екании вниз своим Г-образным прихватом 10 нажимает на рычаг 12.
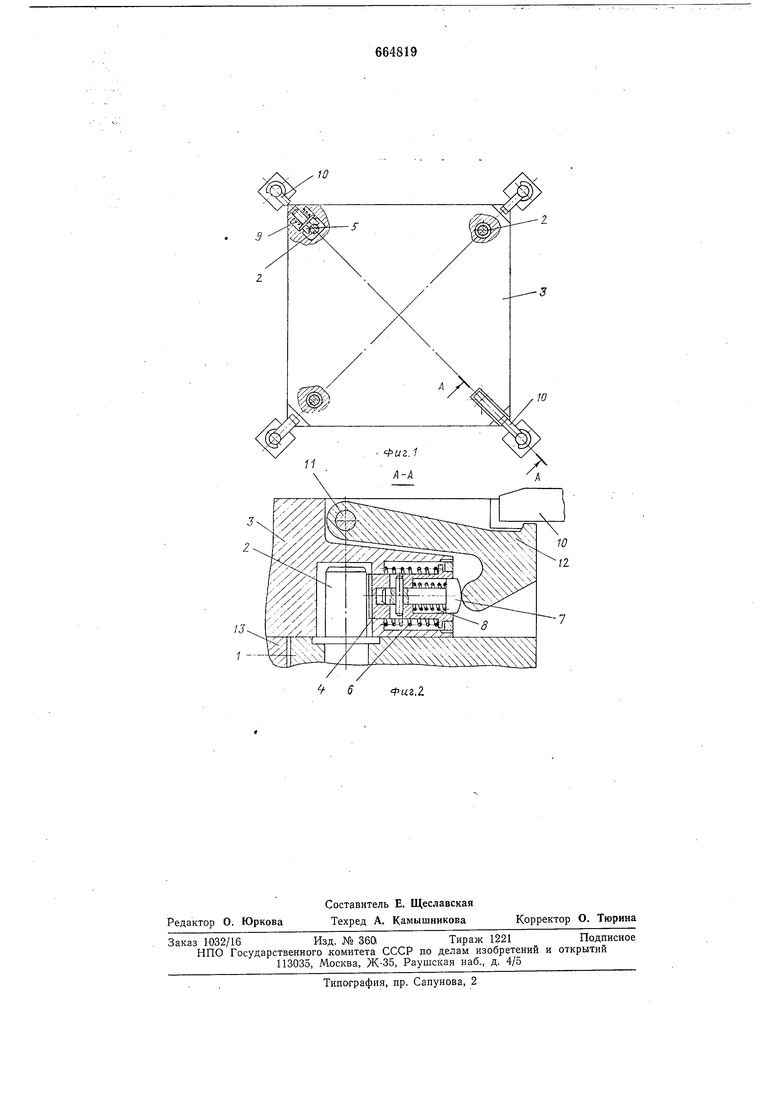
В момент взаимодействия рычага 12 с одним из Г-образных прихватов 10 призматический упор 4 перемещается в направлении к центру спутника, сжимая установочную пружину 6, а затем передает усилие бокового прижима через предохранительную пружину 8 штырю 2. После этого происходит перемещение приспособления-спутника 3 до взаимодействия противоположного штыря 2 с призматическим упором 5 неприводного бокового прижима. При этом вначале происходит самоустановка спутника с помощью приводного и неприводного боковых прижимов, а затем фиксация его положения в момент взаимодействия указанной пары штырей 2 с базовыми отверстиями приспособления-спутника 3. При последующем опускании Г-образный прихват указанного зажима совместно с прихватами 10 трех остальных зажимов закрепляет спутник 3 на базовой плите 1.
Для раскрепления спутника включают гидрозажимы, которые перемещают свои прихваты 10 в верхнее положение. При этом призматические упоры 4 и 5 отходят от соответствующих штырей 2. Затем столом 13 спутник поднимают вверх, расфиксировав его.
Для точной установки спутника в другом положении его поворачивают столом 13, а затем фиксируют и закрепляют по выше описанной схеме.
Размещение боковых прижимов непосредственно на спутнике и передача ему бокового усилия посредством шарнирно установленного на нем рычага, взаимодействующего каждый раз с соответствующим
вертикальным зажимом при перефиксации спутника, исключает смещение центра симметрии спутника относительно центра симметрии, позиционного приспособления в различных фиксированных положениях спутника.
Таким образом, достигается высокая точность установки спутника в четырех фиксированных положениях. Что позволяет вести
обработку координированных поверхностей в спутнике без применения дорогостоящих координатных столов с угловой индексацией.
Формула нз обретения
Устройство для установки и крепления приспособления-спутника, содержащее базовую плиту с расположенными по диагонали установочными пальцами, элементы
бокового и вертикального прижима, отличающееся тем, что, с целью повышения точности ориентации при многосторонней обработке деталей, оно снабжено двумя дополнительными установочными пальцами,
симметрично расположенными относительно установочных пальцев, а элементы бокового прижима размещены непосредственно в приспособлении-спутнике с возможностью взаимодействия с дополнительными установочными пальцами и выполнены в виде подпружиненных призматических упоров, один из которых связан с одним из элементов вертикального прижима посредством введенного в устройство шарнирно установленного в корпусе одноплечего рычага.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 41066, кл. 74А221, опублик. 1974.
Фи.г2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| Устройство для установки и крепления стола-спутника | 1982 |
|
SU1046061A1 |
| Многооперационный станок | 1982 |
|
SU1047661A1 |
| Приспособление-спутник | 1987 |
|
SU1512751A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Приспособление-спутник | 1991 |
|
SU1794625A1 |
| Приспособление-спутник | 1989 |
|
SU1673367A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |