(54) СПСХЗОВ ВОЛОЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1996 |
|
RU2112615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| Способ подготовки фасонныхпРОфилЕй K ВОлОчЕНию | 1979 |
|
SU818697A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2001 |
|
RU2207209C2 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| Составная волока | 1979 |
|
SU891191A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОЙ КАЛИБРОВАННОЙ СТАЛИ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2020 |
|
RU2743269C1 |
, .-I
Способ относится к обработке металла давленнем, в частности к волочению заготовок без «стрения переднего конца и может быть использован в метизном проиэводстве на предпршггиях металпургичесжрЙ и машиностроительной промьпиленностн.
Известен способ волочения, включающий задачу аахчуговки в волоку не менее чем.с двумя калибрами без рстрения переднего Конце н последующее болоченне
wНедостатком известной конструкции является необходимость затрат дополнительного времени на заправку изделий в
волоку.
Целью изобретения является снижение усилия проталкивания заготовки в волоку я обеспечение непрерывного процесса Bof лочёния..
Указанная цель достигаетря за счет того, что задачу переднего конца после 1 дующей заготовки осуществляют в свобод ный калибр волоки, при этом в мрмевт задачи длина заднего конца предыдущей
заготовки равна длине необходимой для захвата переднего конца последующей заготбвки.
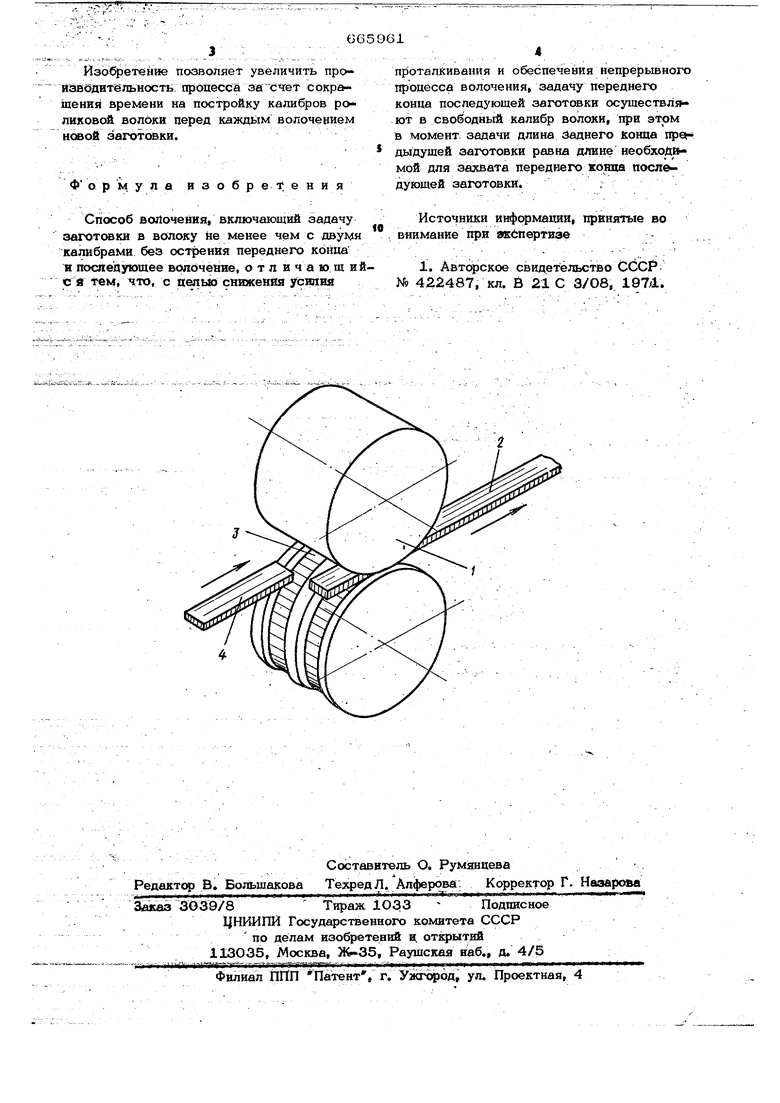
На чертеже схематично изображен процесс волочения изделий через роликовую двухкалибровую волоку.
При выходе -из роликовой волоки 1 протягиваемой заготовки 2, когда ее заднего конца становится равной длине, достаточной для захвата конца тянущим устройством, в свободный калибр 3 вводят лоследующую заготовку 4 без острения ее переднего конца.
В начале процесса волочения первую заготовку вСТавляют в роликовую волоку по одному из известных;способов, напрн.. мер, предварительно разводя ролики. В последующем процесс ведут с использованием предложенного способа. Волочильные роликв 1 под действием сил трения движущейся заготдаки 2 имеют момент вращения, достаточный для захвата конца вновь вставляемой заготовки. Изобретение позволяет увеличить производительность процесса засчет сокра1Оения времени на постройку калибров роликовой волоки перед каждь1м волочением новой заготовки. мула изобретения Способ во;1очения, включающий задачу заготовки в волоку не менее чем с двумя калибрами без острения переднего конца и последующее волочение, о т л и ч а ю щ и с я тем, что, с цепью сншкенйя усилия проталкивания и обеспечения непрерывного iiponecca волочения, задачу переднего конца последующей заготовки осуществляют в свободный калибр волоки, при этом в момент задачи длина Заднего конца прей дыдущей заготовки равна длине необхоД мой для захвата переднего конца последующей заготовки.: Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР 1 № 422487, кл. В 21 С 3/08, 1974.
