t
изобретение относится к устройствам для изготовления изделий из проволоки, преимущественно термопар, состоящих из термоэлектродов, продетых в двухканальную огнеупорную трубку и предназначенных для термического контроля в литейном и металлургическом производстве.
Известно устройство, содержащее смонтированные на общей станине и кинематически связанные между собой механизмы рихтовки, подачи, навивки и отрезки проволоки fl.
Данное устройство не обеспечивает высокой производительности ввиду по следовательного выполнения операций и не позволяет изготавливать термопары, состоящие из двух близкорасположенных термоэлектродных проволок и двухканальной трубки, так как оно не содержит необходимых для этой цели механизмов продевания и скругливания двух проволок, также механизма ориентации заготовок и изделий.
Известно также устройство для изготовления изделий из проволоки, содержащее смонтированные на станине и кинематически связанные между собой механизмы резки, загибки, механизм переноса изделий с позиции на
позицию, выполненный, в виде поворот- ного барабана, а также механизм ориентации и загрузочный бункер 2.
Недостатком этого устройства является низкая производительность и узкий ассортимент изготавливаемых изделий.
Целью изобретения является повынение производительности ассортимента
0 выпускаемых изделий, а также повышение качества их изготовления.
Цель достигается тем, что известное устройство, включающее смонтированные на станине и кинематически
5 связанные между собой механизил подачи проволоки, рихтовки, резки, зашбки и скручивания, механизм переноса изделий с позиции на позицию, выполненный в виде поворотного бара0бана, а также механизм ориентации и загрузочный бункер, снабжено расположенным соосно с механизмом переноса изделий подвижным в осевом направлении суппортом и размещенным на
5 суппорте механизмом продевания проволок, выпсзлненным в виде ориентированного фильера с двумя каналами, а суппорт выполнен в виде многогранника, на одной грани которого соосно
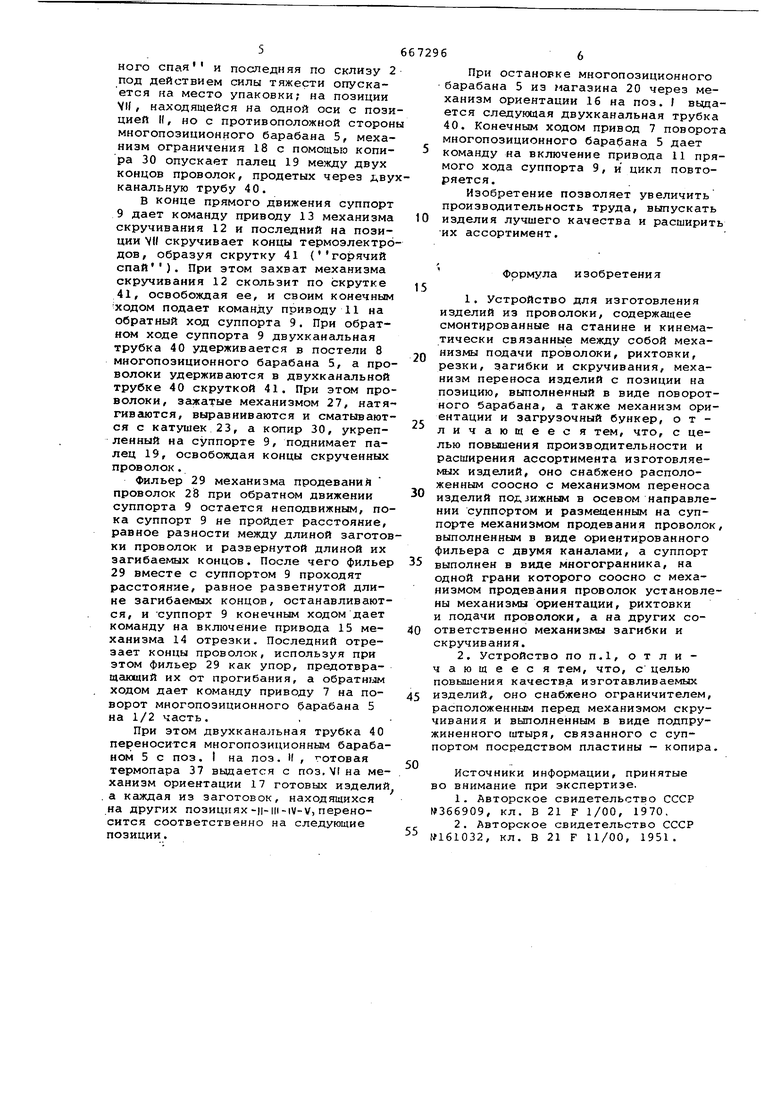
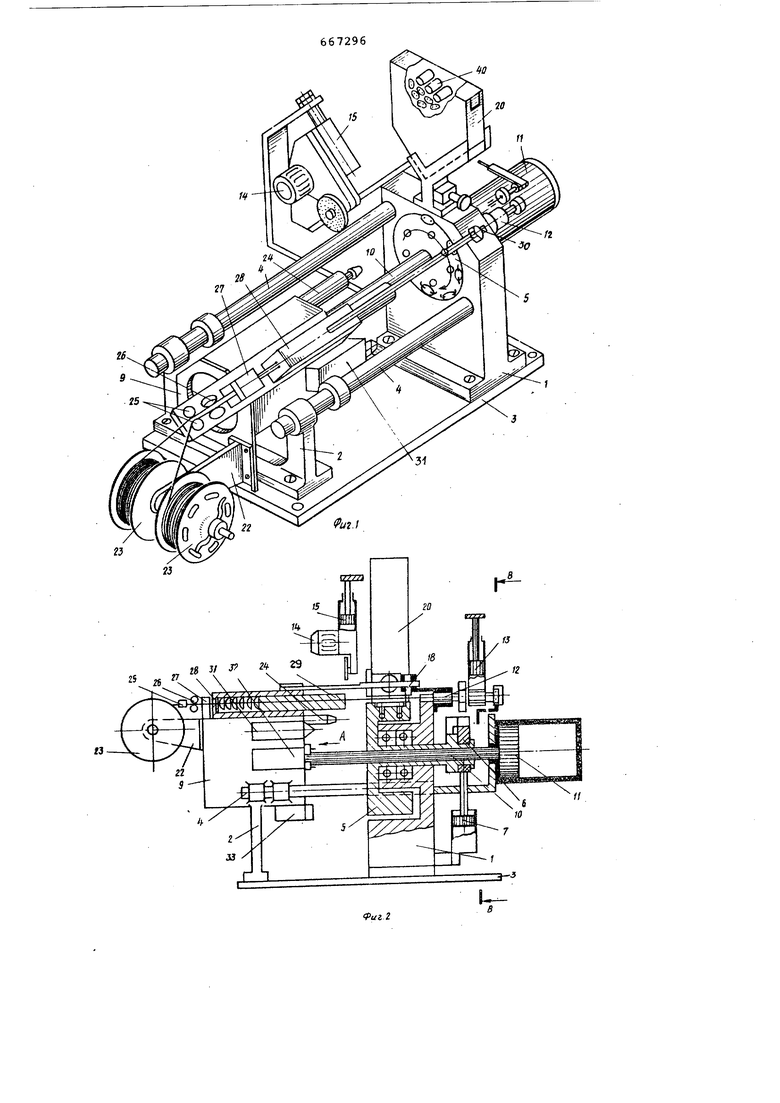
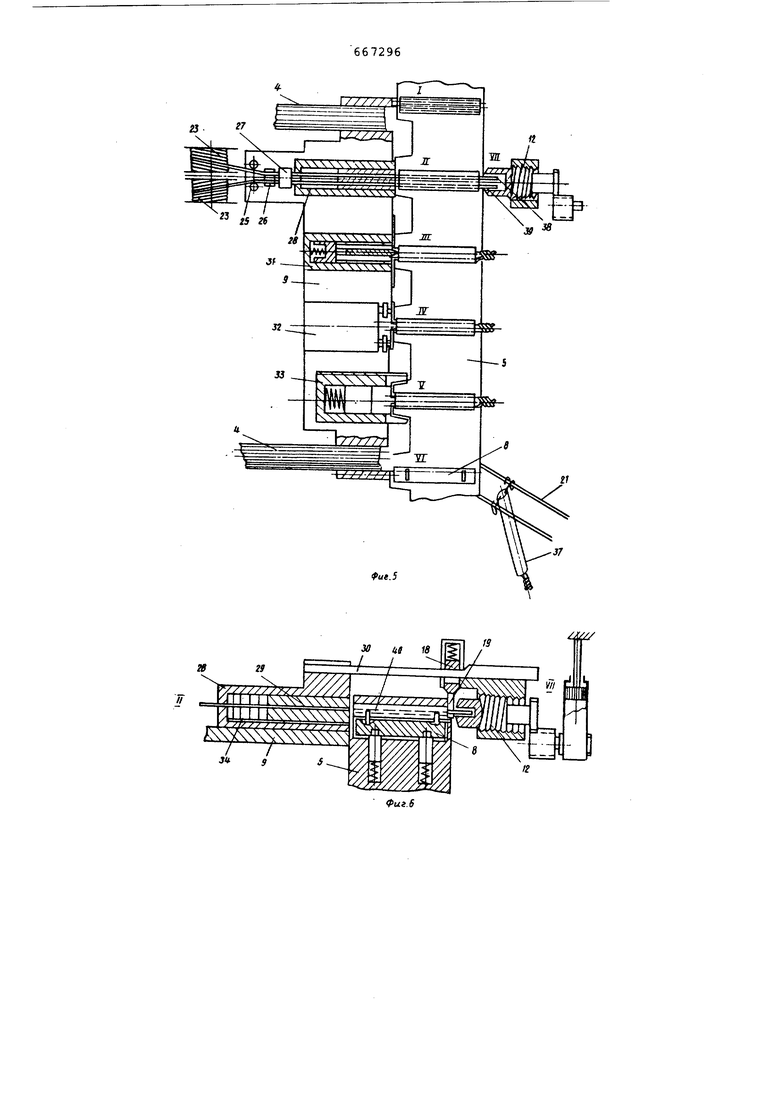
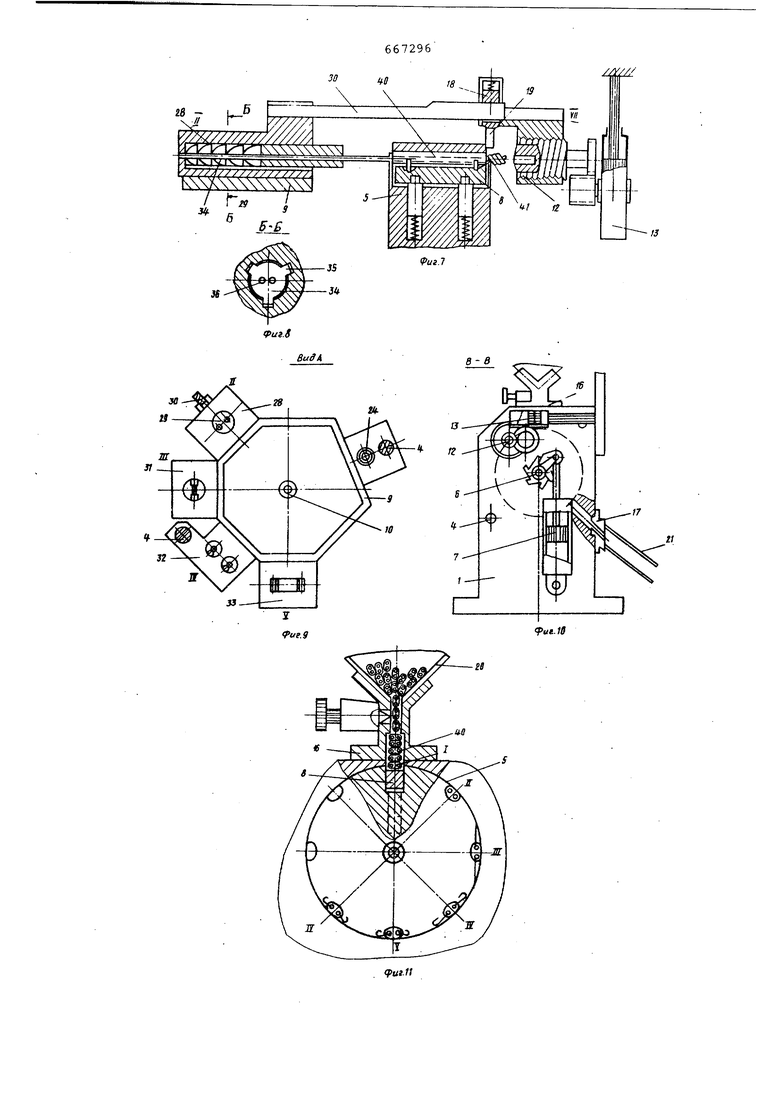
0 с механизмом продевания проволок установлены механизмы ориентации, рихтовки и подачи проволоки, а на других соответственно механизь л загибки и скручивания. Кроме того, устройство снабжено ограничителем, расположенньзм перед механизмом скручивания и выполненным в виде подпружиненного штыря, связанного с суппортом посредством плас тины - копира. На фиг. 1 показано устройство для Изготовления изделий из проволоки, общий вид; на фиг. 2 схема расположения механизма с частичными вкрываида; на фиг. 3 - развертка суппорта по осям механизмов в исходном положении; на фиг. 4 - развертка ба рабана по осям изделий в исходном положении; на фиг. 5 - развертка суппорта и барабана в рабочем положении, соответственно по осям испол нительных механизмов и изготовляемы изделий; на фиг. б - продольный раз рез по оси позиций И-УИ перед скручиванием; на фиг. 7 - продольный ра рез по оси позиций II-УН после скрут и концов горячего спая; на фиг. 8 - разрез по Б-Б на фиг. 7; На фиг. 9 - вид по стрелке А на; фиг. 2; на фиг. 10 - разрез по В-В на . 2; на фиг. 11 - вид барабана со стороны суппорта с вырывом по магазину (загрузочному бункеру) и механизму ориентации трубок; на фиг 12-17 - изготовляемая термопара на разных позициях обработки, общий ви Устройство для изготовления изде лий из проволоки включает, в себя стойки 1 и 2, соединенные между пли той 3 и скалками 4. В стойке 1 размещен вращающийся механизм 5 переноса изделий с позиции на позицию выполненный в виде барабана и соеди ненный через храповой механизм 6 с приводом 7. По периметру барабана в гнездах размещены подпружиненные постели 8. На .скалках 4 посажен подвижной в осевом направлении суппорт 9,выполненный в виде многогранника.Суппорт подсоединен к штоку 10 привода 11, укрепленного по отношению к суппорту на другой стороне стойки 1.При этом шток 10 проходит через пустотельЕй вал барабана 5. На зтой же стойке размещены механизм 12 скручивания с приводом 13, механизм отрезки 14 с приводом 15, механизм 16 ориентации огнеупорных трубок,механизм ориентации 17 готовых термопар механизм ограничения 18 с пальцем 1 На механизме 16 ориентации усТёйювлен В3с1имозаменяег«лй магазин (загрузочный бункер) 20 для огнеупо нЫх трубок, а к механизму ориентации 17 подсоединен склиз 21. На одной из торцовых граней суппорта 9 размещен кронштейн 22 с дву мя катушками 23 для термоэлектродны роволок, а на другой - фиксатор 24. а гранях по периметру суппорта устаовлены ориентирующие ролики 25, рихующие ролики 26, протяжной рихтуюий механизм подачи 27, механизм проавания проволок 28 с фильером 29 и опиром 30, а также механизмы 31, 32 33 последовательной формовки конов проволоки. 1ильер 29 подпЕ ужинен тарельчаЫ1 &1 пружинами 34 с выступами 35 для ориентации и двумя близко расположеныг«1 каналами 36. Устройство для изготовления издеий из проволоки предназначено преимущественно для изготовления термопар 37, состоящих из двух близко расположенных термоэлектродов 38 и 39, продетых че{)ез огнеупорную двухканальную трубку 4о. Горячий спай термопары образует скрутка 41, а холодный - фасонно загнутые концы 42 и 43. Устройство работает следующим образом. Перед его пуском осуществляются наладочные работы, связанные с установкой катушек 23 с термоэлектродами 38, 39, их протягиванием в исходное положение, а также заполнением сменного магазина 20 двухканальныкм трубками 40 и их установкой в исходное положение на поз.Т. Затем нажатием кнопки пуск включается привод 11 суппорта 9, и в дальнейшем устройство работает в автематическом цикле по описанной ниже схеме. Пневмопривод 7 через храповой механизм 6 поворачивав многопозиционный барабан 5 на 1/2 часть оборота, подавая тем caNtJM двухкангшьную трубку 40 на позицию II. В конце своего хода пневмопривод 7 выдает команду на включение привода 11 прямого движения (т.е. сближение с барабаном) суппорта 9. При прямом движении суппорта 9 исполнительные MexaHH3Ne i, установлен.ные на нем, одновременно совершают следующие операции: на позиции 11 механизм продевания проволок 28 продевает два электрода 38 и 39 одновременно через двухканальную трубку 40, а также в паз захвата механизма 12 скручивания, находящегося на позиции УП; на позиции Ш механизм разгибки 31 разгибает две проволоки одновременно под углом 90°в разные стороны каждую; на позиции 1У механизм изгиба 32 изгибает одновременно две проволоки на угол 189 кг ждую; на позиции У механизм изгиба 33 придает электродам термопары конечную форму холодного спая 42, 43; на позиции У1 механизм ориентации 17 ориентирует термопару 37 в нужном полохолоджении по полярности концов
ного спая и последняя по склизу 2 под действием силы тяжести опускается на место упаковки; на позиции 1( , находящейся на одной оси с позицией К, но с противоположной стороны многопозиционного барабана 5, механизм ограничения 18 с помощью копира 30 опускает палец 19 между двух концов проволок, продетых через двухканальную трубу 40.
В конце прямого движения суппорт 9 дает команду приводу 13 механизма скручивания 12 и последний на позиции VI/ скручивает концы термоэлектродов, образуя скрутку 41 (горячий спай ). При этом захват механизма скручивания 12 скользит по скрутке 41, освобождая ее, и своим конечным входом подает команду приводу 11 на обратный ход суппорта 9. При обратном ходе суппорта 9 двухканальная трубка 40 удерживается в постели 8 многопозиционного барабана 5, а проволоки удерживаются в двухканальной трубке 40 скруткой 41. При этом проволоки, зажатые механизмом 27, натягиваются, выравниваются и сматываются с катушек 23, а копир 30, укрепленный на суппорте 9, поднимает палец 19, освобождая концы скрученных проволок.
Фильер 29 механизма продеваний проволок 28 при обратном движении суппорта 9 остается неподвижным, пока суппорт 9 не пройдет расстояние, равное разности между длиной заготовки проволок и развернутой длиной их загибаемых концов. После чего фильер 29 вместе с суппортом 9 проходят расстояние, равное разветнутой длине загибаемых концов, останавливаются, и -суппорт 9 конечным ходом дает команду на включение привода 15 меанизма 14 отрезки. Последний отрезает концы проволок, используя при этом фильер 29 как упор, предотвращающий их от прогибания, а обратшлм ходом дает команду приводу 7 на поорот многопозиционного барабана 5 а 1/2 часть.
При этом двухканальная трубка 40 переносится многопозиционным барабаном 5 с поз. I на поз. И , готовая термопара 37 вьщается с поз, VI на ме- . ханизм ориентации 17 готовых изделий а каждая из заготовок, находящихся а других позициях-II-III-IV-V, переноится соответственно на следующие озиции.
При остановке многопозиционного барабана 5 из магазина 20 через механизм ориентации 16 на поз. / выдается следующая двухканальная трубка 40. Конечным ходом привод 7 поворота многопозиционного барабана 5 дает команду на включение привода 11 прямого хода суппорта 9, и цикл повторяется.
Изобретение позволяет увеличить производительность труда, выпускать
0 изделия лучшего качества и расширить их ассортимент.
Формула изобретения
5
1. Устройство для изготовления изделий из проволоки, содержащее смонтированные на станине и кинематически связанные между собой механизмы подачи проволоки, рихтовки,
0 резки, загибки и скручивания, механизм переноса изделий с позиции на позицию, выполненный в виде поворотного барабана, а также механизм ориентации и загрузочный бункер, от5личающееся тем, что, с целью повышения производительности и расширения ассортимента изготовляемых изделий, оно снабжено расположенным соосно с механизмом переноса
0 изделий подвижным в осевом направлении суппортом и размещенным на суппорте механизмом продевания проволок, выполненным в виде ориентированного фильера с двумя каналами, а суппорт
5 выполнен в виде многогранника, на одной грани которого соосно с механизмом продевания проволок установлены механизмы ориентации, рихтовки и подачи проволоки, а на других соответственно механизмы загибки и
0 скручивания.
2. Устройство ПОП.1, ОТЛИчающеес я тем, что, сцелью повышения качества изготавливаемых изделий оно снабжено ограничителем,
5 расположенным перед механизмом скручивания и выполненным в виде подпружиненного штыря, связанного с суппортом посредством пластины - копира.
0
Источники информации, принятые во внимание при экспертизе.
1.Авторское свидетельство СССР №366909, кл. В 21 F 1/00, 1970.
2.Авторское свидетельство СССР
5 №161032, кл. В 21 F 11/00, 1951.
tt
(ue.5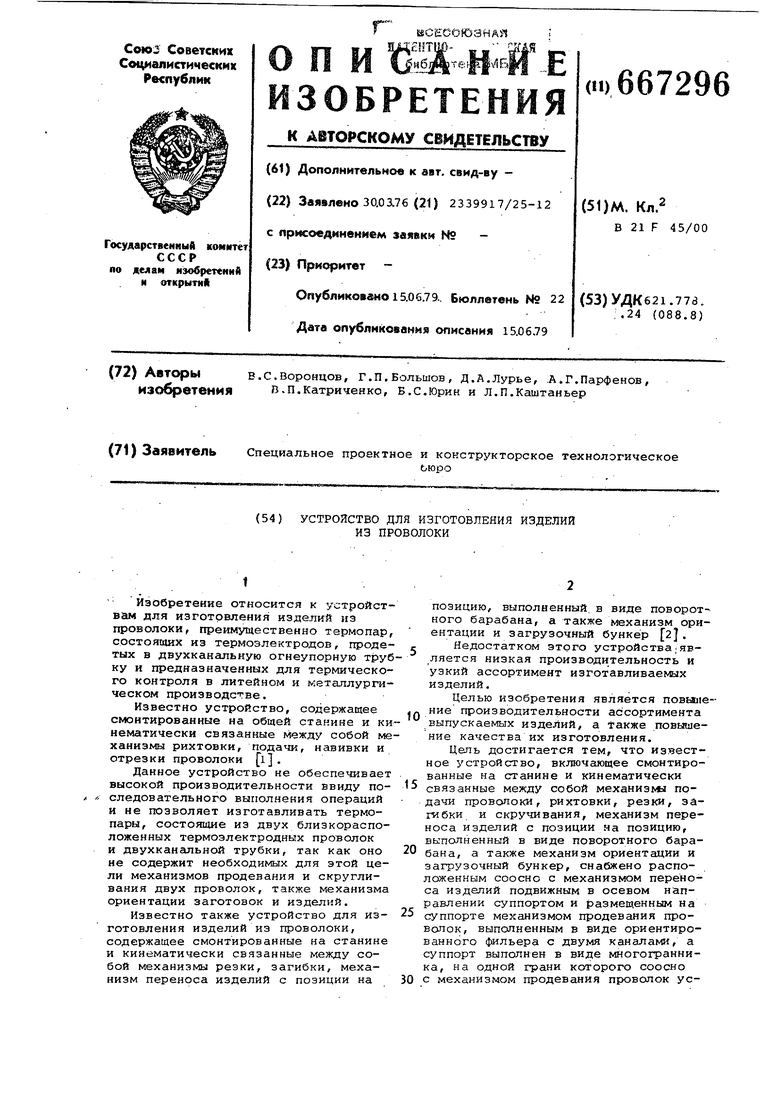

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления термопар | 2022 |
|
RU2781399C1 |
| Устройство для изготовления термопар | 2023 |
|
RU2812459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕГО СПАЯ ТЕРМОПАРЫ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2399893C1 |
| Способ изготовления высокотемпературной термопары | 1990 |
|
SU1812447A1 |
| Способ изготовления высокотемпературной термопары | 1989 |
|
SU1647282A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ | 1987 |
|
SU1840356A1 |
| СИСТЕМЫ ОХЛАЖДЕНИЯ ТОРМОЗНОГО МЕХАНИЗМА С СЕРВОДЕЙСТВИЕМ И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2221944C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ КЕРАМИЧЕСКИХ ТЕРМОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕТРИИ ИЗ НИТРИДОВ ЭЛЕМЕНТОВ ПОДГРУПП ТИТАНА И ВАНАДИЯ МЕТОДОМ ОКИСЛИТЕЛЬНОГО КОНСТРУИРОВАНИЯ | 2021 |
|
RU2759827C1 |
| Устройство для изготовления проволочной сетки | 1985 |
|
SU1397130A1 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |

/7«. /-JT
W
