Фиг.З
Изобретение относится к станкостроению, в частности к приспособлениям-спутникам автоматических линий для зажима деталей со сквозными отверстиями при многосторонней механической обработке
Цель изобретения - повышение надежности зажима деталей и упрощение конструкции
На фиг 1 показано приспособление-спутник, фронтальный вид, на фиг 2 - прихват, фронтальный вид, на фиг 3 - разрез А-А на фиг I, на фиг 4 - разрез Б-Б на фиг 2; на фиг 5 - разрез В-В на фиг 2
Приспособление-спутник содержит корпус 1 со встроенными в него винтовыми зажимами 2, периодически взаимодействующими с электромеханическими или гидромеханическими ключами 3, установленными на плиниях зажима и разжима (не пока- (diibi) Рычш и 4, шарнирно становленные iid осях 5, в аимодейств ют с тягами 6 и 7 На концах тя 7 выполнены головки 8 и лыс ки Ч, которые предназначены для взаимо- 1ействчя с Т-образными пазами 10. выполненными на торцовых поверхностях а при хватов 11
Прихваты 11 выполнены призматически ми, имеют на боковой поверхности б три па 1ьца 12, а на боковых поверхностях в и г- П-образные пазы 13 с взаимно перпендикч- лярными базовыми поверхностями д и е На корпусе 1 выполнены базовые элементы 1 4 Для самоустановки на головке 8 тяги 7 выполнена сферическая поверхность ж, а на прихвате 11 наклонная поверхность И
Приспособление-спутник работает следующим образом
На позицию приспособление- спутник поступает с разжатыми при- на1ами 11 Авгооператор 15 опускается к первому прихвату, схваты 16 автооператора, сжимаясь, точно входят в пазы 13 прихва- ia 11 благодаря наличию в них базовых поверхностей д и е Автооператор 15 снимает прихват 11, на тягу 7 устанавливается отверстием детачь 17 до nopa в базовые элементы 14 Далее автооператор устанавливает прихват на прежнее место, разжимает схваты и nepeMt лается на место загрузки в юрой детали
Посте этого подводятся ключи 3, которые входят в ацептение с головками винтовых
зажимов 2 Включается вращение ключей 3, которое преобразуется в перемещение тяг 6. Тяги 6 через рычаги 4 и тяги 7 осуществляют зажим прихватами 11 деталей 17, при этом
происходит самоустановка пальцев 12 с поверхностью детали 17
После окончания зажима производится отвод ключей 3 в исходное положение и приспособление-спутник с двумя зажатыми деталями перемещается на позицию механи0 ческой обработки После окончания механической обработки приспособление-спутник поступает на позицию разгрузки, где осуществляется разжим обработанной детали в последовательности, обратной зажиму,
после чего приспособление-спутник с разжатыми прихватами снова поступает на позицию загрузки
Благодаря выполнению прихвата съемным предложенное приспособление-спутник имеет по сравнению с прототипом более прос0 Тую конструкцию Более благоприятные условия для удаления стружки из зоны расположения баювых и зажимных элементов повышают надежность зажима деталей
25
Формула изобретения
0
Приспособление-спутник, содержащее корпус с базовыми элементами, рычажный зажимной механизм с тягами и связанные с последними прихваты, отличающееся тем,
о что, с целью повышения надежности зажима деталей, имеющих отверстие, и упрощения конструкции, на одном конце каждой тяги выполнены головка и лыски, а каждый прихват выполнен призматическим, при этом на одной из его боковых поверхностей раз5 метены три введенные в приспособление- спутник пальца, предназначенные для взаимодействия с заготовкой, на перпендикулярных указанной боковой поверхности боковых поверхностях выполнены П-образные пазы, две взаимно перпендикулярные поверхности каждого из которых являются базовыми, а на одной из торцовых поверхностей выполнен Т-образный паз, открытый со стороны боковой поверхности с тремя пальцами, причем базовые поверхности П-образных пазов
с предназначены для взаимодействия со схватами автооператора, а Т-образный паз - с головкой и лысками тяги
Б- 5
О8 10 11
Фиг.4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей на доводочном станке | 1990 |
|
SU1816667A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Автоматическая линия преимущественно для сборки и клепки дисков сцепления | 1981 |
|
SU977135A1 |
| Устройство для установки и крепления приспособления-спутника | 1978 |
|
SU664819A1 |
| Автооператор | 1980 |
|
SU891328A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Манипулятор для кантования корпусных деталей | 1990 |
|
SU1750941A1 |
| Автоматическая линия для обработки деталей | 1989 |
|
SU1712128A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
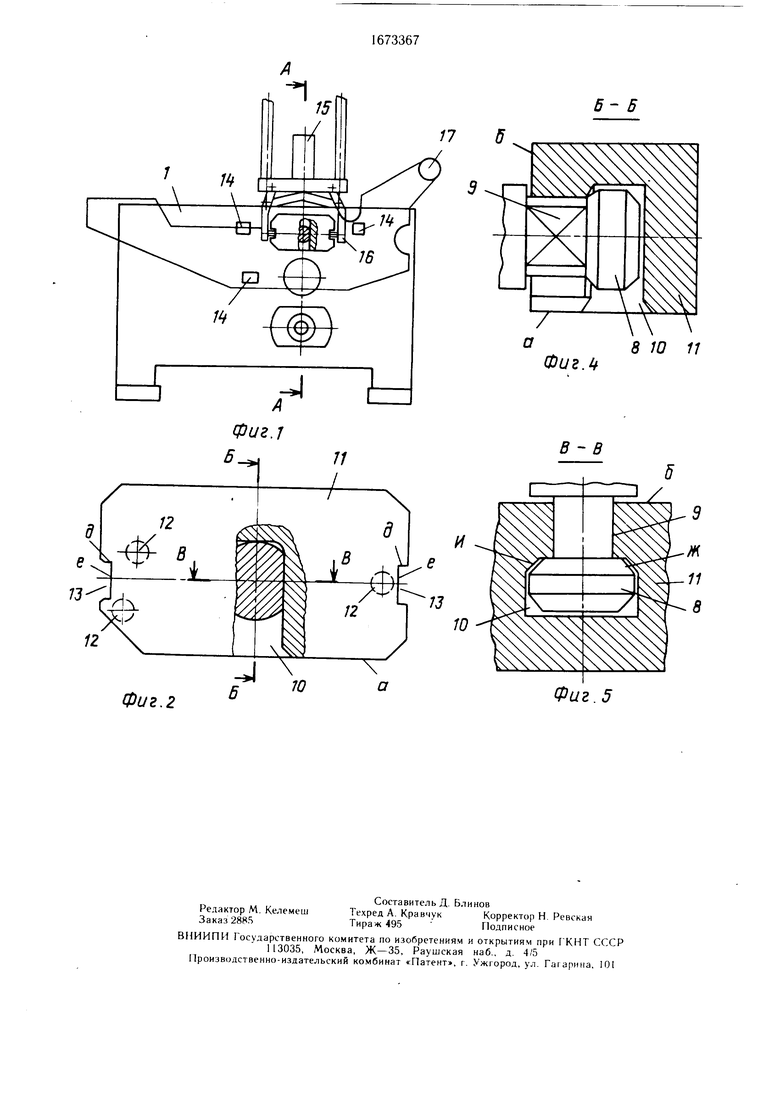
Изобретение относится к станкостроению и может быть использовано в автоматических линиях для зажима деталей со сквозными отверстиями. Цель - повышение надежности зажима деталей за счет более благоприятных условий для удаления стружки и упрощение конструкции. На концах тяг 7 каждого механизма зажима выполнены головка 8 и лыски, предназначенные для взаимодействия с Т-образным пазом 10 прихвата 11, который выполнен съемным. Съем и установка прихвата осуществляется автооператором, для чего на боковых поверхностях прихвата выполнены П-образные пазы. 5 ил.
Г1
Фиг л
12
Фиг. 2
в - в
Фиг. 5
| Приспособление-спутник | 1987 |
|
SU1512751A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
