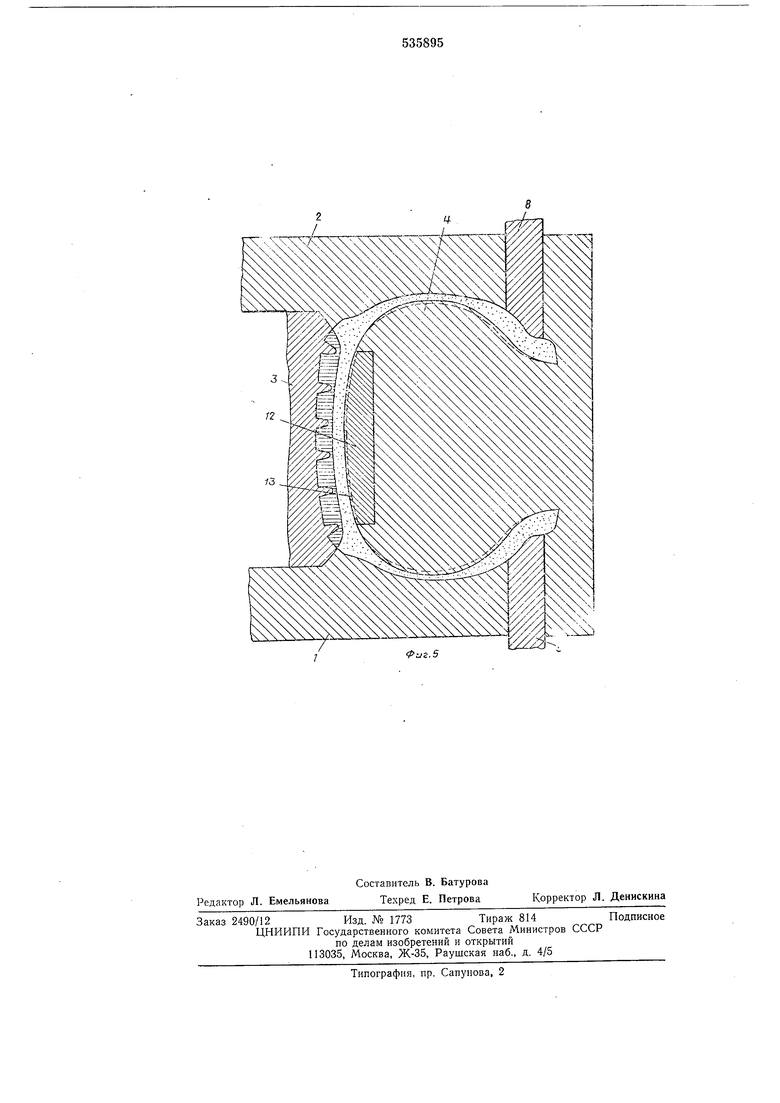
В пресс-форме имеются установленные с возможностью вращения относительно ее оси кольца 10 и 11 (фиг. 3), оформляюш,пе своей боковой поверхностью основания бортов покрышки. Кольца 10 и 11 предназначены для переориентации волокон материала литьевой смеси в боковине покрышки. Для достижения лучшей ориентации волокон в подпротекторной части покрышки дорп 4 может быть выполнен с кольцевым врап1,аюш,имся вкладышем 12 (фиг. 5), расположенным по периферии дорна и снабженным канавками 13 для лучшей ориентации волокон.
Работа пресс-формы осуш,ествляется следуюп им образом.
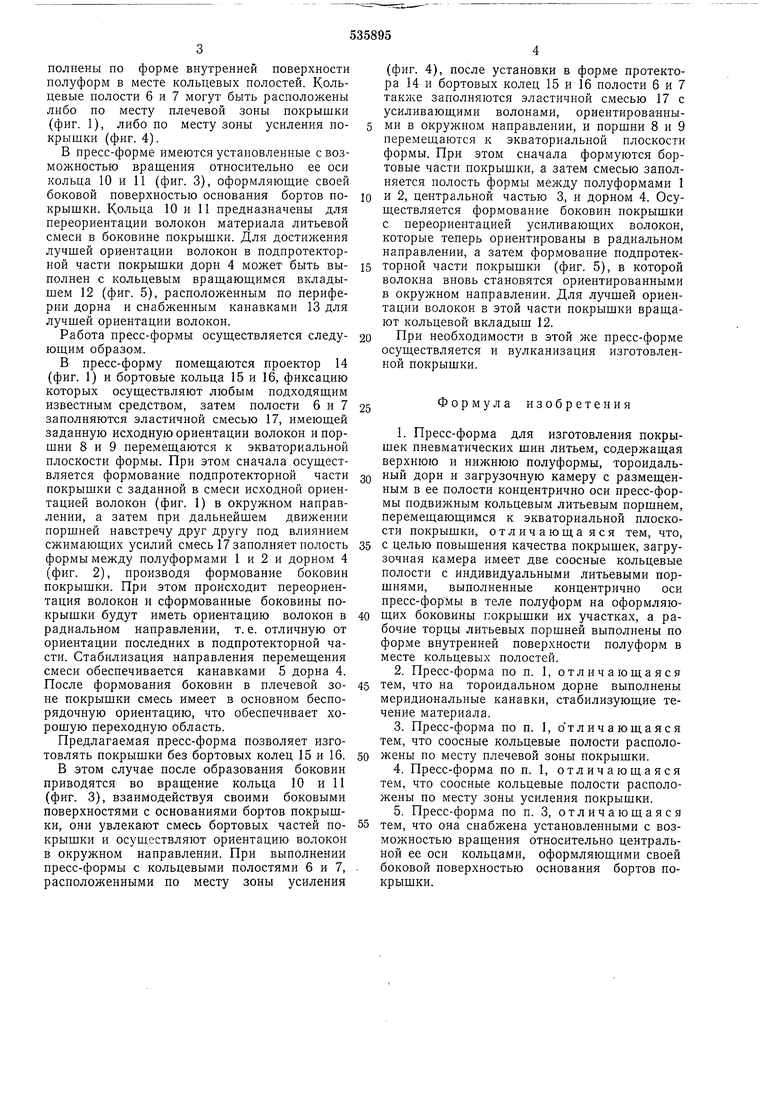
В цресс-форму помеш,аются проектор 14 (фиг. 1) и бортовые кольца 15 и 16, фиксацию которых осуш;ествляют любым подходяш:им известным средством, затем полости 6 и 7 заполняются эластичной смесью 17, имеюшей заданную исходную ориентации волокон и поршни 8 и 9 перемещаются к экваториальной плоскости формы. При этом сначала осуществляется формование подпротекторной части покрышки с заданной в смеси исходной ориентацией волокон (фиг. 1) в окружном направлении, а затем при дальнейшем движении поршней навстречу друг другу под влиянием сжимающих усилий смесь 17 заполняет полость формы между полуформами 1 и 2 и дорном 4 (фиг. 2), производя формование боковин покрышки. При этом происходит переориентация волокон и сформованные боковины покрышки будут иметь ориентацию волокон в радиальном направлении, т.е. отличную от ориентации последних в подпротекторной части. Стабилизация направления перемещения смеси обеспечивается канавками 5 дорна 4. После формования боковин в плечевой зопе покрышки смесь имеет в основном беспорядочную ориентацию, что обеспечивает хорошую переходную область.
Предлагаемая пресс-форма позволяет изготовлять покрышки без бортовых колец 15 и 16.
В этом случае после образования боковин приводятся во вращение кольца 10 и И (фиг. 3), взаимодействуя своими боковыми поверхностями с основаниями бортов покрыщки, они увлекают смесь бортовых частей покрышки и осуществляют ориентацию волокон в окружном направлении. При выполнении пресс-формы с кольцевыми полостями 6 и 7, расположенными по месту зоны усиления
(фиг. 4), после установки в форме протектора 14 и бортовых колец 15 и 16 полости 6 и 7 также заполняются эластичной смесью 17 с усиливающими волонами, ориентированными в окружном направлении, и поршни 8 и 9 перемещаются к экваториальной плоскости формы. При этом сначала формуются бортовые части покрышки, а затем смесью заполняется полость формы между полуформами 1
и 2, центральной частью 3, и дорном 4. Осуществляется формование боковин покрышки с переориептацией усиливающих волокон, которые теперь ориентированы в радиальном направлении, а затем формование подпротекторной части покрыщки (фиг. 5), в которой волокна вновь становятся ориентированными в окружном направлении. Для лучщей ориентации волокон в этой части покрышки вращают кольцевой Бкладыщ 12.
При необходимости в этой же пресс-форме осуществляется и вулканизация изготовленной покрыщки.
Формула изобретения
1.Пресс-форма для изготовления покрыщек пневматических шин литьем, содержащая верхнюю и нижнюю полуформы, тороидальный дорн и загрузочную камеру с размещенным в ее полости концентрично оси пресс-формы подвижным кольцевым литьевым поршнем, перемещающимся к экваториальной плоскости покрышки, отличающаяся тем, что,
с целью повыщения качества покрыщек, загрузочная камера имеет две соосные кольцевые полости с индивидуальными литьевыми поршнями, выполненные концентрично оси пресс-формы в теле полуформ на оформляющих боковины покрыщки их участках, а рабочие торцы литьевых поршней выполнены по форме внутренней поверхности полуформ в месте кольцевых полостей.
2.Пресс-форма по п. 1, отличающаяся тем, что на тороидальном дорне выполнены
меридиональные канавки, стабилизующие течение материала.
3.Пресс-форма по п. 1, Отличающаяся тем, что соосные кольцевые полости расположены по месту плечевой зоны покрышки.
4.Пресс-форма по п. 1, отличающаяся тем, что соосные кольцевые полости расположены по месту зоны усиления покрыщки.
5.Пресс-форма по п. 3, отличающаяся тем, что она снабжена установленными с возможностью вращения относительно центральной ее оси кольцами, оформляющими своей боковой поверхностью основания бортов покрышки.
чэ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| Способ изготовления каркасных автопокрышек | 1962 |
|
SU413734A1 |
| Способ восстановления покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU665787A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| Способ изготовления покрышек пневматических шин | 1974 |
|
SU494280A1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
.IT)
V,/-/vi X)
.ё
