(З) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
I
Изобретение относится к изготов- лению полых полимерных изделий, в частности резиновых, и может быть использовано для изготовления полых резиновых изделий с двумя горловинами .
Известна .пресс-форма для изготовления полых полимерных изделий, содержащая разъемную матрицу и жесткий дорн Г13.
Однако в этой пресс-форме дорн выполнен цельным, вследствие чего затруднен съем готового изделия с дорна.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является пресс-форма для изготовления полых полимерных изделий, содержащая две полуматрицы и жесткий Д9РН, имеющий центральный стержень, образующие рабочую поверхность дорна разновеликие по ширине продольные сектора, взаимодействующие между собой скошенными боковыми гранями, и контак:тирующий с одними торцами секторов замок с формообразующей наружной поверхностью 2 .
В известной пресс-форме замок связан с центральным стержнем посредством резьбового соединения, а концентрично сердечнику установлен аксиально подвижный конический элемент для сведения и разведения секtoторов, поэтому в пресс-форме нельзя изготавливать полые изделия с двумя различными по диаметру горловинами.
Цель изобретения - обеспечение
15 возможности изготовления полых изделий с двумя различными по диаметру горловинами.
Для достижения поставленной цели пресс-форма для изготовления
Ю полых полимерных изделий, содержащая две полуматрицы и жесткий дорн, имеющий центральный стержень, образующие рабочую поверхность дорна
разновеликие по ширине продольные Сектора, взаимодействующие между собой скошенными боковыми гранями , и контактирующий с одними торцами секторов замок с формообразующей наружной поверхностью, снабжена установленным соосно с замком дисковым вкладышем, взаимодействующим одним торцом с наружной поверхностью замка, а на контактирующих поверхностях замка и секторов выполнены взаимодействующие между собой кольцевые выступ и впадина.
Кроме того, пресс-форма снабжена дополнительным вкладышем, установленым концентрично центральному стержню и взаимодействующим со вторыми торцами секторов.
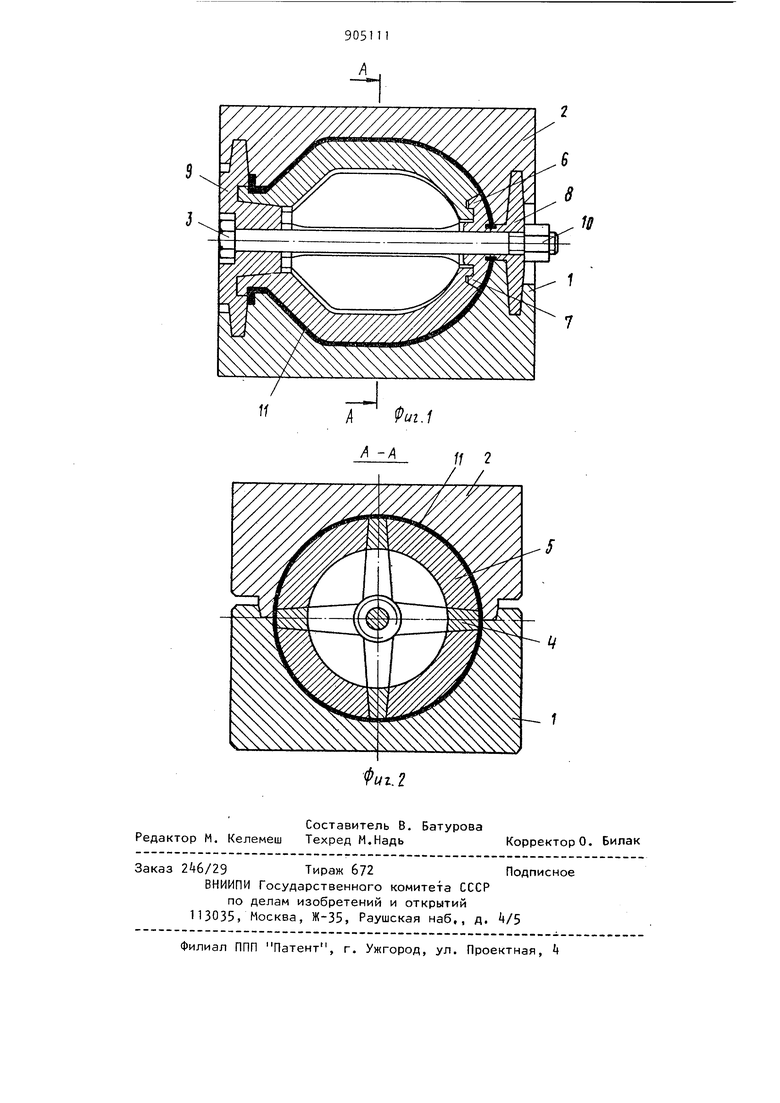
На фиг. 1 изображена предлагаемая пресс-форма, продольный разрез; на фиг. 2 - разрез А-А на фиг, 1.
Предлагаемая пресс-форма содержит нижнюю 1 и верхнюю 2 полуиатрицы и жесткий дорн. Жесткий дорн имеет центральный стержень 3 образующие рабочую поверхность дорна разновеликие по ширине продольные сектора А и 5, взаимодействующие между собой скошенными боковыми гранями, и контактирующий с одними торцами секторов замок 6 с формообразующей наружной поверхностью. На контактирующих поверхностях замка 6 и секторов k и 5 выполнены взаимодействующие между собой кольцевые выступ 7 и соответствующая ему впадина (на фиг, позицией не обозначена),
Пресс-форма снабжена дисковым вкладышем 8, установленным соосно с замком 6 и взаимодействующим одним торцом с наружной поверхностью последнего. Пресс-форма имеет также дополнительный вкладыш 9, установленный концентримно центральному стержню 3 и взаимодействующий со вторь|ми торцами секторов и 5. У центрального стержня 3 имеется резьба, взаимодействующая с гайкой 10.
Пресс-форма работает следующим образом,
В нижнюю полуматрицу, помещается заготовка, например, в виде резинвой пластины. На нее устанавливается узел, собранный на центральном стержле 3 из дополнительного вкла дыша 9, секторов Ц и 5, замка б и дискового вкладыша 8 и затянутый гайкой 10. Далее на дорн
накладывается вторая заготовка изделия, устанавливается верхняя полуматрица 2, пресс-форма закрывается и подается в пресс, где под давлени происходит формование изделия 11 с двумя горловинами большого и малого диаметра.
После формования пресс-форма раскрывается, поднимается верхняя полуматрица 2 и изделие 11 вместе с дорном и вкладышами извлекается из пресс-формы. После отвинчивания гайки 10 центральный сердечник 3 выводится из дорна, снимаются вкладыши 8 и Э и выводятся из полости издели 11 через большую горловину сектора 4. Затем извлекаются сектора 5 и замок 6.
Далее процесс повторяется.
Предлагаемая пресс-форма обеспечивает качественное изготовление изделий с двумя горловинами различными по диаметру.
Формула изобретения
1.Пресс-форма для изготовления полых полимерных изделий, содержащая две полуматрицы и жесткий дорн, имеющий центральный стержень, образующие рабочую поверхность дорна. разновеликие по ширине продольные сектора, взаимодействующие между собой скошенными боковыми гранями, и контактирующий с одними торцами секторов замок с формообразующей наружной поверхностью, отличающаяся тем, что, с целью обеспечения возможности изготовления полых изделий с двумя различными по диаметру горловинами, она снабжена установленным соосно с замком дисковым вкладышем, взаимодействующим одним торцом с наружной поверхностью замка„ а на контактирующих поверхностях замка и секторов выполнены взаимодействующие между собой кольцевые выступ и впадина
2.Пресс-форма по п.1, о т л и чающаяся тем, что она снабжена дополнительным вкладышем-, установленным концентрично центральному стержню и взаимодействующим
со вторыми торцами секторов. Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ W 877827,
кл. 39 а 5/00, опубяик. 19532,Патент ФРГ № U7937,
кл. ,опублик.1971 (прототип)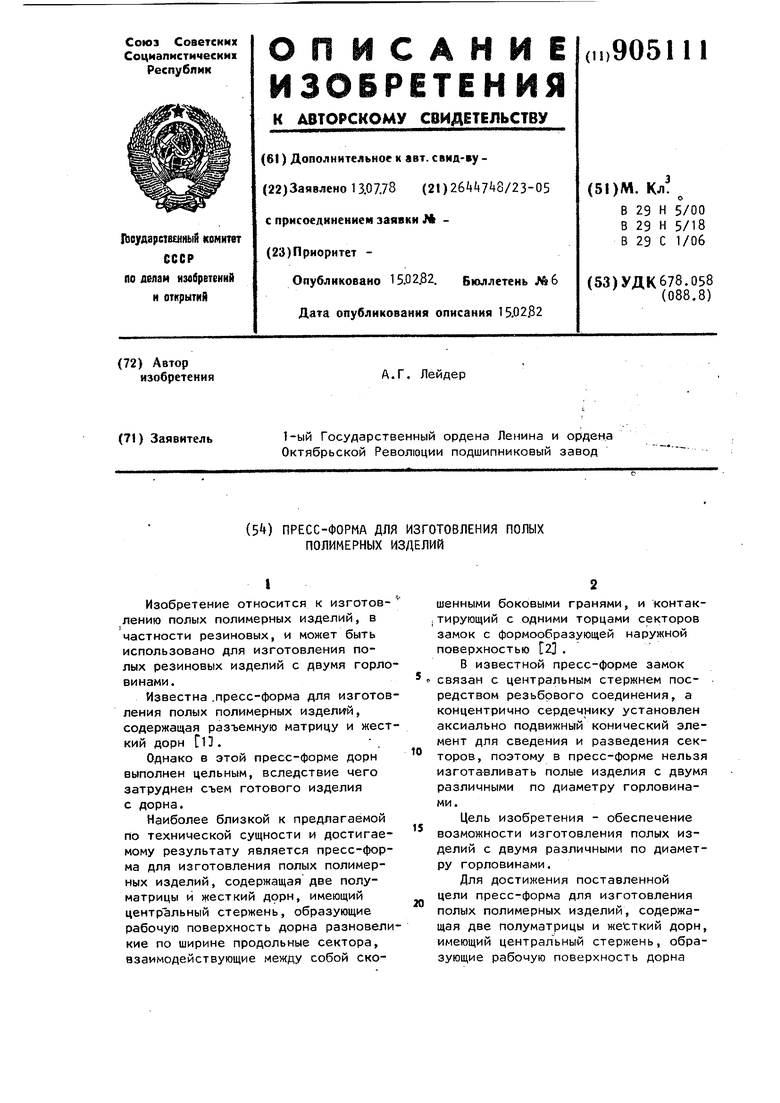
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| НАВЕСНОЙ ЗАМОК С КЛЮЧОМ | 1992 |
|
RU2065524C1 |
| НАВЕСНОЙ ЗАМОК С КЛЮЧОМ | 1992 |
|
RU2061166C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Многогнездная пресс-форма для изготовления полимерных изделий с арматурой | 1986 |
|
SU1391916A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |