1
Изобретение относится к обработке металлов давлением.
Известно устройство доя отбортовки труб, содержащее пуансон и матрицу .
Недостатком известного устройства является сложность извлечения трубы из матрицы.
Известен также пресс для отбортовки труб, Содержащий Смонтированный на станине гидравлический цилиндр, на плунжере которого закреплен пуансон, а также обойму с разъемной матрицей 2 .
Однако в известном прессе устройство для подачи трубы в hpecc имеет сложную конструкцию.
Целью изобретения является улучшение условий эксплуатации пресса. Эта цель достигается за счет того, что пресс снабжен подвижной гильзой, смонтированной на пуансоне и подпружиненной относительно него, и упором, закрепленным на станине, при этом обойма установлена на подвижной гильзе с возможностью осевого перемещения и имеет кольцевой выступ, взаимодействующий с упором, а составные части разъемной матрицы соединены с подвижной гильзой гибкой связью.
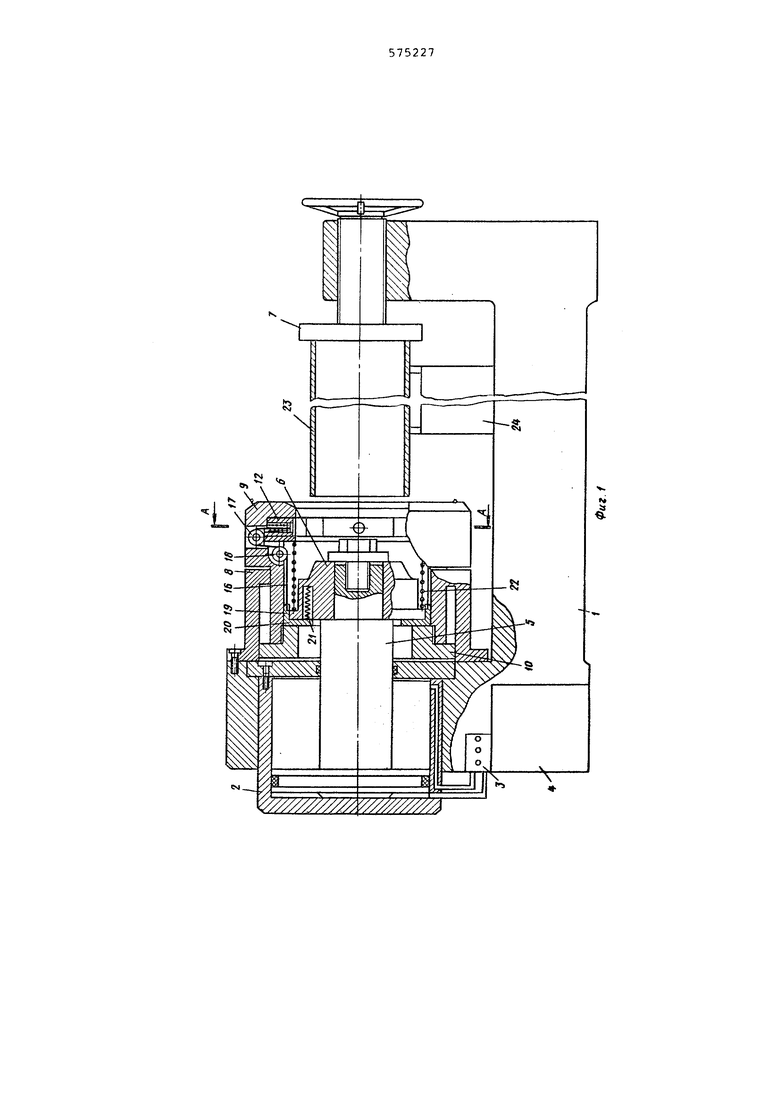
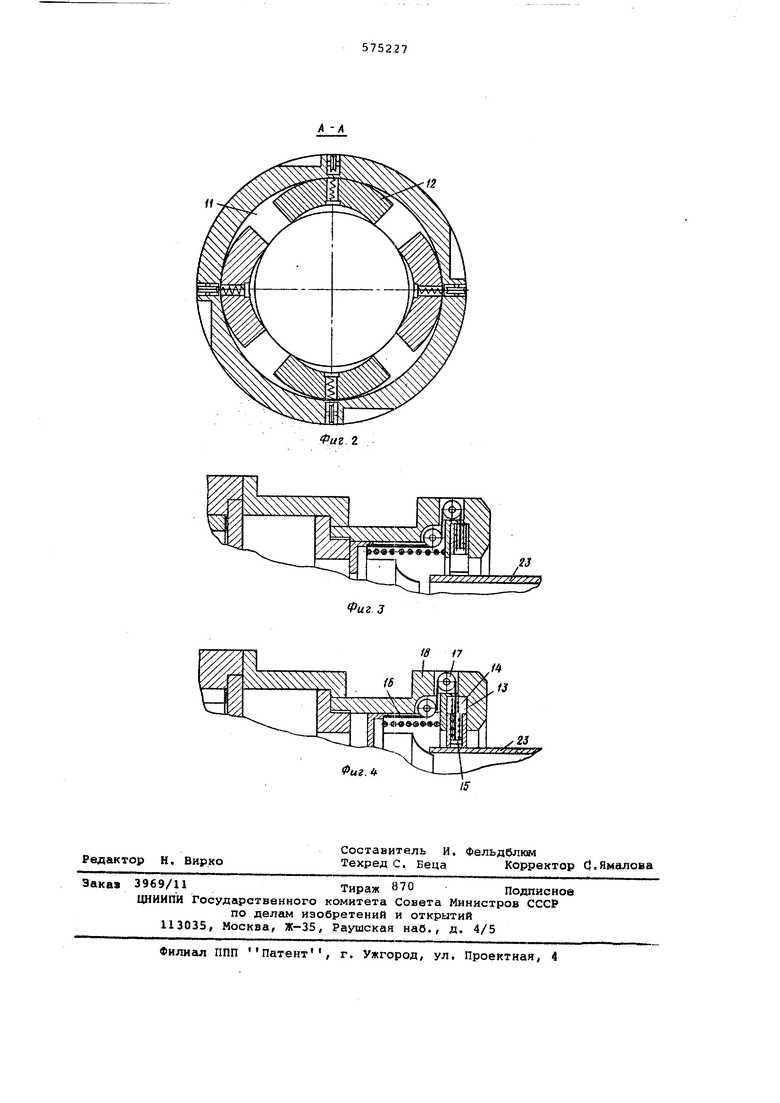
На фиг. 1 показан пресс, общий вид; на фиг. 2 - разрез А-А 5 фиг. 1; на фиг. 3 - положение деталей инструмента перед началом, зажима трубы; на фиг. 4 - то же, в момент зажима трубы.
На станине 1 пресса закреплен
0 рабочий цилиндр 2. Через пульт управления 3 он гидравлически соединен с насосной установкой 4. На плунжере 5 рабочего цилиндра закреплен пуансон 6. На станине 1 установлен регулируемый упор 7, в который упирается труба при отбортовке, и закреплен трубчатый упор 8, ограничивающий перемещение гильзы 9, взаимодействующей с ним с по( мощью, съемного упора 10. В радиальном пазу 11 размещены выполненные в виде сухарей элементы матрицы 12, в отверстиях 13 которых установлены пружины 14, упирающиеся в резьбовые пробки 15 и гильзу 9. С резьбовыми пробками il5. соединены гибкие элементы, например тросы 16, взаимодействующие с направляющими блоками 17 и 18 и соединенные с
подвижной вту.;жой 19. Между упором 20 втулки 19 и пуансоном 6 установлены пружины 21. Гильза 9 сопряжена с пуансонсяк б с помощью упругого элемента, например пружины 22.
Пресс работает следующим образом,
В исходном положении плунжер 5 втянут. Гильза 9 поджата упругим элементом 22 к пуансону 6 через упор 20 втулки 19 и занимает крайнее левое положение. При этом пружины 14 сжаты, а элементы .матрицы 12 разведены, т.е. она разомкну та. Труба 23 подается на ось пресса с помощью транспортера 24. Рабочая жидкость под давлением подается от насосной установки в поршневую полость рабочего цилиндра 2. Плунжер 5 выдвигается вместе с гильзой 9 и до тех пор, пока упор 10 не вступит во взаимодействие с упором 8. Матрица все еще остается разомкнутой.
При дальнейшем движении пуансона 6 упругий элемент 22 сжимается, пружины 14, разжимаясь, смыкают элементы матрицы 12.. При дальнейше движении плунжера 5 луансон 6 вступает во взаимодействие с-трубой 23 - происходит ее отбортовка. При этом втулка 19 остается неподвижной, а пружины 21 обеспечивают натяжение троса 16, После завершения отбортовки поршневая полость рабочего цилиндра сообщается со сливом, рабочая жидкость под давлением подается в его штоковую полость. Плунжер 5 втягивается. При этсм вначале пуансон 6 отходят от трубы, Прсле взаимодействия пуансона с втулкой 19 происходит
разъем матрицы, а после сопряжения его с упорсяи 10 гильза 9 отводится в исходное положение. В крайнем левом положении плунжера 5 штоковая ; полость рабочего цилиндра сообщается со сливсм, а отбортованная труба перемещается на следующую технологическую позицию.
10
Формула изобретения
Пресс для отбортовки труб, содержащий смонтированный на станине гидравлический цилиндр, на плунжере которого закреплен пуансон, а также обойму с разъемной матрицей, о TI ли чающий с я гем, что, с целью улучшения услоВИЙ эксплуатации, он снабжен подвижной гильзой, смонтированной на пуансоне и подпружиненной относительно него, и упором, закрепленным на станине, при этом
обойма установлена на подвижной гильзе с возможностью осевого перемещения и имеет кольцевой выступ, взаимодействующий с упором, а составные части разъемной матрицы соединены с подвижной гильзой гибкой связью.
Источники информации, принятые во внимание при экспертизе:
1.Руководящий технический материал РТМ 34-61.-Штампы для холодной листовой штамповки, С андартгиз, М, 1962, с. 206.
2.Техническое описание гидрав лического пресса :для отбортовки
труб (чертеж 1296 00-00)., Энергомонтажпроект, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для отбортовки труб | 1975 |
|
SU614848A1 |
| Пресс для отбортовки труб | 1979 |
|
SU837475A1 |
| Устройство для отбортовки труб | 1977 |
|
SU667288A2 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Установка для гидравлической раздачи кольцевой заготовки | 1974 |
|
SU523740A1 |
| Горизонтальный пресс для отбортовки концов труб | 1978 |
|
SU774686A1 |
| Гидравлический пресс | 1981 |
|
SU963881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ И РОТОРНЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2013208C1 |
| Инструмент для отбортовки труб | 1977 |
|
SU664718A1 |