Изобретение относится к области металлургии, в частности к непрерывной разливке металлов.
Известно устройство для измерения и контроля выставки кристаллизатора и поддерживающих роликов машины непрерывного литья металлов радиального типа, содержащее привод, опорную раму и закрепленные на ней измерительные датчики 1.
Недостатком известного устройства является недостаточная точность измерения в особенности при определении радиуса машины.
Целью изобретения является повышение точности измерения, в особенности при определении радиуса машины.
Это достигается тем, что устройство снабжено расположенными по обеим сторонам опорной рамы центрирующими роликами, между которыми перпендикулярно их осям расположены измерительные датчики, а также двумя дополнительными измерительными датчиками, расположенными по обе стороны от первых в одной с ними плоскости и имеюшими привод перемещения, причем привод устройства снабжен двумя конвейерными лентами, которые простираются по меньшей мере на три ролика, а
опорная рама выполнена в виде ножниц. Кроме того, устройство содержит дополнительный привод для горизонтального перемещения опорной рамы.
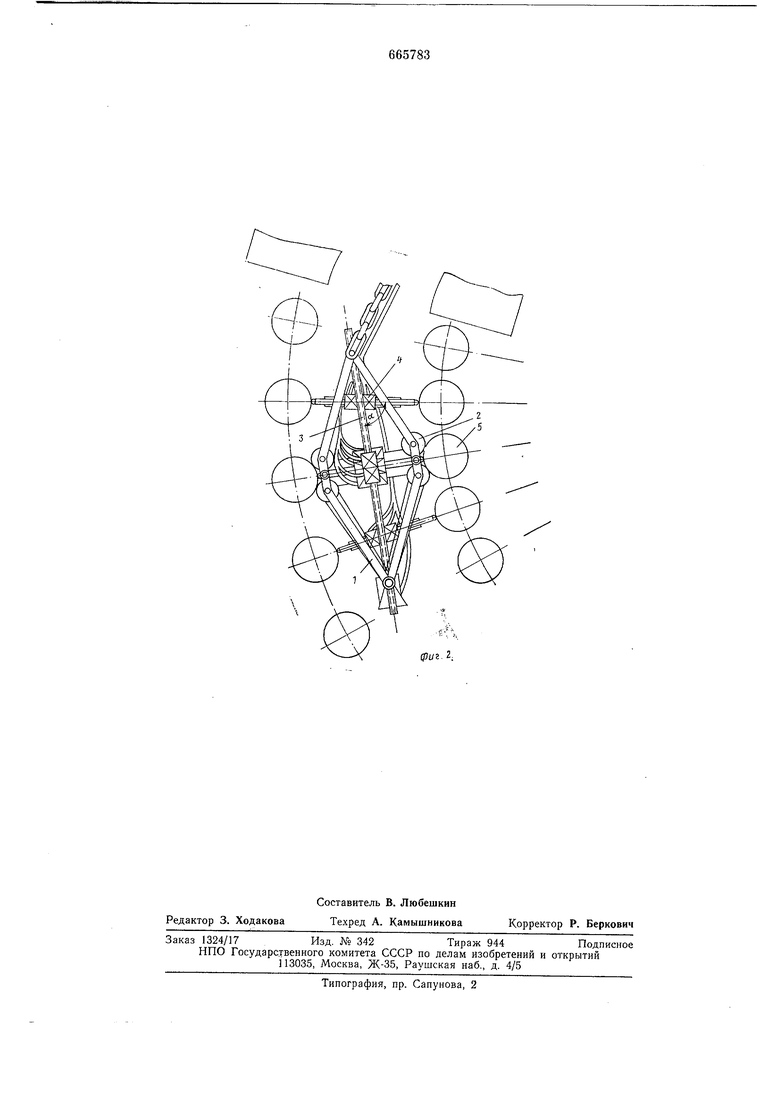
На фиг. 1 схематично изображен кокиль, вид сбоку, и дугообразный рольганг установки непрерывной разливки с убранным измерительно-контрольным механизмом, в котором измерительные датчики устройства для измерения дуги расположены перпендикулярно шпинделю с винтовой нарезкой, служащему в качестве измерительного щупа; на фиг. 2 - то же, но с настроенной на заданный устройством угол а позицией измерительных датчиков устройства для замера дуги.
Измерительное устройство состоит из переставляемой по ширине опорной рамы 1, передвигаемой с помоп1,ью цепи, и состоящего из двух ленточных конвейеров (на чертеже не показаны) направляющего и подающего устройства к соответствующему месту измерения с расположенными попарно по обеим ее сторонам центрирующими роликами и установленными перпендикулярно их осям измерительными датчиками 2, соединенными при помощи кабелей или путем беспроволочной связи с показываю3
Щим ИЛИ записывающим измеряемые ве;111чины датчиком (на чертеже не показан) н предназначенными для регистрации размера отверстий и биения роликов проверяемого рольганга.
Для измерения радиуса дуги в поддерживаюп;ей раме 1 установлены независимо друг от друга на шпинделе 3 с винтовой нарезкой два переставляемых двустороине действующих измерительных датчика 4. Шпиндель 3 с винтовой нарезкой может быть при необходимости установлен перпендикулярно соединительной линии двух противолежащих роликов 5 проверяемой роликовой секции.
Измерительные датчики 4 (см. фиг. 2) устанавливаются на заданный угол а радиальной установки.
При измерении радиуса дуги после точной установки измерительного устройства между осями пары роликов 5 путем независимого друг от друга перемещения измерительных датчиков 4 на шпинделе 3 с винтовой нарезкой по верхним точкам соседних пар роликов по наикратчайшему промежутку определяется расстояние между роликами. Установленные таким образом измеряемые участки должны при соблюдении заданного радиуса соответствовать конструктивно установленным размерам. По найденным значениям определяется род отклонения радиусов от заданного радиуса для отдельного ролика или сегмента установки.
Формула и 3 о б р е т е н И st
1. Устройство для измерения и контроля выставки кристаллизатора и поддерживающих роликов машины непрерывного литья радиального типа, содержащее привод, опорную раму и закрепленные на ней измерительные датчики, о т л и ч а ю 1Ц е е с я тем, что, с целью повышения точности измерения в особенности при определении радиуса машины, оно снабжено расположенными по обеим сторонам опорной рамы центрирующими роликами, между которыми перпендикулярно их осям расположены
измерительные датчики, а также двумя дополнительными измерительными дагчиками, расположенными по обе стороны от первых в одной с ними плоскости и имеющими привод перемещения.
2. Устройство по п. 1, отличающеес я тем, что его привод снабжен двумя конвейерными лентами, которые простираются по меньщей мере на три ролика.
3.Устройство по п. 1, отличающеес я тем, что опорная рама выполнена в виде ножниц.
4.Устройство по н. 1, отличающеес я тем, что, с целью горизонтального перемещения опорной рамы, оно содержит дополнительный привод.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3937271, кл. 164-150, 1976.