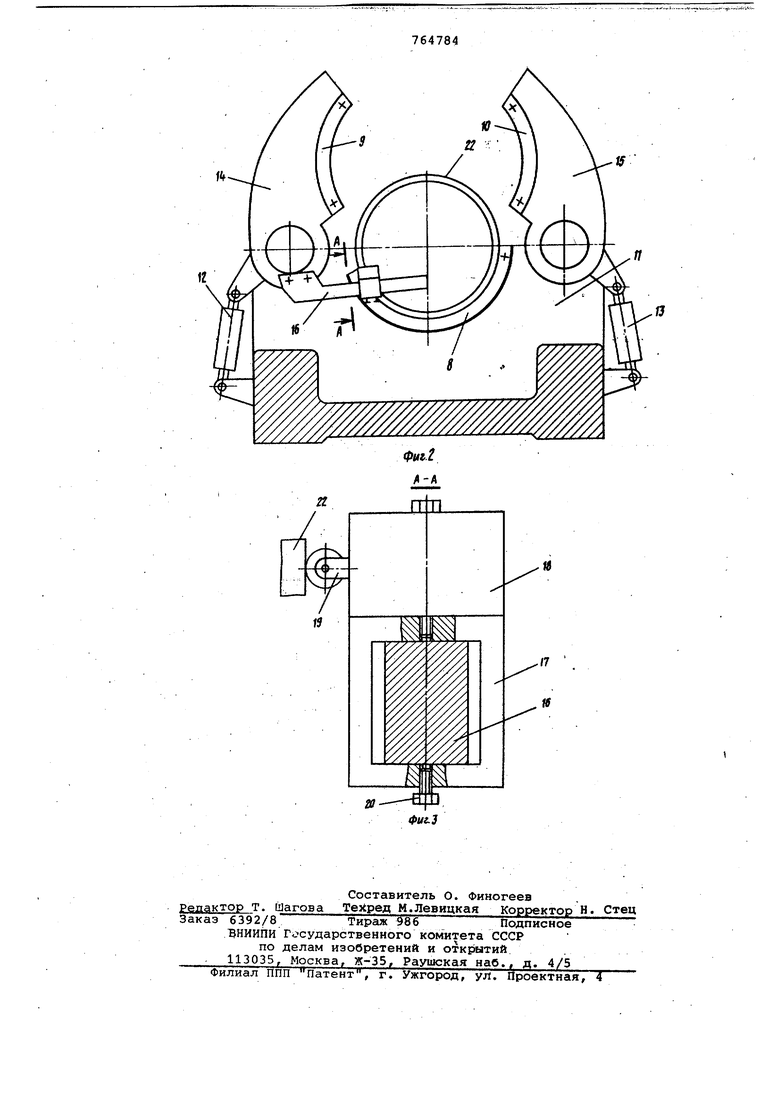
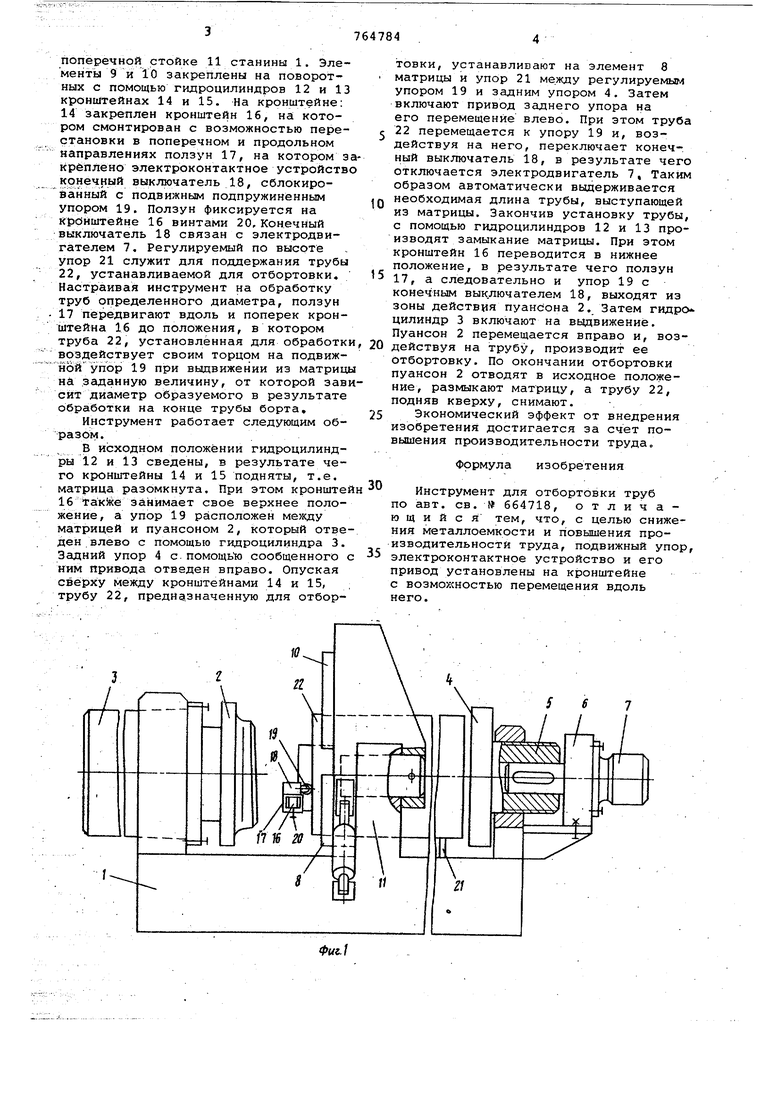
Изобретение относится к обработке металлов давлением и может быть использовано для отбортовки труб. По основному авт. св.-№ 664718 известен инструмент для отбортовки труб, содержащий установленные на станине разъемную матрицу, пуансон, задний упор с приводом и регулируемый упор с электроконтактным устройством смонтированным на кронштейне, который расположен между пуансоном и матрицей. , Однако применяемый при использовании инструмента для обработки труб различного диаметра,упор,воздействую щий на электроконтактное устройство, имеет громоздкий вид. Это объвсняется тем, что его диск должен перекрыть весь диапазон диаметров обрабатываемых труб. Увеличение расстояния от точки воз действия трубы на диск до оси его Hian равляющей обязывает увеличивать длийу стержня во избежание перекоса. Пуансон не вступает в работу до тех пор, пока не пройдет вхолостую пространство, которое занимает при установке трубы упор. Кроме того, чем больше , диаметр диска упора, тем больше требуется времени для его выхода из зоны действия пуансона, на что затрачивается часть хода выдвижной части, приводящей в движение пуансон. Таким образом, большие габариты упора увеличивают операционное время, что снижает производительностьДля снижения металлоемкости и повышения производительности труда подвижный упор и связанное с ним электроконтактнре устройство установлены на кронштейне с возможностью перемещения вдоль него. На фиг. 1 дана конструктивная схема инструмента, вид спереди; на фиг. 2 показан ввд на матрицу со стороны пуансона в ее разомкнутом .положении} на фиг. 3 - разрез А-А на фиг. 2 - конструкция упора с электроконтактным устройством. На станине 1 смонтированы привод пуансона 2,/выполненный в виде гидроцилиндра 3, задний yiiop 4, переставляемый с помощью электромеханического привода, включающего вйит 5, редуктор 6 и электродвигатель 7,а также разъемную матрицу, выполненную в виде сменных элементов 8, 9 и 10. Элемент 8 неподвижен, он закреплен t. поперечной стойке 11 станины 1. Элементы 9 и 10 закреплены на поворотных с помощью гидроцилиндров 12 и 13 крони№ейнах 14 и 15. На кронштейне: 14 закреплен кронштейн 16, на; котором смонтирован с возможностью перестановки в поперечном и продольном направлениях ползун 17, на котором з креплено электроконтактное устройств конечный выключатель 18, сблокированный с подвижным подпружиненным упором 19. Ползун фиксируется на кронштейне 16 винтами 20, Конечный выключатель 18 связан с электродвигателем 7. Регулируемый по высоте упор 21 служит для поддержания трубы 22, устанавливаемой для отбортовки. Настраивая инструмент на обработку труб определенного диаметра, ползун 17 передвигают вдоль и поперек кронштейна 16 до положения, в котором труба 22, установленная для обработк воздействует своим торцом на подвижной упор 19 при выдвижении из матриц на заданную величину, от которой зав сит диаметр образуемого в результате обработки на конце трубы борта. Инструмент работает следующим образом. В исходном положении гидроцилиндры 12 и 13 сведены, в результате чего кронштейны 14 и 15 подняты, т.е. матрица разомкнута. При этом кронште 16 такйсе занимает свое верхнее положение, а упор 19 расположен между матрицей и пуансоном 2, который отве ден влево с помощью гидроцилиндра 3. Задний упор 4 с помощью сообщенного ним привода отведен вправо. Опуская сверху между кронштейнами 14 и 15, трубу 22, предназначенную для отбортовки, устанавливают на элемент 8 матрицы и упор 21 ме.жду регулируемь / упором 19 и задним упором 4, Затем включают привод заднего упора на его перемещение влево. При этом труба 22 перемещается к упору 19 и, воздействуя на него, переключает конечный выключатель 18, в результате чего отключается электродвигатель 7, Таким образом автоматически вьвдерживается необходимая длина трубы, выступающей из матрицы. Закончив установку трубы, с помощью гидроцилиндров 12 и 13 производят замыкание матрицы. При этом кронштейн 16 переводится в нижнее положение, в результате чего ползун 17, а следовательно и упор 19 с конечным выключателем 18, выходят из зоны действия пуансона 2, Затем гидро цилиндр 3 включают на выдвижение. Пуансон 2 перемещается вправо и, воздействуя на трубу, производит ее отбортовку. По окончании отбортовки пуансон 2 отводят в исходное положение, размыкают матрицу, а трубу 22, подняв кверху, снимают. Экономический эффект от внедрения изобретения достигается за счет повышения производительности труда. Формула изобретения Инструмент для отбортовки труб по авт. св.№ 664718, о т л и ч а ю щ и и с я тем, что, с целью снижения металлоемкости и повышения производительности труда, подвижный упор, электроконтактное устройство и его привод установлены на кронштейне с возможностью перемещения вдоль него.
ff
If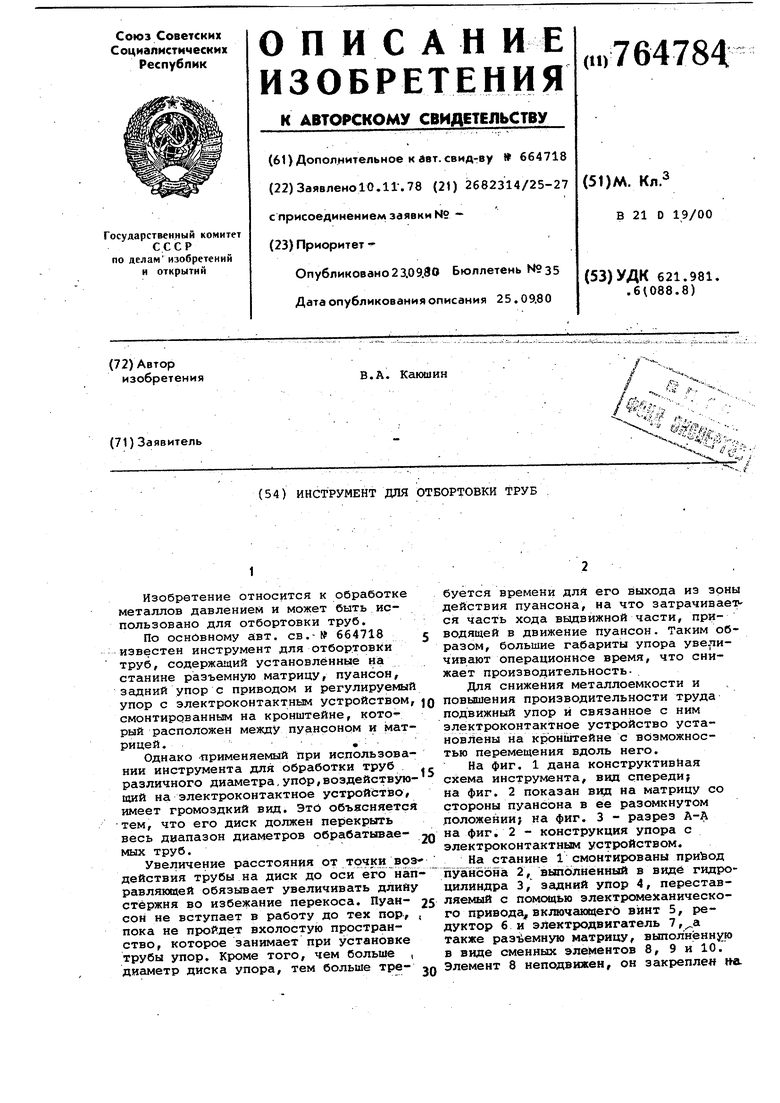
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для отбортовки труб | 1977 |
|
SU664718A1 |
| Инструмент для отбортовки концов труб | 1979 |
|
SU841729A1 |
| ПРЕСС ДЛЯ | 1973 |
|
SU387828A1 |
| Полуавтомат для постановки люверсов | 1984 |
|
SU1194837A1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 2001 |
|
RU2204455C2 |
| Устройство для отбортовки труб | 1985 |
|
SU1355319A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Инструмент для отбортовки концов труб | 1980 |
|
SU871895A1 |
| Пресс для отбортовки труб | 1979 |
|
SU837475A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU891485A1 |