Известно устройство для автоматической сварки вертикальных швов в среде защитных газов, содержащее двухдуговую сварочную головку с направляющим роликом, механизм поперечных колебаний электрода и привод вертикального перемещения головки.
Предлагаемое устройство отличается тем, что сварочная головка установлена с возможностью поворота вокруг вертикальной оси ходового винта, привод которого щарнирно связан со стойкой, жестко закрепленной на платформе, имеющей возможность перемещения в двух взаимно перпендикулярных направлениях.
Это позволяет повысить качество сварки.
Па чертеже представлено предлагаемое устройство.
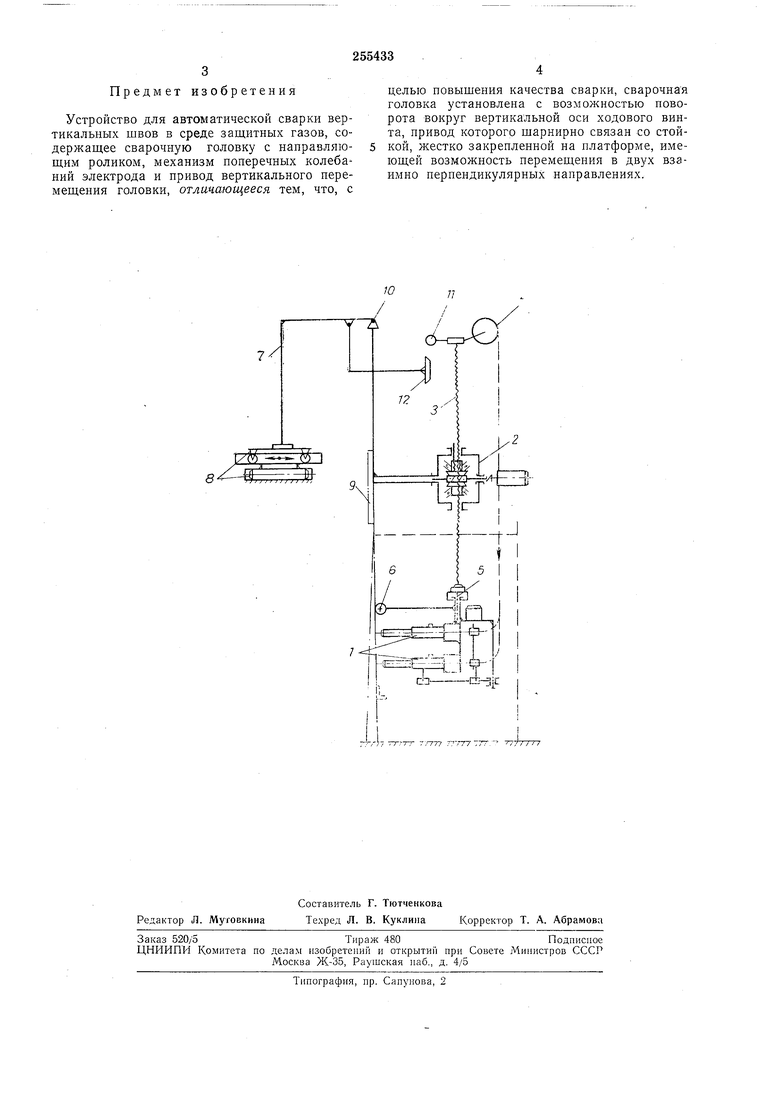
Оно состоит из одно- или двухдуговой сварочной головки 1 с обрезиненным роликом и привода 2 вертикального перемещения сваоочной головки, содержащего ходовой винт 3, который совершает вертикальное возвратнопоступательное движение со сварочной или маршевой скоростью. На верхнем конце ходового винта 3 укреплена кассета с электродной проволокой 4.
Сварочная головка 1 жестко закреплена на нижнем конце ходового винта и имеет возможность свободно поворачиваться вокруг оси 5 ходового винта под воздействием копирного ролика 6. Ролик поджимается к изделию благодаря использованию момента от силы тяжести сварочной головки / и привода, который щарнирно подвешен к стойке 7, установленной на платформе 8 с возможностью перемещения в двух взаимно перпендикулярных направлениях.
Работа автомата происходит в следующем порядке. При сварке снизу вверх копирный ролик 6 находится на заходном уголке 9, вертикальная ось коппрного ролика совпадает с осью шарнира. Головка выведена из зоны сварки. Посредством платформы 8 подводят заходный уголок автомата к углу сварного шва. Затем включается кнопка маршевой скорости, и ходовой винт 3 опускает сварочную головку вниз, пока конечный выключатель не включит обратное движение винту вверх, но уже со сварочной скоростью. Одновременно включается подача проволоки и зашитного газа и начинается процесс сварки снизу вверх, без участия рабочего, до того момента, пока копирный ролик 6 не выйдет на заходный уголок 9 и сработает кнопка «стоп, выключающая процесс сварки.
При наличии уголков вдоль линии сварки сварочная головка отклоняется относительно оси щарнира 10 благодаря взаимодействию ролика 11, укрепленного на винте 3, с кулачком 12 укрепленным на стойке 7.
Предмет изобретения
Устройство для автоматической сварки вертикальных швов в среде защитных газов, содержащее сварочную головку с направляющим роликом, механизм поперечных колебаний электрода и привод вертикального перемещения головки, отличающееся тем, что, с
целью повышения качества сварки, сварочная головка установлена с возможностью поворота вокруг вертикальной оси ходового винта, привод которого шарнирно связан со стойкой, жестко закрепленной на платформе, имеющей возможность перемещения в двух взаимно перпендикулярных направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полуавтоматической пайки вертикальных швов труб | 1976 |
|
SU591288A1 |
| Устройство для автоматической сварки вертикальных швов | 1969 |
|
SU446379A2 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Сварочная установка | 1986 |
|
SU1388240A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| МЕХАНИЗМ НАСТРОЙКИ ПРЕИМУЩЕСТВЕННО СВАРОЧНОГО ЭЛЕКТРОДА НА СТЫК | 1972 |
|
SU330928A1 |