Предлагаемый станок предназ- ;аЧ6Н для удаления при помощи древесных опйлок с .поверхности иолуфабрКкатов мелких кзделиГ остатков эмульсии, масла i-i щт., а также для приданн;; поверхности полуфабрикатов чистого н блестящего вида.
В шарикоподшйпникСБОЙ к в TiaTроннОй промышленности пользуются для зтих целей барабана л:й. Определенную дозу юпилок и изделий вручную загружают в бараба-н через загрузОЧНый люк н барабану сообгцают врапдательное движение. При вращении барабана опилки протирают и полируют изделия в течение опред елейного времени, после чего барабан остаиавливают и заменяют глухую крышку его люка решетчатой.
Затем барабан снова иГ;1 с-дят во вращательное движение на опрого опилки отсеизаютря от изделий. Когда все оиилки отделятся от изделий, барабан о-стаиавлива от и вручную разгружают его
Предлагаемый станок работает а8том:атически и состоит из двух рабочих барабанов. Первый барабан иреднаэкачается дшя протирки
изделий при тюмощи ош1ло.к, второй - для отделения опилок от издел;и. Станок снабжен двумя бункера;-,:, -з одни из которых засыfiaiOT изделия, а в другой-оиилки.
Из бушсероз изделия и опилки при полхщи тарельчатых питателей засыпаются парционно -в о прежделенно дозировке в первый барабан, где обрабатываются в течение определенного времени. Затем при liONi-oiij,-;. перегрузочного клапана и нерггрузочиой спирали иа барабане изделия в.месте с оиг лками перегр - ка-.отся Ео BTOpoii барабан, пюзерхность которого отверсчия для вытряхивания опилок. Во г.тором барабане изделия вращаются до полнч/го удал.сиия опилок. rioc.ie этого изделия выгружаются из барабана з :пpиe ныi бункер транспортера для передачи их к следуЮЩе оиерацир..
Различной установкой кулачков иа командо-апнарате можно менять Езсмя протирки, а такн-се количество загрулсаемых изделий и опилок в соответствии с видом изделий и степенью их загрязнен-ности.
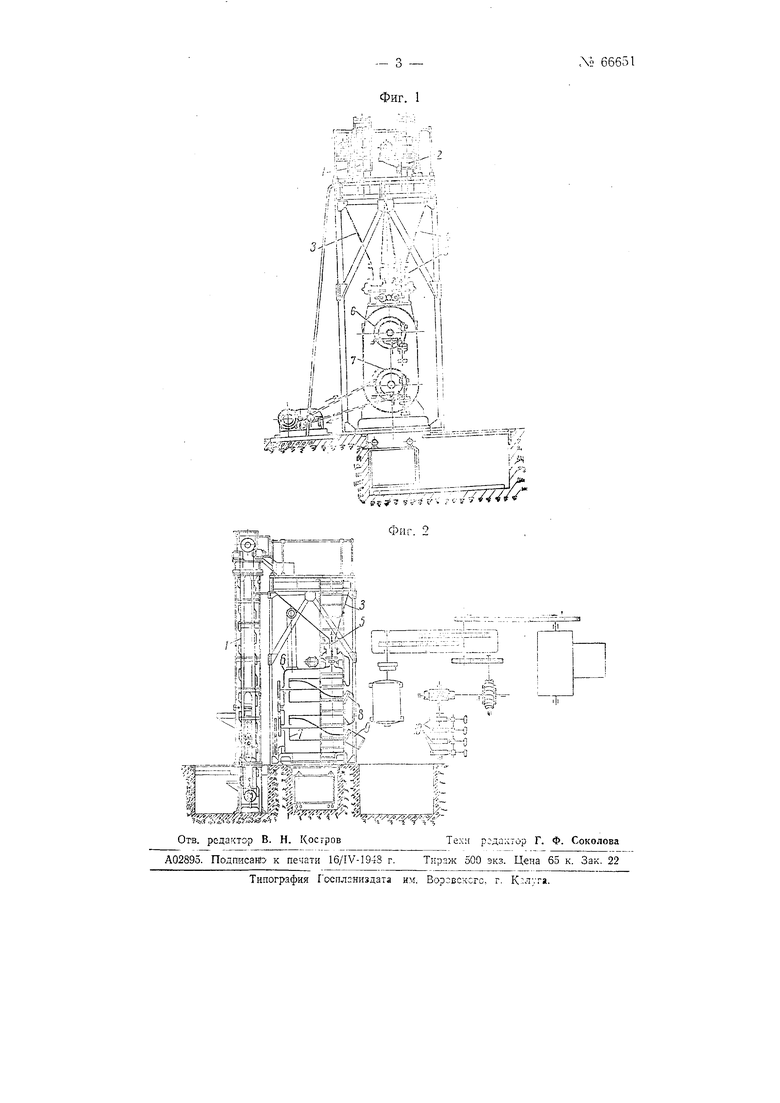
На фиг. 1 и 2 в двух проекциях показан вертикальный разрез станка.
Предлагаемый станок работает автоматически. Изделия при помощи мехаяизирозанного ггра-нспорта и элеватора / подаются в приемный бункер 3 станка. Второй элеватор 2 подает опилки з бункер 4.
Изделия и Опилки из бункеров поступают в спаренный тарельчатый питаиель 5, доЗИруюпляй загрузочные .порЦИ1И изделий и опилок. ЭтИ порции лоступают в верхний барабан 6, под которым расаоложек барабан 7.
В барабане 6 производится протирка и полировка изделий лри помощи спилок. По истечении установленного для протирки времени автоматически открывается лерегрузочный клапан 8 и по ,на внутренней поверяпости -барабана 6 изделия и опилки выгружаются в н-кжний барабан 7 с решетчатой стойкой предназначенный для отсеивания олилок от) изделий.
В барабане 7 изделия вращаются Б течение опр-еделенного времени, необходимого для лолнсго отделения С1Г1;- лок. По1слв этого антом;атическ« открывается разгрузочный клапан 5 барабана 7 и изделия выгружаются спиралью второго барабана в приемный бункер механизированного транспорта, откуда НОстусают на дальнейщую обработку. Отработаиные огаилки собирают в ящик, у€танавли1вае-мый аюд барабаном: 7.
Станок приводится в дв-ижение от силовой установки и осуществляет заданный режим операции протирки «ри памощ-и командо-алпарата. также Связанного с силовой установкОй. Команд о-аппарат
управляет работой тарельчатых питателей 5 При помОщи электролгагнитов, которые служат для открывания перегрузочного и разгрузочного кла1Панов 8 и 9.
Пуск станка предусМЭтрен как. с места установки, так и с центрального диспетчерского пункта, При перегрузке приемного бункера 3 изделиями автоматически выключается механизированный транспорт, подающий изделия к бункеру агрегата.
Пред м е т и з о б р е т е и и я
1.Станок для очистки изделий во вр1ащающем1ся барабане с сыпучим протирочнььм материалом, отличающийся тем1, что под протирочным; барабано1М расположен сообщающийся с ним второй барабан, илшющий рещетчатую стенку, служащую для отделения 1г;ротирочного материала от изделий.
2.В станке по п. 1 применение над Верхним барабаном) двух отдельных бункеров для протирочного материала п изделий, сообщенных с верхним бар-абаном через тарельчатые питателя с общим приВОДОМ.
3.Форма выполнения станка по п. 1,0 т-л ичающаяся применение.м в разгрузочных Mecraix обоих барабанов клапанов с э.тектромагнитньПГ приводом.
4.В станке по п. п. 1,2, 3, применение командо-аппарата с кулачковьгм распределительным валом для управления приводами тарельчатых питателей и клапанов.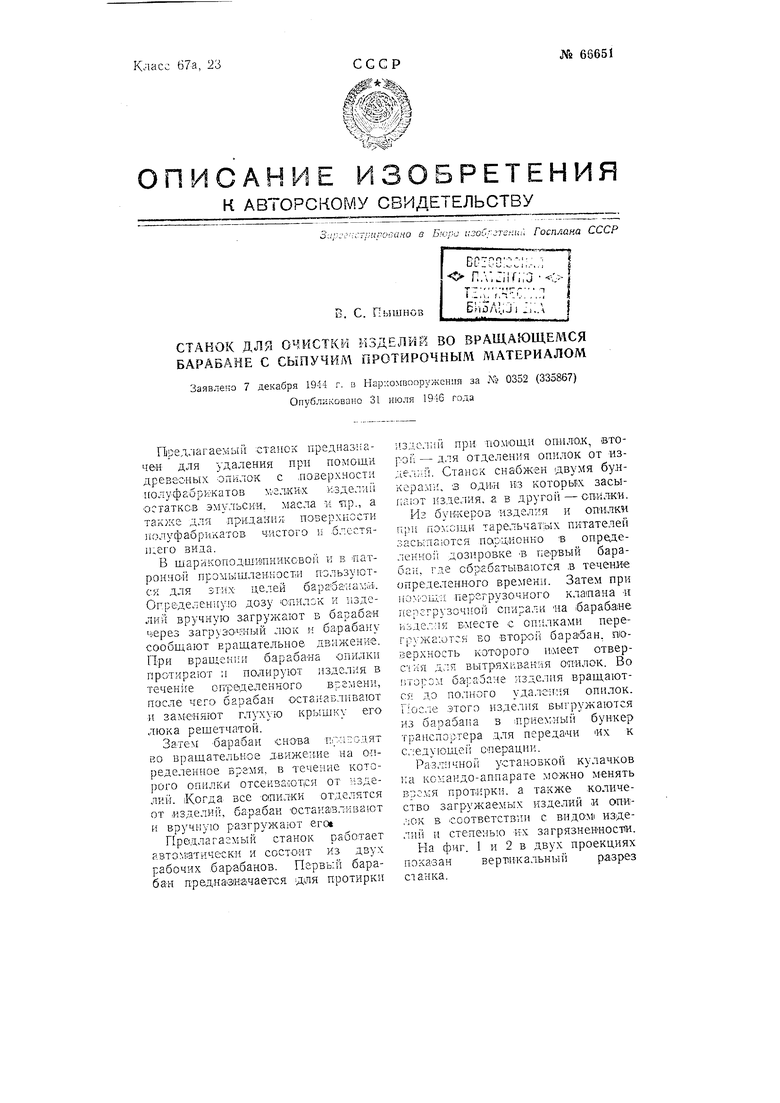
| название | год | авторы | номер документа |
|---|---|---|---|
| Люнет для токарных и шлифовальных станков | 1944 |
|
SU64395A1 |
| Способ поточного производства карамельных изделий | 1951 |
|
SU93636A1 |
| МОДУЛЬНЫЙ САМОХОДНЫЙ ВЫДЕЛИТЕЛЬ СЕМЯН ИЗ ОВОЩЕБАХЧЕВЫХ КУЛЬТУР | 1998 |
|
RU2150873C1 |
| ПНЕВМАТИЧЕСКАЯ ТРАНСПОРТНАЯ УСТАНОВКА | 2005 |
|
RU2291830C1 |
| МЕХАНИЗИРОВАННЫЙ РАЗГРУЗОЧНЫЙ КОМПЛЕКС СЫПУЧИХ И СМЕРЗШИХСЯ МАТЕРИАЛОВ ИЗ ЖЕЛЕЗНОДОРОЖНЫХ ПОЛУВАГОНОВ | 1992 |
|
RU2010762C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО УДОБРЕНИЯ НА ОСНОВЕ ИЗВЕСТНЯКА | 2024 |
|
RU2834019C1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 1999 |
|
RU2144415C1 |
| Способ улавливания гипсовой пыли барабанным пылеуловителем в паровоздушной смеси | 1957 |
|
SU111663A1 |
| Установка для приготовления асфальтобетонных смесей | 1981 |
|
SU977543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |