I
Изобретение относится к области машинострое.ния и может быть использовано при обработке наружных и внутренних цилиндротеских поверхностей кольцеобразных прямоугольных пазов поверхностным пластическим деформированием.
Известны устройства для упро шшощей обработки наружных и внутре ших цилиндрических поверхностей, в которых консольно установлен конусный свободно вращающийся деформирующий ролик, ось которого составляет некоторый утоп с осью вращения заготовки. Эти устройства позволяют последовательно обрабатывать внутреннюю и наружную цилиндрические поверхности кольцеобразных прямоугольных пазов. В этом случае наружный диаметр консольно установлен ного ролика должен быть меньще ширины паза.
Но в случае упрочняющей обработки цилиндрических поверхностей узких пазов, такое устройство, вследствие малого диаметра деформирующего ролика обладающее малой жесткостью, не позволяет получать поверхности высокого качестваГ,
Целью настоящего изобретения является расщирение технологических возможностей устройства.
заключающееся в возможности обработки им цилиндрических поверхностей кольцеобразных прямоугольных пазов в широком: диапазоне размеров.
Поставленная цель достигается тем, что деформирующий ролик вьшолнеи в виде чащки, у крторой наибольший наружный диаметр меньше диаметра внутренней обрабатываемой; щиноадрической поверхности, наибольший внутрёьший диаметр - больще диаметра наружной обрабатываемой цилиндрической поверхности, а угол пересечения осей вращения ролика и обрабатываемой заготовки определяется из соотношений:
.iLislMiISSir ,
i a/ieccf 2К,гНз
15
H-inP nj TRT
2R, 2R
2в
(2Ej) + H
(2R,r
при
i
oflte
и
н1-чк
и
i
P (Яз)(,
где RI - радиус наруашой обрабатываемой цилиндрической поверхности паза; RI - радиус внутренней обрабатываемой цилиндрической поверхности паза; Нз - наибольший внутренний радиус дефорМ1фующего элемента;
р4 наибольший наружный радиус деформирующего элемента;
Я - глубина обрабатываемой пов хности; а - угол установки деформ1фу{ощего элемента.
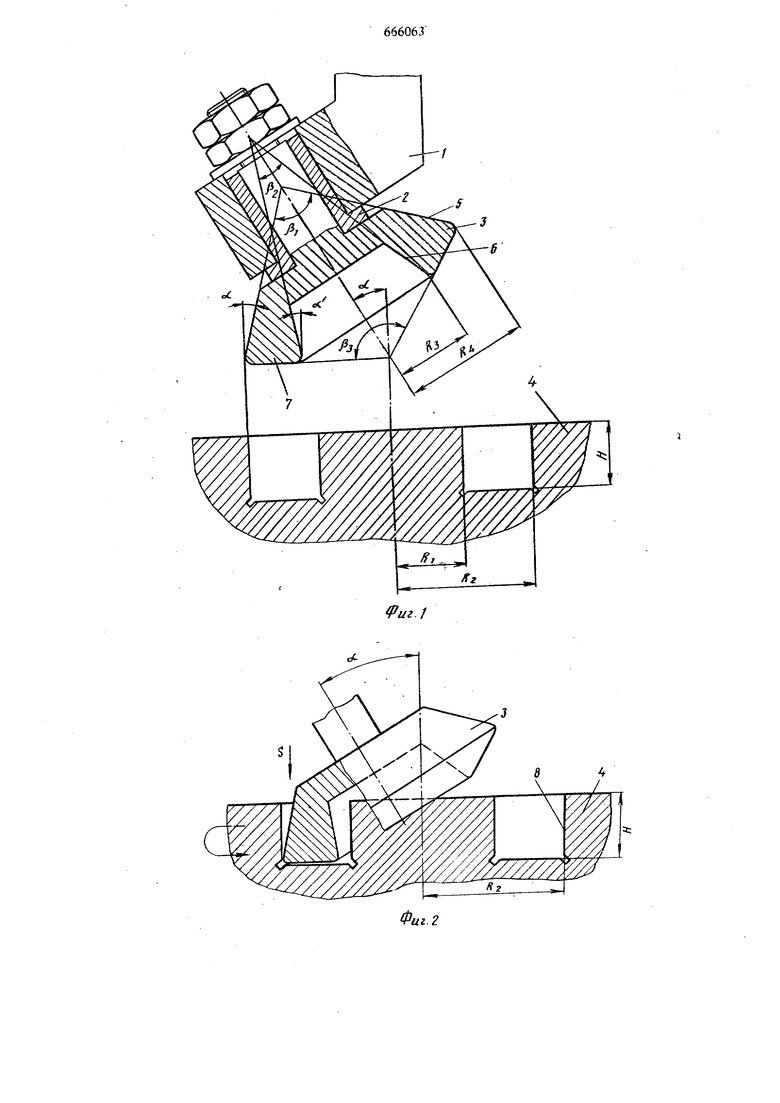
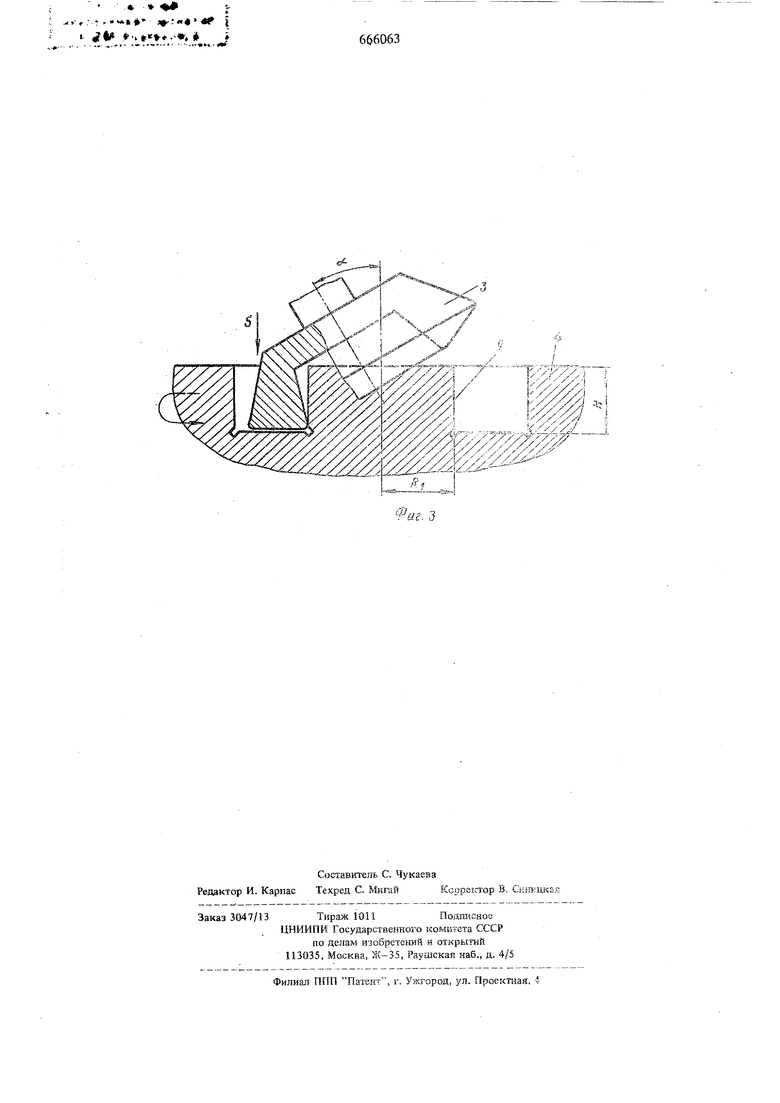
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - схема обработки устройством внутренней цилиндрической гюверхяоети кольцеобразного прямоугольного паза; на фиг, 3 - схема обработки устройством наружной цилиндрической поверхности паза.
В державке на бронзовой втулке 2 установлен .с возможностью свободаого вращения конусный деформирующий элемент - ролик 3, вьшолненный в виде чашки. Ось вращения ролика расположена под углом а к оси вращения обрабатываемой детали 4. Нарумшая поверхность 5 ролика выполнена конусной с углом при вершине 2(«И-й),где а - угол вдавливания, равный обычно О ЗО2. Соответственно внутренняя коническая поверхность 6 ролика выполнена с углом щк вер. шине (а-ft). Торцовая поверхность 7 чашечного ролика выполнена также конической с углом при верщнне () с обратным расположением верщины конуса. Наибольщий наружш га диаме1гр ролика 2R4, его наибольший внутренний J диаметр 2Вз и угол установки оси рояшса а выбираются из вьш1епрйшеденного соотношения.
При работе ролик перемеи юТС подачей S вдоль оси вращающейся з ютовки, обрабатывая вначале одну, натфимер внутреннюю цилшщрическуго поверхность 8 паза, а затем смещают устройство в радиальном направлении и обрабатывают наружную цилиндрическую поверхность 9 кольце. образного прямоугольного паза. Параметры RS , R4 и угол пересечения оси его эращения с осью вращения заготовки определены из условия незадевания при обработке наружной и внутренней поверхностей ролика соответственно с внутренней 8 и наружной 9 цилиндрическими поверхностями паза заготовки.
Применение предложещюго устройства позволяет обрабатывать цилиндрические поверхности . кольцеобразных прямоугольных пазов в цдароком диапазоне размеров.
Формула изобретения
Инструмент для чистовой обработки пластическим деформированием наружных и внутренних поверхностей конусным деформирующим элементом, ось которого установлена под углом к оси вращения заготовки, отличающийся тем, что, с целью расщирения его технологических возможностей, деформирующий элемент выполнен в виде чапжи, а угол его установки определяется из соотношений:
„ I
(ШЦ
et
2R, 2R,
.:, , ii±jlS iMi
,
(2R
,Y
o/te
dL
.
.
R
2
(2R5) ( ,
при
где RI - радиус наружной обрабатываемой цилиндрической поверхности; Rj - радиус внутренней обрабатываемой цилиндрической поверхности; RS - наибольший внутренний радиус деформирующего элемента,
R4 - наибольишй наружный радиус деформирующего элемента,Н - глубина обрабатываемой поверхности, а - угол установки деформирующего элемента Источники информации, принятые во внимание при экспертизе
1. Чистовая обработка поверхностей автомобильных деталей пластическим деформированием М., НИИ Автопром, 1969, с. 79.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2276007C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| Способ обработки шлицевых отверстий | 1986 |
|
SU1324832A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2619549C1 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| Раскатник | 1980 |
|
SU918062A2 |
| Торцовая иглофреза | 1990 |
|
SU1784212A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2185914C2 |
.
.xf-r..г . .«4Л I
- rfl ч .-, i
.. .. ..... ., .. -- ..«-.«. «W666063
