Изобретение относится к области термометрии и может быть использовано для изготовления термопар.
Известен способ изготовления термопар, при котором диффузионной сваркой сваривают встык торцами два прутка из разных металлов или сплавов. Токарным резцом снимают слой соединенных металлов так, чтобы сварной шов был расположен вдоль полученной ленты (МПК G01 K7/02, патент RU № 2114404 С1 от 27.06.1998г.). Полученную ленту проковывают, прокатывают и вырезают из нее термопару.
Недостаток известного способа заключается в высокой трудоемкости технологического процесса, а также в том, что необходимо иметь для изготовления термопары сложное и дорогостоящее технологическое оборудование.
Также известен способ, при котором концы двух проводников из разных сплавов диаметром 0,3мм сплющивают до толщины 9-10 мкм и на месте спая соединяют с помощью точечной сварки (МПК G01 K 7/02, патент RU № 2539999 C1 от 18.06.2013г.).
Недостатком этого способа является то, что при сплющивании проводника диаметром 0,3мм до толщины 9-10 мкм получается лента шириной 7-8 мм, что налагает конструктивные ограничения на использование термопары. Кроме этого, термопара имеет низкую прочность.
Кроме этого, известен способ изготовления термопары, включающий скручивание проволочных электродов между собой с образованием точек контакта с последующим пропусканием по термоэлектродам импульса тока достаточного для спаивания мест контакта (МПК G01 K7/02, патент RU № 2079823 С1 от 18.07.1994г.)
Недостатком этого способа является большой размер спая, снижающий точность и увеличивающий инерционность термопары. Сварка спая контактным способом приводит к образованию окислов металлов, что увеличит неоднородность и сопротивление спая.
Наиболее близким по техническому решению является способ изготовления термопары, включающий предварительное скручивание проволочных электродов, состоящих из разных металлов, предварительное нанесение перед скруткой на поверхность электродов на длину спая слоя пластичного металла, пропитывание поверхностного слоя электродов расплавом жидкого металла покрытия, установку теплоотводящего зажима и сваривание конца скрутки плавлением проволочных электродов (Авт.свид. RU МПК G01 K7/02 №1224610, 17.10.1984).
Недостатком этого способа является, в частности, то, что спай проволочных электродов, покрытых слоем пластичного металла, противоречит основным требованиям, предъявляемых к спаям термопар (Геращенко О.В., Федоров В.Г. Тепловые и температурные измерения: Справочное руководство. Киев, Наукова думка, 1965, с.9), а именно: зона неоднородности, образующаяся в спае, должна быть минимальной, при этом из-за введения в спай дополнительного металла покрытия увеличивается структурная неоднородность спая. Кроме этого, введение дополнительного металла в зону спая может провоцировать уменьшение химической стойкости спая по сравнению с химической стойкостью материалов термоэлектродов. Помимо этого, может уменьшаться прочность спая за счет провоцирования материалом покрытия межкристаллитной эрозии в материалах термоэлектродов, а также образования интерметаллидов в зоне спая. Интерметаллиды являются хрупкими соединениями и, как правило, являются центрами концентрации напряжений, трещинообразования и дальнейшего разрушения материала. Сварка оплавлением вылета термоэлектродов приведет к образованию окислов металлов, что увеличит неоднородность и сопротивление спая. Металлическое покрытие термоэлектродов может служить дополнительным припоем, что при сваривании концов термоэлектродов приведет к увеличению размеров спая (королька) и припаиванию термоэлектродов к теплоотводящему зажиму, что увеличивает процент брака. Увеличение размеров спая приводит к снижению точности термопары и увеличению её инерционности. Технологический процесс изготовления термопары является сложным, трудоемким, дорогим и трудновоспроизводимым.
Задачей, на решение которой направлено предлагаемое изобретение, является:
- увеличение чувствительности и уменьшение инерционности термопары;
- упрощение технологического процесса изготовления термопар;
- увеличение производительности изготовления термопар;
- уменьшение себестоимости изготовления термопар.
Указанная задача решается тем, что предложен:
1. Способ изготовления термопар, включающий скручивание двух проволочных электродов из разных металлов между собой и их сваривание в месте скрутки плавлением, отличающийся тем, что проволочные электроды размещают в полых каналах осесимметричных двухканальных держателей, размещенных между собой на заданном расстоянии, и фиксируют проволочные электроды от осевого перемещения относительно держателей, скручивают электроды между держателями при осевом вращении одного из них или обоих посредством разнонаправленного осевого вращения, прилагают к скрутке осевое растягивающее усилие, в место скрутки подают технологический газ, а на скрутку подают лазерный импульс и формируют в пятне контакта первичный спай из жидкого металла проволочных электродов, который посредством растягивающего усилия разделяют на два вторичных спая с формированием на скрутках электродов сферических корольков.
2. Способ изготовления термопар по п.1, отличающийся тем, что в качестве технологического газа используют смесь аргона с водородом.
На фиг.1, фиг.2, фиг.3, фиг.4 и фиг.5 представлены чертежи, иллюстрирующие представленное техническое решение, где:
- фиг.1 – схематически представлено пропускание двух термоэлектродов 1, 2 через полые каналы осесимметричиных держателей 3;
- фиг.2 – схематично представлено фиксирование термоэлектродов фиксаторами 4 от осевого перемещения относительно каналов держателей;
- фиг.3 – схематически представлена скрутка 5 термоэлектродов в зазоре между держателями и прикладывание к скрутке осевого растягивающего усилия;
- фиг.4 – схематически представлена подача технологического газа на область скрутки, лазерного импульса на скрутку и формирование в пятне контакта первичного жидкого спая 6 из жидкого металла;
- фиг.5 – схематически показано разделение под действием растягивающего усилия первичного жидкого спая на два вторичных жидких спая 7 и 8 с последующим формированием на скрутках электродов сферических корольков.
Пример. Разработан способ изготовления термопар для теплопрочностных испытаний. Для сварки термоэлектродов применялась лазерная установка ЛАТ-С-300. В качестве термоэлектродов использовалась проволока из хромеля и алюмеля (ГОСТ 1790-2016 Межгосударственный стандарт. Проволока из сплавов хромель, алюмель, копель и константан для термоэлектродов термоэлектрических преобразователей) диаметром 0,2 мм. Предварительно проволока пропускалась через осесимметричные двухканальные держатели 3. Далее термоэлектроды 1 и 2 фиксировались от осевого перемещения относительно держателей 3 посредством фиксаторов 4. После этого осесимметричным держателям 3 придавалось разнонаправленное осевое вращение и в зазоре между ними формировалась скрутка 5 из термоэлектродов. К полученной скрутке 5 прикладывалось растягивающее усилие. Далее в зазор между держателями, на скрутку из термоэлектродов подавался технологический газ. В качестве технологического газа применялась смесь газовая ТУ 2114-002-45905715-2015 аргон (99% Ar) + водород (1% Н2). После этого на скрутку подавался лазерный импульс, в результате чего формировалось пятно контакта с последующим образованием первичного жидкого спая 6 из расплавленных металлов термоэлектродов. Под действием растягивающего усилия в центре первичного жидкого спая 6 происходит разделение на два вторичных жидких спая 7 и 8 и разведение зафиксированных в держателях термоэлектродов в противоположные стороны. Под действием сил поверхностного натяжения два вторичных жидких спая приобретают сферическую форму, далее охлаждаются и затвердевают. Процесс формирования первичного жидкого спая 6 и вторичных жидких спаев 7 и 8 и их охлаждение происходят в среде инертного газа, что уменьшает образование окисных пленок, а это улучшает гомогенность спая.
В качестве технологического газа применялась смесь газовая, состоящая из 99% аргона (Ar) и 1% водорода (Н2). Содержащаяся в газовой смеси добавка водорода позволяет практически полностью восстановить образовавшиеся в результате расплавления термоэлектродов окислы металлов и, тем самым, улучшить качество спая.
В результате разделения первичного спая на две части, вторичные спаи полученных двух термопар имеют малую массу и размеры, что повышает чувствительность термопар и снижает их инерционность.
Завершающей операцией является ослабление фиксаторов 4 и извлечение готовых двух термопар из держателей.
Технологический процесс обладает хорошей повторяемостью, что доказано изготовлением большого количества термопар. Кроме этого, технологический процесс не требует дорогостоящего технологического оборудования и имеет высокую производительность, поскольку за один технологический цикл изготавливаются две термопары. Также себестоимость полученных по данному способу термопар снижается практически в два раза, поскольку расходные материалы и ресурсы (инертный газ, вода, электричество, подготовительно-заключительное время и т.д.) расходуются на изготовление не одной, а одновременно двух термопар.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления термопар | 2023 |
|
RU2812459C1 |
| Способ изготовления термопар и устройство для его осуществления | 2023 |
|
RU2827345C1 |
| Способ и устройство для изготовления термостолбиков | 2023 |
|
RU2821245C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ ИЗ МАТЕРИАЛОВ С РАЗЛИЧНЫМИ ФИЗИКО-МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1993 |
|
RU2072286C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПАРЫ | 1994 |
|
RU2079823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕГО СПАЯ ТЕРМОПАРЫ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2399893C1 |
| Способ изготовления высокотемпературной термопары | 1989 |
|
SU1647282A1 |
| Устройство для сваривания встык тонких термопарных проводов | 2017 |
|
RU2674554C1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1236331A1 |
| Способ изготовления высокотемпературной термопары | 1990 |
|
SU1812447A1 |

Изобретение относится к области термометрии и может быть использовано для изготовления термопар. В способе изготовления термопар скручивают два проволочных электрода, состоящих из разных металлов, между собой и сваривают между собой в месте скрутки плавлением. Предварительно проволочные электроды пропускают через две осесимметричные двухканальные фильеры и фиксируют проволочные электроды от осевого перемещения относительно фильер, затем производят скручивание проволочных электродов в зазоре между фильерами, прилагают к скрутке осевое растягивающее усилие, подают на скрутку лазерный импульс для формирования в пятне контакта первичного спая из жидкого металла проволочных электродов и, далее, производят разделение полученного жидкого спая на два вторичных спая с последующим формированием на скрутках сферических спаев (корольков). Кроме того, формирование первичного и вторичного спаев проводят в инертном газе, а в качестве инертного газа используют смесь аргона с водородом. Техническим результатом предлагаемого изобретения является увеличение чувствительности и уменьшение инерционности термопар, упрощение технологического процесса изготовления, увеличение производительности изготовления и уменьшение себестоимости. 1 з.п. ф-лы, 5 ил.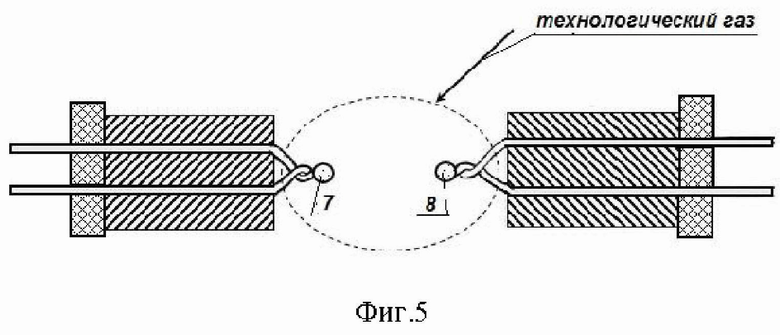
1. Способ изготовления термопар, включающий скручивание двух проволочных электродов из разных металлов между собой и их сваривание в месте скрутки плавлением, отличающийся тем, что проволочные электроды размещают в полых каналах осесимметричных двухканальных держателей, размещенных между собой на заданном расстоянии, и фиксируют проволочные электроды от осевого перемещения относительно держателей, скручивают электроды между держателями при осевом вращении одного из них или обоих посредством разнонаправленного осевого вращения, прилагают к скрутке осевое растягивающее усилие, в место скрутки подают технологический газ, а на скрутку подают лазерный импульс и формируют в пятне контакта первичный спай из жидкого металла проволочных электродов, который посредством растягивающего усилия разделяют на два вторичных спая с формированием на скрутках электродов сферических корольков.
2. Способ изготовления термопар по п.1, отличающийся тем, что в качестве технологического газа используют смесь аргона с водородом.
| Способ изготовления горячего слоя термопары из тугоплавких материалов | 1984 |
|
SU1224610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПАРЫ | 1994 |
|
RU2079823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПАРЫ | 2013 |
|
RU2539999C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВИБРАЦИИ | 1994 |
|
RU2114402C1 |
| JP 08075170 A, 19.03.1996 | |||
| Способ определения проницаемости полимерных покрытий бетонных или железобетонных образцов | 1981 |
|
SU989393A1 |

