1
Изобретение касается обработки металлов давлением и относится к устройствам для обработки труб, а именно к прессовому оборудованию для отбортовки труб. .
Известен инструмент для отбортовки труб 1, содержащий разъемную матрицу, отбортовонный пуансон и упор, смонтированные на станине.
Недостатком инструмента является то, что при отбортовке каждой трубы требуется контроль длины участка трубы, выступающего из матрицы для обеспечения заданного размера отбортованного фланца, что существенно увеличивает трудоемкость процесса отбортовки.
Целью изобретения является сокращение трудоемкости процесса отбортовки.
Эта цель достигается тем, что он снабл ен установленным с возможностью регулировочного перемещения упором, размещенным на кронщтейне между пуансоном и матрицей. При этом упор снабжен электромагнитным устройством, связанным с приводом упора.
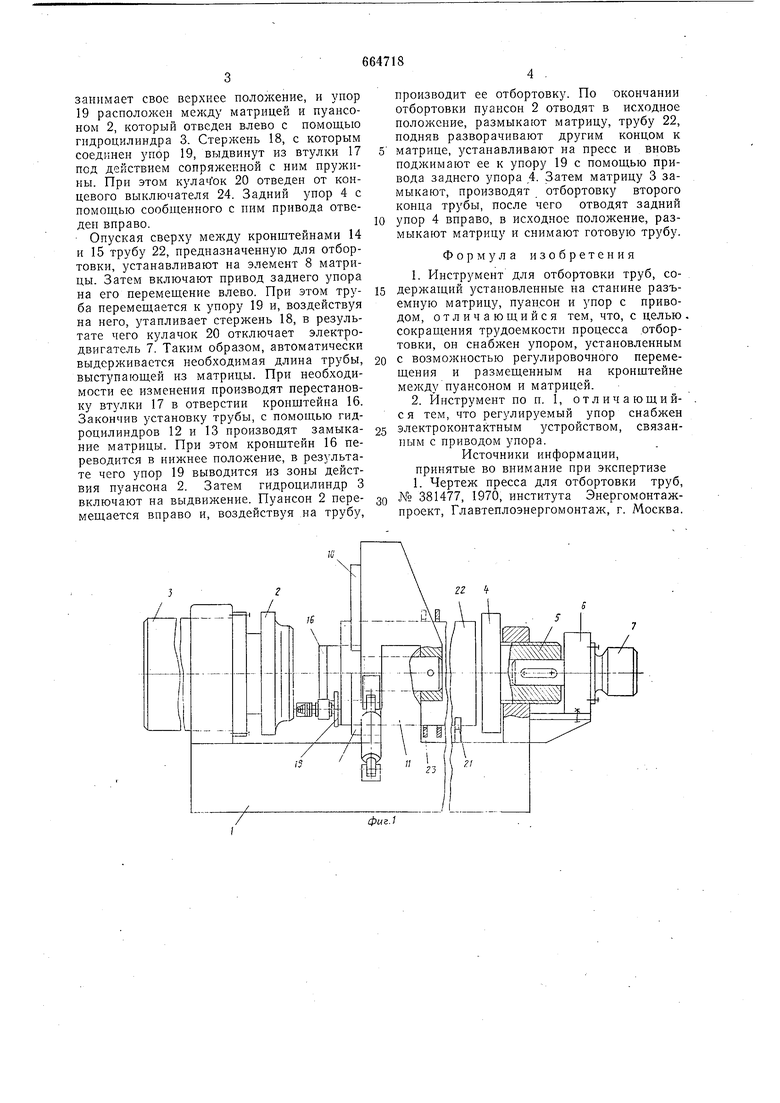
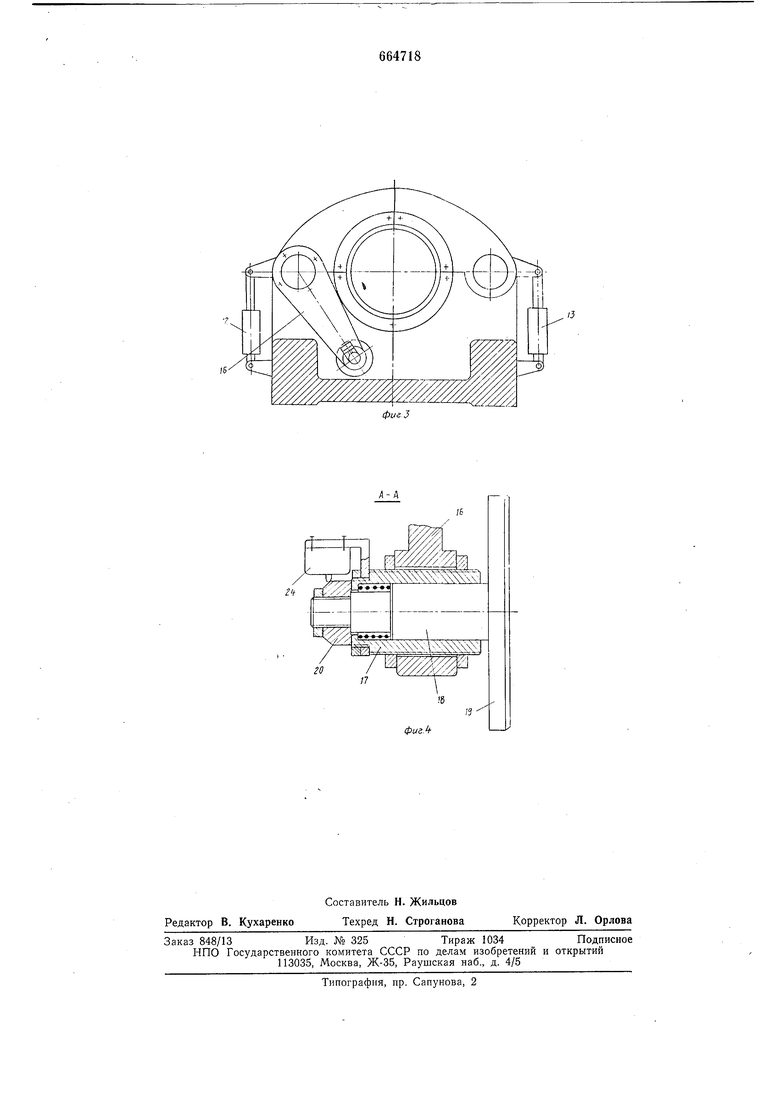
На фиг. 1 представлена конструктивная схема предлагаемого инструмента, вид спереди: на фиг. 2 - вид на матрицу со стороны пуансона в ее разомкнутом положении; на фиг. 3 - то же, в замкнутом положении матрицы; на фиг. 4 - разрез А-А фиг. 2.
На станине 1 смонтирован привод пуансона 2, выполненный в виде гидроцилиндра 3, задний унор 4, переставляемый с помощью электромеханического привода,
включающего винт 5, редуктор 6 и электродвигатель 7, а также разъемную матрицу, выполненную в виде сменных элементов 8, 9 и 10. Элемент 8 неподвижен, он закреплен на поперечной стойке I1 станины
1. Элементы 9 и 10 закреплены на поворотных с помощью гидроцилиндров 12 и 13 кронщтейнах 14 и 15. На кронщтейне 14 закреплен кронщтейн 16, в отверстии которого установлена с возможностью перестановки втулка 17, в которой размещен подвижный подпружиненный стержень 18, связанный с упором 19, выполненным в виде диска. На стержне 18 закреплен кулачок 20, взаимодействующий с электродвигателем 7. Регзлируемый по высоте упор 21 служит для поддержания трубы 22, устанавливаемой для отбортовки. Перед установкой на трубу устанавливают свободные фланцы 23.
Инструмент работает следующим образом.
В исходном положении гидроцилиндры 12 и 13 сведены, в результате чего кронщтейны 14 и 15 подняты, т. е. матрица разомкнута. При этом кронщтейн 16 также
занимает свое верхнее положение, и упор 19 расположен между матрицей и нуансоном 2, который отведен влево с помощью гидроцилиндра 3. Стерл ень 18, с которым соединен упор 19, выдвинут из втулки 17 под действием сопряжекной с ним пружины. Прп этом кулачок 20 отведен от концевого выключателя 24. Задний упор 4 с помощью сообщенного с ппм привода отведеп вправо.
Опуская сверху между кронштейнами 14 и 15 трубу 22, предназначенную для отбортовки, устанавливают на элемент 8 матрицы. Затем включают привод заднего упора на его перемещение влево. При этом труба перемещается к упору 19 и, воздействуя на него, утапливает стержень 18, в результате чего кулачок 20 отключает электродвигатель 7. Таким образом, автоматически выдерживается необходимая длина трубы, выступающей из матрицы. При необходимости ее изменения производят перестановку втулки 17 в отверстии кронщтейна 16. Закончив установку трубы, с помощью гидроцилиндров 12 и 13 производят замыкание матрицы. При этом кронштейн 16 переводится в нижнее положение, в результате чего упор 19 выводится из зоны действия пуансона 2. Затем гидроцилиндр 3 включают на выдвижение. Пуансон 2 перемещается вправо и, воздействуя на трубу.
производит ее отбортовку. По окончании отбортовки пуансон 2 отводят в исходное положение, размыкают матрицу, трубу 22, подняв разворачивают другим концом к матрице, устанавливают на пресс и вновь поджимают ее к упору 19 с помощью привода заднего упора 4. Затем матрицу 3 замыкают, производят отбортовку второго конца трубы, после чего отводят задний упор 4 вправо, в исходное положение, размыкают матрицу и снимают готовую трубу.
Формула изобретения
1.Инструмент для отбортовки труб, содержащий установленные на станине разъемную матрицу, пуацсон и упор с приводом, отличающийся тем, что, с целью, сокращения трудоемкости процесса отбортовки, он снабжен упором, установленным с возможностью регулировочного перемещения и размещенным на кронщтейне между пуансоном и матрицей.
2.Инструмент по п. 1, отличающийся тем, что регулируемый упор снабжен электроконтактным устройством, связанным с приводом упора.
Источники информации, принятые во внимание при экспертизе 1. Чертеж пресса для отбортовки труб, JMb 381477, 1970, института Энергомонтажпроект, Главтеплоэнергомонтаж, г. Москва.
lO
l5
t1
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для отбортовки труб | 1978 |
|
SU764784A2 |
| Пресс для обработки концов труб | 1978 |
|
SU747573A1 |
| Инструмент для отбортовки концов труб | 1979 |
|
SU841729A1 |
| Инструмент для отбортовки концов труб | 1978 |
|
SU770618A2 |
| Горизонтальный пресс для отбортовки концов труб | 1978 |
|
SU774686A1 |
| Горизонтальный пресс для отбортовки концов труб | 1978 |
|
SU673349A1 |
| Пресс для отбортовки труб | 1975 |
|
SU614848A1 |
| Инструмент для отбортовки концов труб | 1980 |
|
SU927374A1 |
| Пресс для отбортовки труб | 1979 |
|
SU837475A1 |
| Пресс для отбортовки труб | 1975 |
|
SU575227A1 |

го
фиг
