Изобретение относится к устройству для непрерывной разливки и способу получения тонких плоских слитков.
Из уровня техники известно применение плоских погружных станков, например из патента ФРГ 3709188 A1. Кроме того, являются обычными гидравлически приводимые подъемные столы, позволяющие изменять и осуществлять оптимальный выбор хода, частоты и формы колебаний за счет отклонения от синусоидального колебания даже во время разливки. Выпуклые кристаллизаторы известны, например, из патента ФРГ 4131829 A1 и 3724628 C1. Литейные валки, с помощью которых толщина заготовки уменьшается во время затвердевания таким образом, что получается повышенное качество внутренней структуры заготовки, известны помимо прочего из патента ФРГ 3818077 A1.
Изучение уровня техники показало, что цель получения тонких слитков выявила комплексные проблемы при решении этой задачи и что комбинация параметров всего устройства для непрерывной разливки, на которые можно оказывать воздействие, настолько велика, что знаний среднего специалиста зачастую оказывается недостаточно и он не в состоянии из этого множества более или менее приемлемых решений найти такое, которое при наименьших затратах может привести к удовлетворительному результату.
Задачей изобретения является создание способа и устройства для непрерывной разливки, которые обеспечивают заданную толщину тонкого плоского слитка за счет того, что достигаются оптимальные условия при снабжении шлаком, а также при уменьшении толщины получаемой при непрерывной разливке заготовки уже в кристаллизаторе, а также в направляющей раме при бесслитковой прокатке.
Эта задача решается с помощью признаков по пунктам 1 и 4. Предпочтительные, не просто само собой разумеющиеся усовершенствования независимых пунктов формулы изобретения содержатся в подпунктах. Решение задачи не зависит от типа кристаллиаатора, например вертикальный, вертикально-криволинейнный или криволинейный кристаллизатор.
Чертежи служат для пояснения нижеприведенного описания примеров выполнения изобретения.
На фиг.1 показаны условия разливки в кристаллизатор;
фиг.2 - технические затраты при одинаковом качестве поверхности и производительности литья в зависимости от толщины заготовки на примере заготовки толщиной 200 мм и шириной 1000 мм;
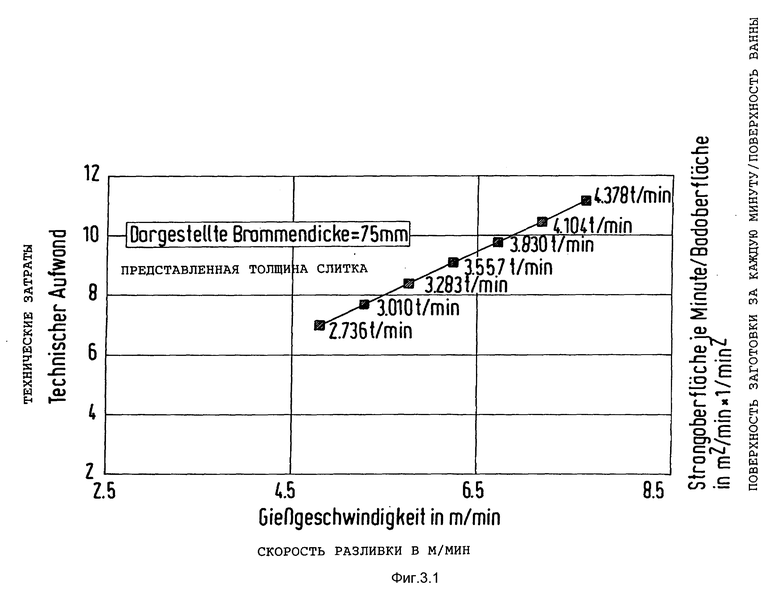
фиг. 3.1-3.3 - технические затраты при одинаковом качестве поверхности и толщине слитка в зависимости от скорости разливки на примере слитка толщиной 200 мм и шириной 1000 мм;
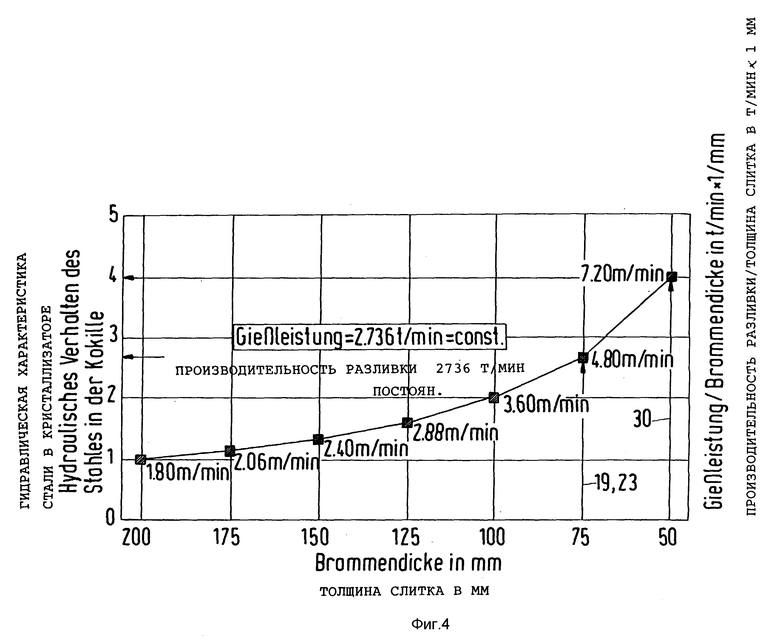
фиг. 4 - гидравлические характеристики стали в кристаллизаторе в зависимости от толщины слитка на примере слитка толщиной 200 мм и шириной 1000 мм;
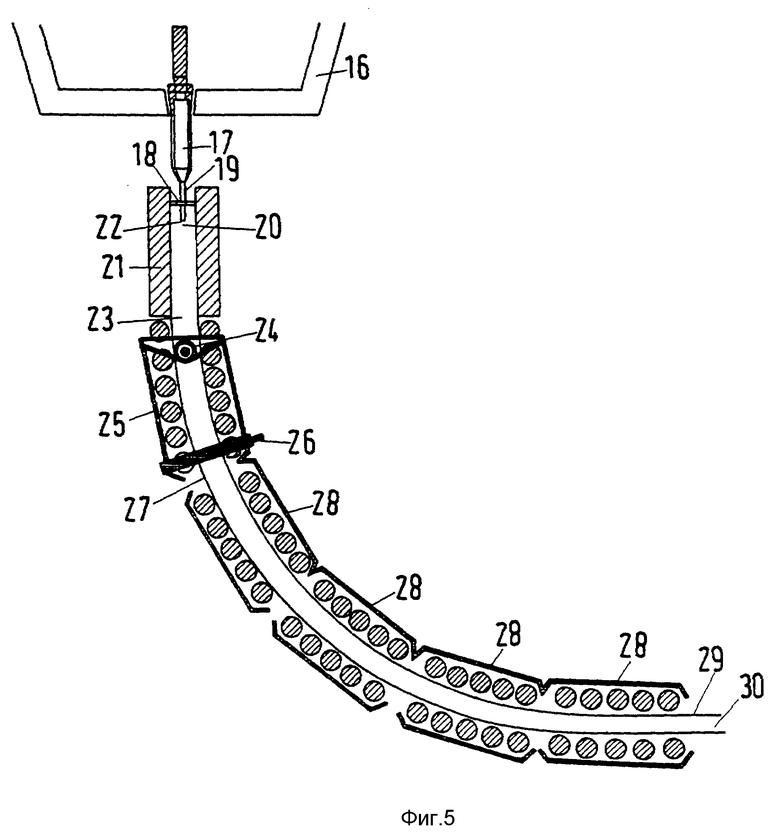
фиг.5 - устройство для непрерывной разливки.
Опыты, проведенные в рамках разработки изобретения, показали, что качество поверхности изделия, получаемого непрерывной разливкой, преимущественно, зависит от подвода шлака. Ответственным за это является мениск, т.е. взаимодействие высоты шлака (hшлака) м выходящей из ванны при верхнем положении кристаллизатора затвердевшей оболочки заготовки (hобол очки) (фиг.1).
Установлено, что для оптимальной смазки и уменьшения дефектов поверхности (непосредственно частицами литейного порошка, находящегося под поверхностью заготовки, получаемой непрерывной разливкой, преимущественно, в виде оксидов) должно выполняться следующее соотношение:
(1) hшлака ≥ hобол очкисл итка.
Высота hшлака зависит, преимущественно, от толщины поперечного сечения на входе в кристаллизатор, а высота оболочки заготовки, полученной непрерывной разливкой hобол очки, зависит от хода колебаний кристаллизатора.
Если рассматривать параметр hшлака и его зависимость от толщины поперечного сечения на выходе в кристаллизатор, то уравнение
которое может характеризоваться в качестве технических средств, вводимых в систему, приводит совершенно неожиданным образом к следующим результатам:
если сравнить заданную производительность разливки, равную 2 736 т/мин, для наиболее употребительных 200 мм-ых слитков, с 50 мм-ыми слитками и подставить ее в уравнение (2) для 200 мм-ого слитка, равной 1, то это значение для 50 мм-ого слитка возрастает до 16,62, как это можно получить на фиг.2. Таким образом, уравнение (2) является обратно пропорциональным к уменьшающейся толщине изделия, причем зависимость повторяет экспоненциальную кривую.
Эта зависимость между толщиной на уровне разливки (19) и удельным образованием шлака и тем самым высотой (4) шлака в мениске также приводит к необходимости поддерживать постоянной активную толщину ванны металла по всей ширине разливки, в том числе в зоне погружного стакана.
Постоянная толщина приводит к постоянному образованию литейного шлака по ширине зеркала разливки и тем самым к постоянному снабжению шлаком в зоне мениска всей непрерывно образующейся затвердевшей оболочки (3). Это постоянное шлакообразование из литейного порошка или гранулята (5) по ширине разливки уменьшает опасность недостаточной смазки между погружным стаканом и медной пластиной на широкой стороне, Эта опасность возникает, поскольку литейный шлак имеет стекловидную структуру (силикатную структуру) с вязкой характеристикой, приблизительно, 0,5-10 пуаз. Его вязкость может привести - если смотреть по ширине разливки - к сравнительно недостаточной смазке в зоне погружного стакана и широкой стороны кристаллизатора по сравнению с остальной зоной кристаллизатора у зеркала расплава, если соответствующее расстояние между погружным стаканом и широкими сторонами кристаллизатора меньше, чем половина толщины слитка на выходе из кристаллизатора.
И наоборот, если рассматривать, как при установленной толщине слитка изменяется соотношение (2) при повышении скорости разливки, как это представлено на фиг.3 для 75/100 и 125 мм-ого кристаллизатора, то можно установить, что оно возрастает только линейно - с незначительным подъемом прямой.
На соотношение (1) значительное влияние оказывает турбуленция, возникающая в кристаллизаторе вследствие протекания металла, которая продолжается, зачастую, вплоть до уровня зеркала ванны и может привести к образованию волн, причем гребень волны может подниматься выше зеркала шлака, что приводит к прерыванию в смазке. Эта турбуленция, кроме всего прочего, зависит от пропускной способности и толщины и ширины кристаллизатора в поперечном сечении погружного стакана. Размер турбуленции теперь определяется гидравлической характеристикой, представляющей собой частное между пропускной способностью и толщиной, и может быть охарактеризована следующим выражением:
Значения гидравлической характеристики на примере слитка толщиной 200 мм можно получить, например, из фиг.4. Здесь видно, что большие толщины кристаллизатора приводят к значительно более благоприятной гидравлической характеристике. Значение турбуленции выражается соотношением:
где FTA - поверхность поперечного сечения на выходе из погружного стакана;
FST - поперечное сечение заготовки в затвердеваем состоянии.
Кроме того, может значительно понизиться электромагнитное торможение турбуленции в зоне зеркала приемного тигеля.
Из вышеприведенных и подтвержденных измерениями соотношений следует, что уменьшение при выборе толщины слитков на выходе из кристаллизатора, например, от 100 мм на 50 мм и, кроме того, при прямоугольном кристаллизаторе проблема при соблюдении соотношения (1) чрезвычайно повышается. То есть не зависимо от трудностей при подводе металла практически невозможно нанести на незначительное поперечное сечение на входе в кристаллизатор достаточно литейного порошка, чтобы обеспечить смазку слишком большой поверхности изделия, получаемого разливкой, и кроме того, выполнить соотношение (4). Вследствие этого может значительно повыситься скорость при толщине изделия, например, 100 мм в кристаллизаторе и тем самым на уровне зеркала разливки без особых дополнительных затрат. Это приводит к неожиданному решению, что в зоне разливки тонких плоских слитков нецелесообразно поддерживать постоянной толщину слитка уже на выходе из кристаллизатора, а что технически значительно проще уменьшить толщину слитка, подводимого к прокатной клети, кроме того, с помощью операции прокатки при разливке и наконец достигнуть его, при этом выяснилось, что предпочтительной является многороликовая клеть (сегмент 0), выполненная, например, в виде цангового сегмента.
На фиг. 5 можно увидеть, например, устройство для непрерывной разливки, которое содержит все признаки изобретения.
Перечень ссылочных позиций представлен в конце описания.


Изобретение относится к области непрерывной разливки стали для получения тонких слитков предпочтительно из стали с заданной толщиной после затвердевания, например, 50 мм. Сущность: устройство включает прямоугольный кристаллизатор, соединенный с источником колебаний, погружной стакан и средство для подачи литейного порошка. Кристаллизатор имеет вогнутый внутренний контур с увеличенным входным и уменьшенным выходным контуром прямоугольной формы, а средство для подачи литейного порошка соединено с источником колебаний кристаллизатора через регулирующее и измерительное средство с возможностью подачи порошка в зависимости от высоты, формы и частоты колебаний при поддержании высоты шлака (h шлака) больше или равной высоте затвердевшей высоты оболочки заготовки, расположенной над уровнем металла при верхнем положении кристаллизатора (h оболочки). Погружной стакан выполнен с площадью поперечного сечения на выходе погружного стакана (FТА) больше или равной 1/50 площади поперечного сечения полностью затвердевшего слитка (FST), а за кристаллизатором в направлении вытягивания расположена многороликовая клеть с гидравлическим приспособлением, обеспечивающим бесступенчатое изменение расстояния между двумя противолежащими роликами. В процессе разливки непосредственно под кристаллизатором осуществляют уменьшение поперечного сечения заготовки в многороликовой клети несколькими операциями с обеспечением одновременно с уменьшением толщины заготовки принудительной конвенции в еще жидкой ее сердцевине. Окончательную толщину заготовки придают в конце клети, а затвердевания осуществляют при достижении ею на выходе из клети и наличии внутри заготовки двух фаз. За счет использования изобретения обеспечивается оптимальное качество поверхности заготовки при минимальной и заранее заданной толщине затвердевания и мощности установки и тем самым минимальных расходах на прокатку. Согласование вышеприведенных параметров способа и устройства для непрерывной разливки приводит к хорошему и благоприятному снабжению шлаком и перемещению ванны на уровне зеркала расплава на примере слитка стандартного размера с толщиной 200 мм. Эти условия от границы отстойника и до зеркала расплава оказывают непосредственное влияние на качество поверхности и внутренней структуры, а также на безопасность разливки. 5 з.п. ф-лы, 7 ил.
| DE 3423475 A, 29.11.84 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1677926C |
| Способ получения плоских непрерывнолитых слитков | 1989 |
|
SU1715474A1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТЫХ ПЛОСКИХ СЛИТКОВ В ТВЕРДОЖИДКОМ СОСТОЯНИИ | 1990 |
|
RU1677927C |
| Погружной глуходонный огнеупорный стакан | 1990 |
|
SU1754323A1 |
| Устройство для подачи шлакообразующей смеси в кристаллизатор | 1988 |
|
SU1764790A1 |
| WO 8801209 A, 25.02.88 | |||
| 0 |
|
SU353402A1 | |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |

