Изобретение относится к технике для измельчения изношенных автомобильных шин, в том числе содержащих металлокорд, и может быть использовано для измельчения различных резиновых отходов.
Известна установка [1] для выделения и измельчения резины из автомобильных изношенных шин, содержащая контейнер высокого давления, уплотнительный плунжер, связанный с гидравлическим прессом, и горизонтальную матрицу со сквозными отверстиями. Установка снабжена устройствами для загрузки шин и отвода переработанного материала. После загрузки шины под действием усилия пресса уплотнительный плунжер входит в рабочую полость контейнера и за счет сил трения о стенки контейнера замыкает его с матрицей. При дальнейшем движении плунжера в контейнере создается давление, необходимое для "сжижения" резины и ее истечения через отверстия матрицы. По окончании прессования контейнер размыкается с матрицей, и плунжер выводится из контейнера. Производится загрузка следующей шины, и цикл работы повторяется.
Однако установка [1] имеет следующие недостатки. Эффективность работы установки зависит от создания в контейнере необходимого давления "сжижения" резины. Выполнение этого условия накладывает повышенные требования к герметичности соединения пары плунжер-контейнер, которая может быть обеспечена за счет выбора посадки с минимальным зазором и высокой чистотой обработки рабочих поверхностей. Однако небольшие зазоры между плунжером и контейнером при большой длине рабочих поверхностей требуют очень точной настройки при их центрировании. Даже незначительные отклонения от соосности плунжера и контейнера приводят к перекосам, неравномерному их износу и, в конечном счете, выходу установки из строя. Поэтому необходимо в промышленных условиях увеличить зазоры между плунжером и контейнером для обеспечения их работоспособности.
Практически эти зазоры становятся соизмеримыми с толщиной нитей металлокорда. В процессе прессования металлокорд попадает в зазор между плунжером и контейнером и при движении плунжера нарушает чистоту рабочих поверхностей, что приводит к выходу из строя пресс-инструмента.
Известно устройство [2] для обработки металлов давлением, содержащее контейнер с матрицей и пресс-штемпель, закрепленный на подвижной траверсе силового пресса. Цилиндрическая заготовка металла загружается в контейнер, туда же вводится пресс-штемпель. Под действием пресса металл заготовки сжимается, а при достижении критического давления продавливается через формующие полости матрицы. Пресс-штемпель устройства [2] схематически показан на фиг. 1. Пресс-штемпель закреплен на подвижной траверсе 7 прижимным фланцем 8. Пресс-штемпель выполнен составным и содержит пуансон 1, на конце которого установлено уплотнительное кольцо 5. Крепление кольца к пуансону осуществлено с помощью промежуточной втулки 4, распорной шайбы 6, штанги 3 и стяжки 2. Предварительная сборка кольца 5 и втулки 4 осуществляется с помощью винтов 10. Для исключения взаимного смещения кольца 5 и распорной шайбы 6, а так же пуансона 1 и втулки 4, предусмотрены штифты 11 и 12 соответственно. Вся конструкция пресс-штемпеля собирается с помощью трех резьбовых соединений. Окончательная сборка производится с помощью специальной гайки 9. Размеры наружного диаметра уплотнительного кольца и внутреннего диаметра контейнера образуют при введении пресс-штемпеля в полость контейнера кольцевой зазор порядка 0,4 мм, что снижает требования по настройке их соосности. После соприкосновения пресс-штемпеля с металлической заготовкой под действием усилия, развиваемого прессом, кольцо упруго деформируется в пределах кольцевого зазора и уплотняет стык.
Однако устройство [2] при переработке шин с металлокордом имеет следующие недостатки. Для преодоления упругих свойств кольца 5 требуется приложить значительные усилия. При обработке металлов давлением эти усилия намного ниже усилий, необходимых для создания давления истечения металла через фильеры. Поэтому последовательно сначала происходит упругое разжатие кольца 5 и уплотнение его по диаметру в корпусе контейнера, затем производится продавливание металла через формующие полости матрицы. При работе с резиносодержащими отходами, когда общий уровень давлений значительно ниже, чем при обработке металлов, давление, при котором начинается течение резины, ниже, чем давление, при котором может произойти разжатие уплотнительного кольца, что приводит к продавливанию резины вместе с металлокордом через кольцевой зазор между пресс-штемпелем и контейнером. Происходит защемление металла, повреждение рабочих поверхностей инструмента и быстрый выход его из строя. Кроме того, пресс-штемпель в устройстве [2] очень сложен по конструктивному исполнению из-за наличия большого числа элементов. При этом имеются значительные затруднения при сборке-разборке.
В качестве прототипа выбрано устройство [3], предназначенное для измельчения изношенных автомобильных шин, содержащее пуансон с уплотнительным кольцом.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является снижение материальных затрат и трудоемкости при эксплуатации пресс-штемпеля.
Технический результат достигается тем, что в пресс-штемпеле для измельчения изношенных автомобильных шин, включающем пуансон с уплотнительным кольцом, уплотнительное кольцо установлено с зазором по своему внутреннему диаметру на насадке, при этом наружный диаметр уплотнительного кольца больше диаметра пуансона и выполнен с размерами, обеспечивающими его уплотнение с сопрягаемой поверхностью, при этом насадка закреплена на пуансоне посредством винтовой стяжки со шпонкой и снабжена стопорной шайбой для предотвращения ее самопроизвольного откручивания.
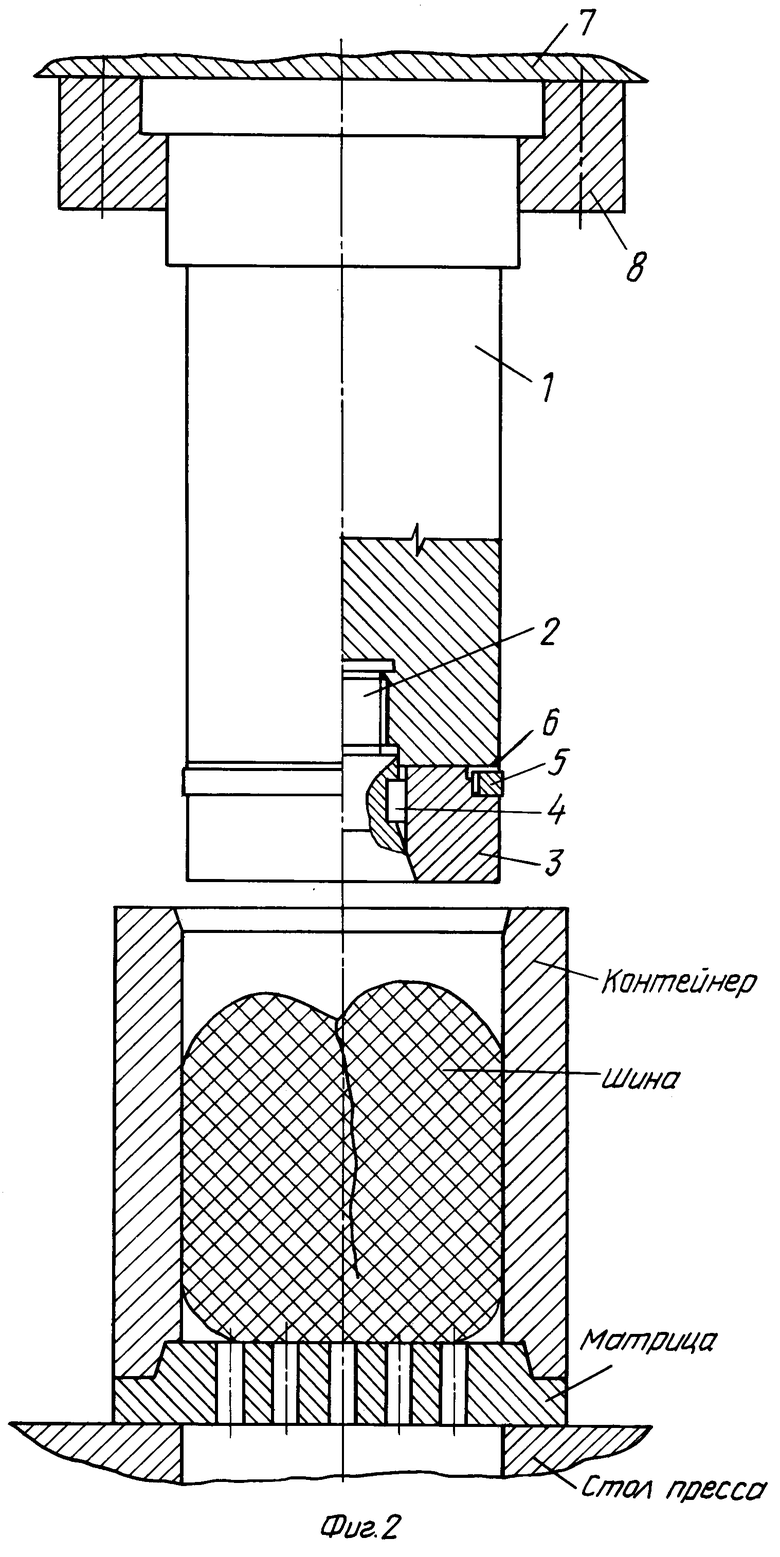
Устройство предлагаемого пресс-штемпеля для измельчения изношенных автомобильных шин показано на фиг. 2. Кроме пресс-штемпеля на фиг. 2 тонкими линиями показаны контейнер в сборке с матрицей и загруженная в контейнер шина автомобиля.
Пресс-штемпель содержит пуансон 1, к которому посредством стяжки 2 подсоединена насадка 3. Связь насадки и стяжки осуществляется через шпонку 4. В кольцевой проточке насадки с зазором по своему внутреннему диаметру установлено уплотнительное закаленное кольцо 5. Наружный диаметр уплотнительного кольца 5 выполнен с размером, обеспечивающим уплотнение его с внутренним диаметром контейнера. В то же время наружный диаметр пуансона 1 и насадки 3 выполнен с размерами, обеспечивающими значительный зазор при входе их в контейнер. Для предотвращения самопроизвольного отворачивания насадки 3 между ее торцом и торцом плунжера 1 установлена стопорная шайба 6. Крепление пресс-штемпеля к подвижной траверсе 7 пресса производится с помощью прижимного фланца 8. Для замены уплотнительного кольца необходимо лишь расконтрить стопорную шайбу 6 и вывернуть насадку 3 в сборе со стяжкой 2 и шпонкой 4.
Пресс-штемпель работает следующим образом. На позицию прессования подают отцентрированный с допустимой погрешностью контейнер с загруженной в него автошиной. Эта погрешность в настройке меньше, чем зазор между насадкой 3 и контейнером, что позволяет без касания вводить насадку пресс-штемпеля в контейнер. При опускании пресс-штемпеля внутрь контейнера с зазором вводят насадку 3, затем к верхнему торцу контейнера подводят уплотнительное кольцо 5, которое благодаря диаметральному зазору между внутренним диаметром кольца и диаметром проточки на насадке 3, а так же заходной фаске на входе контейнера, устанавливается своим внешним диаметром относительно внутреннего диаметра контейнера и, таким образом, герметизирует при дальнейшем опускании пресс-штемпеля замкнутую им полость контейнера. Далее в герметичной полости происходит сжатие пресс-штемпелем загруженной в контейнер автошины и ее разрушение экструзией через отверстия матрицы.
Предлагаемое изобретение позволяет снизить материальные затраты при эксплуатации пресс-штемпеля для измельчения изношенных автомобильных шин и снизить трудоемкость восстановительных работ, связанную с его сборкой-разборкой.
Пресс-штемпель для измельчения автомобильных шин прошел испытание в опытно-промышленных условиях. Введение усовершенствований показало их эффективность: трудоемкость обслуживания при ремонте пресс-штемпеля уменьшилась в несколько раз.
Ведется подготовка по внедрению пресс-штемпеля предлагаемой усовершенствованной конструкции на промышленных установках по переработке изношенных автомобильных шин и резиносодержащих отходов.
Источники информации
1. А.с. СССР 1728042, кл. В 29 В 17/00, 1992.
2. Maschinenfabrik GmbH, HASENCLEVER, 25 MN Strangpresse, Pre^tempel mit fester PreUscheibe, 2938364, 1988.
3. SU 1122211 А, кл. В 29 В 17/00, публ. 30.10.1984, 18 стр.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2000 |
|
RU2177409C1 |
| МАТРИЦА ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219053C2 |
| СПОСОБ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОШИН И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203181C2 |
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2519710C1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ АВТОМОБИЛЬНЫХ ШИН | 2000 |
|
RU2177407C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ МЕТАЛЛОБРИКЕТОВ, ПОЛУЧЕННЫХ ПОСЛЕ ПЛУНЖЕРНОЙ ЭКСТРУЗИИ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2203182C2 |
| ПРЕСС-ШТЕМПЕЛЬ ДЛЯ УСТАНОВОК БАРОДЕСТРУКЦИОННОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2007 |
|
RU2349450C2 |
| Установка для выделения и измельчения резины из автомобильных изношенных шин | 1990 |
|
SU1728042A1 |
| МАТРИЦА ДЛЯ УСТАНОВОК БАРОДЕСТРУКЦИОННОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2007 |
|
RU2348524C2 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 1993 |
|
RU2042511C1 |
Изобретение относится к технике для измельчения изношенных автомобильных шин, в том числе содержащих металлокорд, и может быть использовано для измельчения различных резиносодержащих отходов. Пресс-штемпель для измельчения изношенных автомобильных шин включает пуансон с уплотнительным кольцом, которое установлено с зазором по своему внутреннему диаметру на насадке. Наружный диаметр уплотнительного кольца больше диаметра пуансона и выполнен с размерами, обеспечивающими его уплотнение с сопрягаемой поверхностью. Насадка закреплена на пуансоне посредством винтовой стяжки со шпонкой и снабжена стопорной шайбой для предотвращения ее самопроизвольного откручивания. Изобретение позволяет уменьшить количество деталей пресс-штемпеля и снизить трудоемкость восстановительных работ, связанную с его сборкой-разборкой. 2 ил.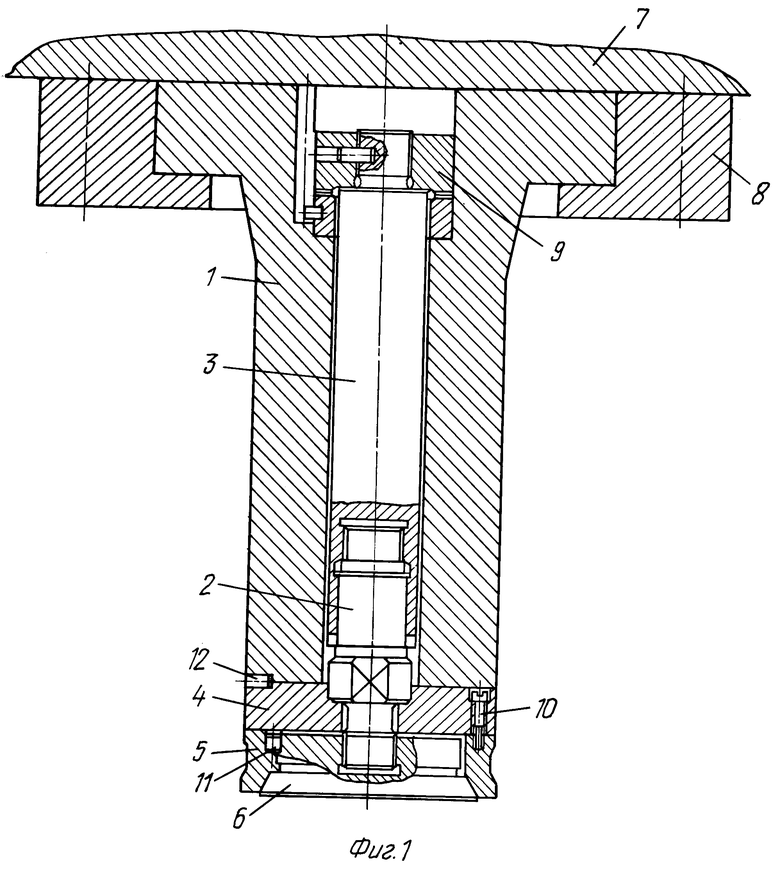
Пресс-штемпель для измельчения изношенных автомобильных шин, включающий пуансон с уплотнительным кольцом, отличающийся тем, что уплотнительное кольцо установлено с зазором по своему внутреннему диаметру на насадке, при этом наружный диаметр уплотнительного кольца больше диаметра пуансона и выполнен с размерами, обеспечивающими его уплотнение с сопрягаемой поверхностью, при этом насадка закреплена на пуансоне посредством винтовой стяжки со шпонкой и снабжена стопорной шайбой для предотвращения ее самопроизвольного откручивания.
| Устройство для измельчения резиновых отходов (его варианты) | 1980 |
|
SU1122211A3 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ АВТОМОБИЛЬНЫХ ШИН | 1995 |
|
RU2147988C1 |

