НИИ имеет место нарушение газовой защиты сварочной ванны, что приводит к некачественной сварке.
Другим недостатком этого устройства является то, что при изменении направления поперечных колебаний расплавленные капли электрода в силу инерции разбрызгиваются за пределы сварочной ванны, что ухудшает качество поверхнорти свариваемого изделия в районе шва и снижает скорость сварки. Это вызывает повышенный расход электронной проволоки, снижение производительности труда при сварке и дополнительные трудозатраты на зачистку поверхности.
Целью изобретения является повышение производительности процесса и повышение качества сварных швов путем устранения нарушения газовой зашиты.
Это достигается тем, что устройство для дуговой сварки в среде зашитных газов с поперечными колебаниями электрода, содержащее корпус с размещенными в нем механизмом подачи сварочной проволоки и блоком поперечных колебаний, а также газоподводящий трубопровод, соединенный со сварочной горелкой, снабжено двумя сильфонами, параллельно подключенными к газоподводящему трубопроводу, а в корпусе устройства шарнирно установлен рычаг с вильчатым концом и закреплен кронштейн, расположенный между зубцами вильчатого конца упомянутого рычага, при этом каждый сильфов одним концом установлен в кронштейне, а другим - в одном из упомянутых зубцов, рычаг через толкатель связан с блоком поперечных колебаний.
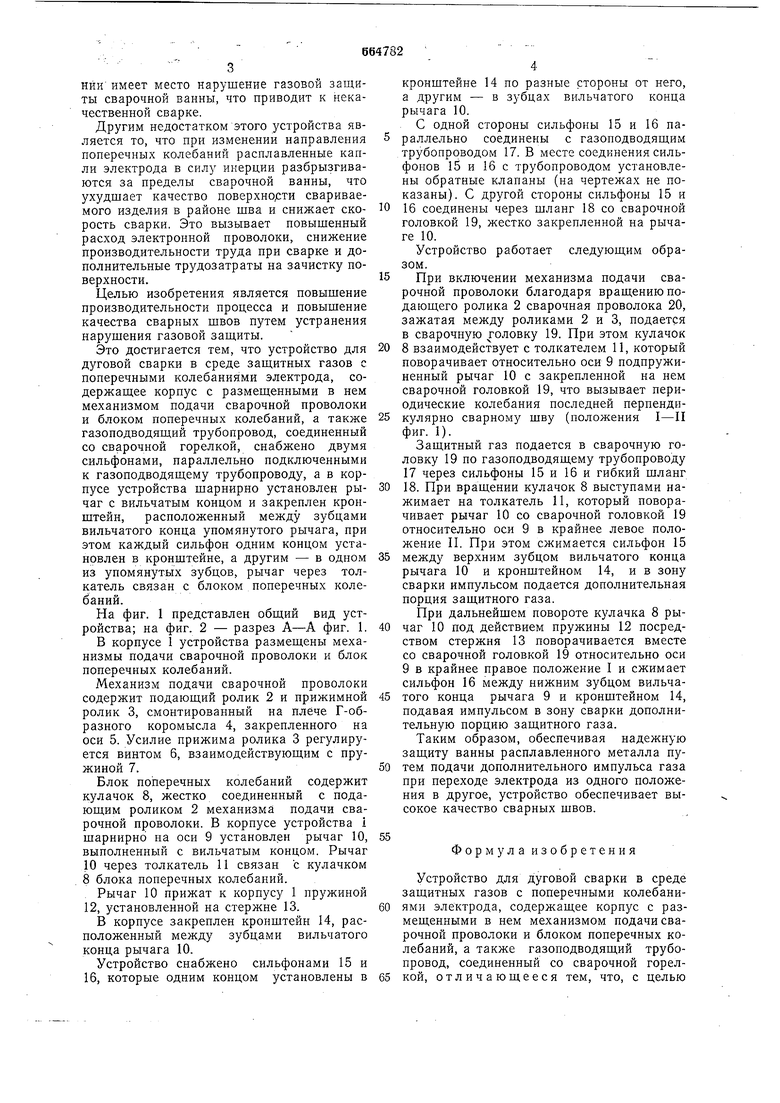
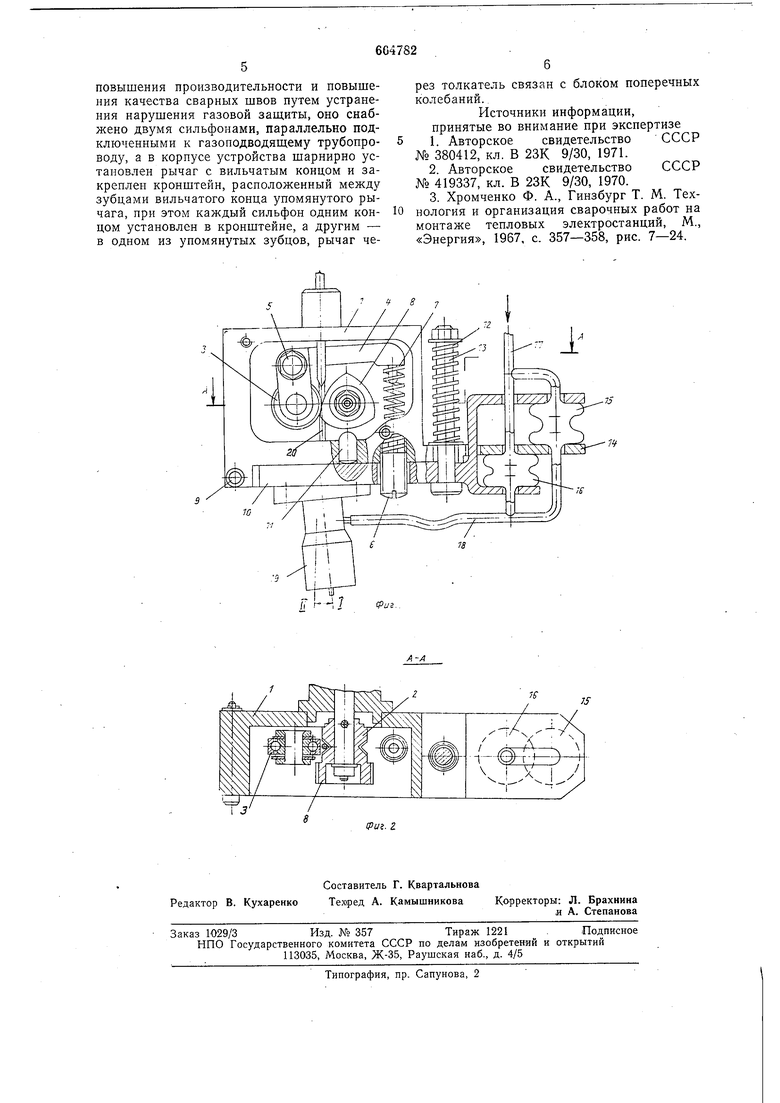
На фиг. 1 представлен общий вид устройства; на фиг. 2 - разрез А-А фиг. 1.
В корпусе 1 устройства размещены механизмы подачи сварочной проволоки и блок поперечных колебаний.
Механизм подачи сварочной проволоки содержит подаюший ролик 2 и прижимной ролик 3, смонтированный на плече Г-образного коромысла 4, закрепленного на оси 5. Усилие прижима ролика 3 регулируется винтом 6, взаимодействуюшим с пружиной 7.
Блок поперечных колебаний содержит кулачок 8, жестко соединенный с подающим роликом 2 механизма подачи сварочной проволоки. В корпусе устройства i шарнирно на оси 9 установлен рычаг 10, выполненный с вильчатым концом. Рычаг 10 через толкатель И связан с кулачком 8 блока поперечных колебаний.
Рычаг 10 прижат к корпусу 1 пружиной 12, установленной на стержне 13.
В корнусе закреплен кронштейн 14, расположенный между зубцами вильчатого конца рычага 10.
Устройство снабжено сильфонами 15 и 16, которые одним концом установлены в
кронштейне 14 по разные стороны от него, а другим - в зубцах вильчатого конца рычага 10.
С одной стороны сильфоны 15 и 16 параллельно соединены с газоподводящим трубопроводом 17. В месте соединениясильфонов 15 и 16 с трубопроводом установлены обратные клапаны (на чертежах не показаны). С другой стороны сильфоны 15 и
16 соединены через шланг 18 со сварочной головкой 19, жестко закрепленной на рычаге 10.
Устройство работает следующим образом.
При включении механизма подачи сварочной проволоки благодаря вращению подающего ролика 2 сварочная проволока 20, зажатая между роликами 2 и 3, подается в сварочную головку 19. При этом кулачок
8 взаимодействует с толкателем И, который поворачивает относительно осн 9 подпружиненный рычаг 10 с закрепленной на нем сварочной головкой 19, что вызывает периодические колебания последней пернендикулярно сварному шву (положения I-II фиг. 1).
Защитный газ подается в сварочную головку 19 по газоподводящему трубопроводу 17 через сильфоны 15 и 16 и гибкий щланг
18. При вращении кулачок 8 выступами нажимает на толкатель 11, который поворачивает рычаг 10 со сварочной головкой 19 относительно оси 9 в крайнее левое положение П. При этом сжимается сильфон 15
между верхним зубцом вильчатого конца рычага 10 и кронштейном 14, и в зону сварки импульсом подается дополнительная порция защитного газа.
При дальнейшем повороте кулачка 8 рычаг 10 под действием пружины 12 посредством стержня 13 поворачивается вместе со сварочной головкой 19 относительно оси 9 в крайнее правое положение I и сжимает сильфон 16 между нижним зубцом вильчатого конца рычага 9 и кронштейном 14, подавая импульсом в зону сварки дополнительную порцию защитного газа.
Таким образом, обеспечивая надежную защиту ванны расплавленного металла путем подачи дополнительного импульса газа при переходе электрода из одного положения в другое, устройство обеспечивает высокое качество сварных швов.
Формула изобретения
Устройство для дуговой сварки в среде зашитных газов с поперечными колебаниями электрода, содержащее корпус с размещенными в нем механизмом подачи сварочной проволоки и блоком поперечных колебаний, а также газоподводящий трубопровод, соединенный со сварочной горелкой, отличающееся тем, что, с целью
повышения производительности и повышения качества сварных швов путем устранения нарушения газовой защиты, оно снабжено двумя сильфонами, параллельно подключенными к газоподводяш;ему трубопроводу, а в корпусе устройства шарнирно установлен рычаг с вильчатым концом и закреплен кронштейн, расположенный между зубцами вильчатого конца упомянутого рычага, при этом каждый сильфон одним концом установлен в кронштейне, а другим - в одном из упомянутых зубцов, рычаг че/I г---, ,/сриг
рез толкатель связан с блоком поперечных колебаний..
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 380412, кл. В 23К 9/30, 1971.
2.Авторское свидетельство СССР № 419337, кл. В 23К 9/30, 1970.
3.Хромченко Ф. А., Гинзбург Т. М. Технология и организация сварочных работ на монтаже тепловых электростанций, М., «Энергия, 1967, с. 357-358, рис. 7-24.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| Механизм колебания электрода | 1978 |
|
SU870034A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1969 |
|
SU255433A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| Устройство для приварки проволоки к изделию | 1975 |
|
SU604643A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Сварочная головка | 1967 |
|
SU308619A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
