1
Изобретение относится к обработке металлов давлением, а именно к устройствам для экструдирования труб.
Известно устройство для горячего гидропрессования труб, содержащее контейнер с матрицей, лресс-штемпель, неподвижную шайбу с каналами для перетекания рабочей среды, размещенную в контейнере, закрепленную на неподвижной шайбе иглу и кольцо для прижима заготовки к матрице I
Недостатками этого устройства является то, что прижим заготовки осуществляется посредством шайбы с дроссельными отверстиями, передающей осевое усилие на заготовку под действием рабочей среды, что затрудняет создание необходимого сочетания осевого усилия и радиального давления жидкости на заготовку; зазор между заготоВКой и оправкой во время экструдирования не заполняется рабочей средой из-за постоянного контакта шайбы с заготовкой; необходимо Применение дополнительных узлов перемещения оправки, пуансона и рабочей среды.
Целью изобретения является повышение надежности и упрощение конструкции.
Поставленная цель достигается тем, что пресс-штемпель, подвижная шайба и кольцо связаны между собой болтами, размещепными с возможностью осевого перемещения в выполненных в пресс-штемпеле, неподвижной шайбе и кольце соосных отверстиях и зафиксированными гайками со стороны рабочего торца кольца, при этом кольцо установлено в выполненной в неподвижной шайбе со стороны матрицы кольцевой канавке, а в отверстиях пресс-штемпеля размещены сопрягающиеся с головками болтов упругие предохранители.
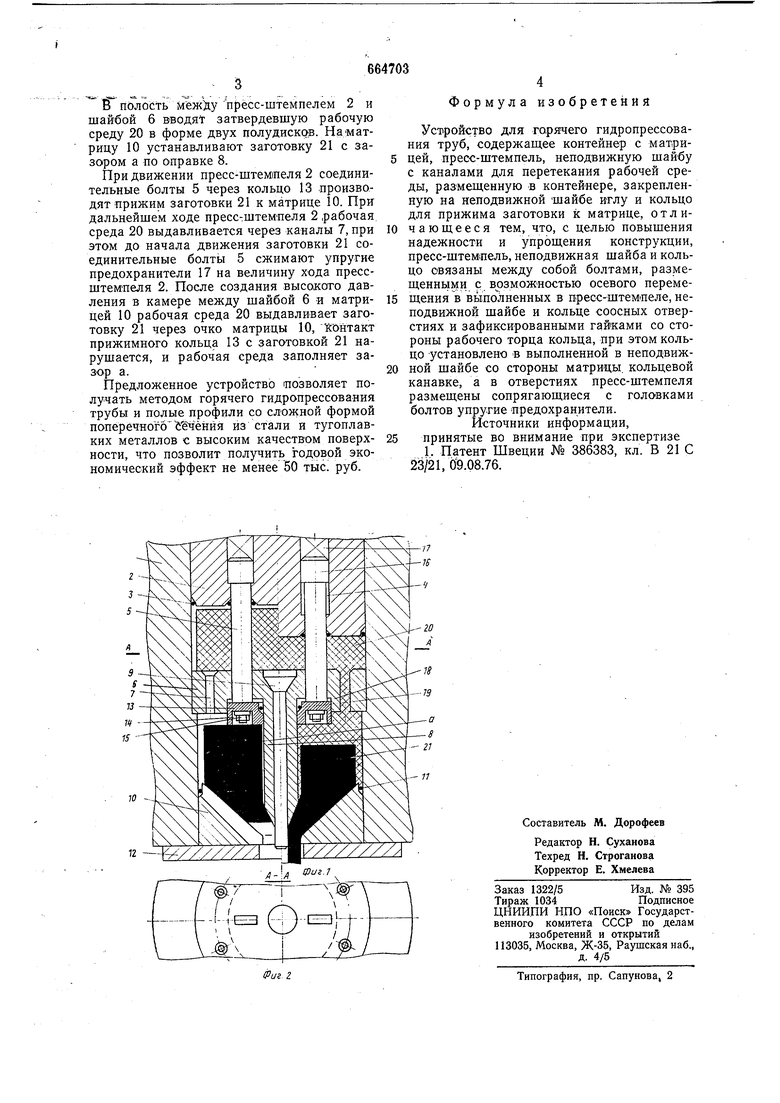
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез на фиг. 1.
Устройство состоит из контейнера 1, в котором размещены пресс-штемпель 2 с уплотнениями 3 и отверстиями 4 для пропуска соединительных болтов 5 и неподвижная шайба 6 с каналами 7 для перетекания рабочей среды и с конусной оправкой 8 для размещения иглы 9. В контейнере I установлена матрица 10 с уплотнениями 11. Матрица 10 удерживается опорной плитой 12. Между шайбой 6 и матрицей 10 установлено прижимное кольцо 13 с проточками 14 под гайки 15. Головки 16 болтов 5 поджимаются упругими предохранителями 17. Прижимное кольцо 13 расположено в проточке 18 шайбы 6 и имеет уплотнения 19.
Устройство работает следующим образом.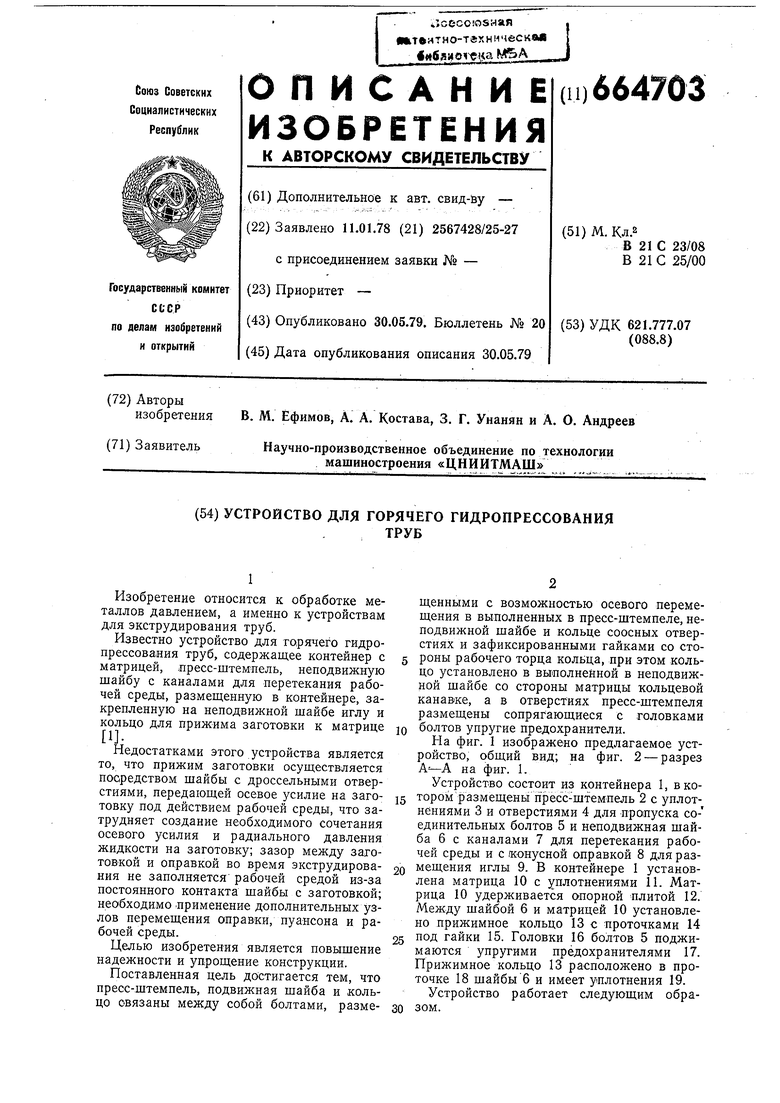
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ОБРАТНЫМ ПРЕССОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2076007C1 |
| Устройство для гидропрессования трубчатых изделий | 1987 |
|
SU1532172A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| ПРЕСС ШТЕМПЕЛЬ ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219052C2 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| Специализированный горизонтальный гидравлический пресс | 1958 |
|
SU119073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
