Изобретение относится к термометрии и может быть использовано для изготовления термопар из тугоплавких металлов и их сплавов.
Цель изобретения - повышение эксплуатационной надежности высокотемпературной термопары за счет уменьшения зоны охрупчивания.
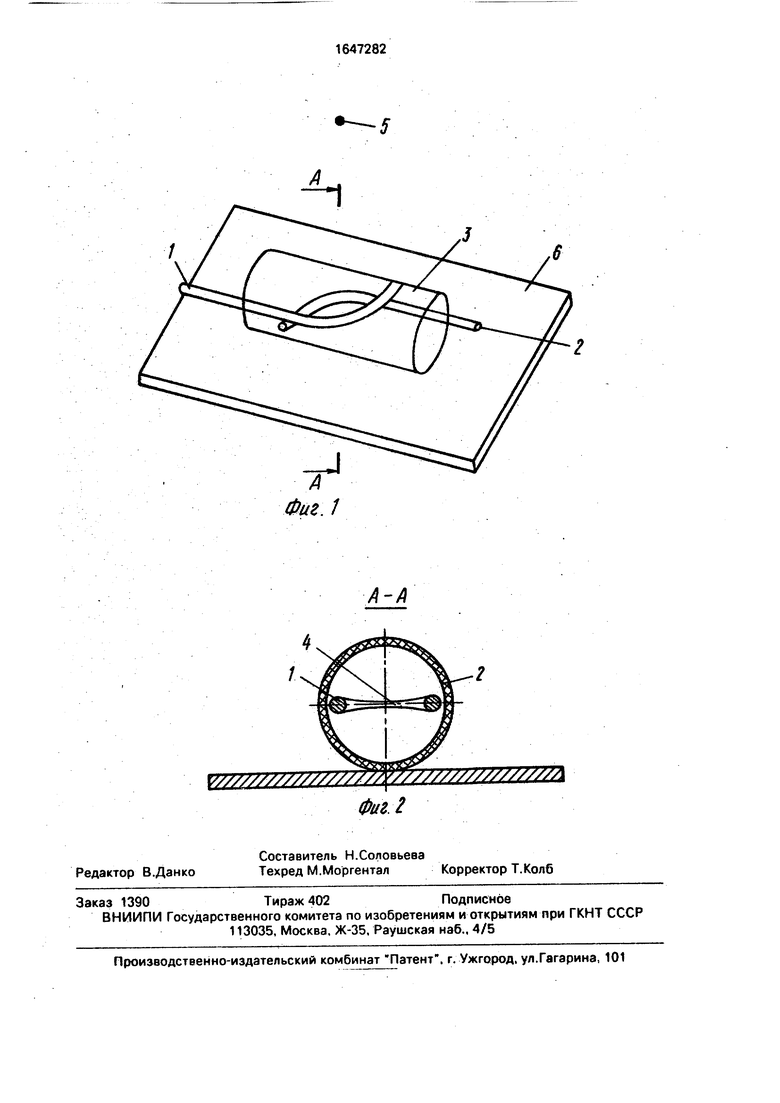
На фиг.1 показана термопара, изготовленная по предложенному способу; на фиг.2 - сечение А-А на фиг. 1.
Обозначения, принятые на фиг.1.2:1,2 - термоэлектроды, 3 - защитная кварцевая оболочка. 4 - рабочий спай, 5 - источник лазерного излучения 6 - отражающая зеркальная поверхность.
Способ изготовления высокотемпературной термопары реализуют следующим образом.
Термоэлектроды 1 и 2 скручивают с зазором, помещают в защитную кврацепую оболочку 3 с касанием ее внутренней стенки хотя бы одного термоэлектрода, что необходимо для снижения тепловой инерции термопары (в примере конкретного выполнения используют рольфрам-рение- вые термоэлектроды из сплавов ВР 5 и ВР 20 диаметром 0,3 мм; величина зазора скрутки составляет 0.1-0,15d, где d - диаметр термозлектродной проволоки). Полость кварцевой оболочки 3 продувают защитным га.зом (например, смесью Аг+Не (80+20%),и
о 1
KD 00 Ю
одновременно с продувкой герметизируют ее за счет локального разогрева торцов внешним плазменным источником и деформирования обжатием при достижении температуры размягчения и начала плавления кварца
Затем устанавливают герметизированную оболочку 3 на отражающую зеркальную поверхность 6 таким образом, чтобы поток излучения от лазерного источника 5 был направлен перпендикулярно к зазору скрутки термоэлектродов 1 и 2. Это формирует сварной рабочий спай 4, Сварку производят расфокусированным лазерным излучением (диаметр пятна 1 мм, частота пульсации f 1 /4, фокусное расстояние мм). Высокая температура плавления кварцз и хорошие оптические свойства способствуют передаче излучения лазера практически без потерь через оптически прозрачный кварц без его заметного нагрева.
Часть потока излучения нагревает поверхности термоэлектродов 1 и 2, а часть потока проходит в зазор между витками скрутки, отражается от зеркальной поверхности 6 и выводится в зазор, вызывая допол- нительный эффект нагрева, Двойной зеркальный эффект (отражение части излучения прямого пучка от боковых поверхностей термоэлектродов и обратного пучка от зеркальной поверхности) концентрирует тепловую энергию излучения в зазоре витков скрутки до момента образования жидкой металлической фазы, перекрывающей зазор. Образование локального объема расплавления происходит более интенсивно, что благоприятно сказывается на уменьшении областей хрупкости, поскольку расплавление проволок происходит с двух сторон одновременно.
Жесткие режимы сварки и влияние све- толовушек (двойной зеркальный эффект) способствует высокой интенсивности сварки. Для уменьшения этого явления используется принцип регулирования плотности мощности излучения в световом пятне и диаметра пятна за счет расфокусировки излучения, которую осуществляют перемещением
свариваемых деталей под фокальную плоскость объектива.
Относительно большая площадь фокусного пятна (диаметром 1 мм) позволяет получить достаточно развитую зону оплавления со слабо выраженной границей раздела, которая образуется при преимущественном оплавлении менее тугоплавкого металла более тугоплавким и смачивании им более тугоплавкого.
Наличие двух светоловушек и двустороннего одновременного образования объемов расплавления требует меньшей энергии излучения по сравнению с односторонней сваркой. Силы поверхностного натяжения жидкой фазы п-ри расфокусировке излучения и двустороннем оплавлении термоэлектродов препятствуют выбросу расплавленного металла, способствуют
удержанию объема расплава в зазоре между витками скрутки, что благоприятно сказывается на формировании шва и зоны термического влияния.
Малые зоны хрупкости способствуют
уменьшению погрешности измерения за счет неоднородности свойств термоэлектродов по их длине. Наличие литой зоны гарантирует постоянный механический контакт между термоэлектродами в рабочем
спае за весь срок службы термопары. Формула изобретения Способ изготовления высокотемпературной термопары, включающий размещение термоэлектродов, скрученных в месте
образования рабочего спая, в защитную кварцевую оболочку, сварку термоэлектродов между собой и с оболочкой, заполнение оболочки защитным газом с последующей ее герметизацией, отличающийся тем,
что, с целью повышения эксплуатационной надежности термопары, скручивание термоэлектродов осуществляют с образованием зазора между ними, после герметизации защитной кварцевой оболочки ее укладывают на отражающую зеркальную поверхность, а сварку термоэлектродов проводят после укладки расфокусированным лазерным излучением, направляемым перпендикулярно в зазор скрутки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ КЕРАМИЧЕСКИХ ТЕРМОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕТРИИ ИЗ НИТРИДОВ ЭЛЕМЕНТОВ ПОДГРУПП ТИТАНА И ВАНАДИЯ МЕТОДОМ ОКИСЛИТЕЛЬНОГО КОНСТРУИРОВАНИЯ | 2021 |
|
RU2759827C1 |
| Способ изготовления высокотемпературной термопары | 1990 |
|
SU1812447A1 |
| Способ изготовления термопар | 2022 |
|
RU2781399C1 |
| Устройство для изготовления термопар | 2023 |
|
RU2812459C1 |
| Способ изготовления кабельной термопары | 1989 |
|
SU1696902A1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1236331A1 |
| Способ изготовления термопар и устройство для его осуществления | 2023 |
|
RU2827345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕГО СПАЯ ТЕРМОПАРЫ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2399893C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
Изобретение относится к термометрии и позволяет повысить эксплуатационную надежность термопар из тугоплавких металлов. Термозпектроды, скрученные с зазором, размещают в кварцевой оболочке, заполняемой защитным газом. После герметизации оболочки и укладки ее на отражатель осуществляют сварку термоэлектродов между собой и с оболочкой расфокусированным лазерным излучением, направляемым перпендикулярно в зазор скрутки. Наличие двух светоловушек (за счет отражения части лазерного излучения от боковых поверхностей гермоэлектродое и зеркальной поверхности) и двустороннего одновременного образования объемов расплавления вызывает более интенсивное образование локального объема расплавления. Время нахождения материала термозлектродов в температурном интервале хрупкости, а, соответственно, и размер зоны охрупчивания значительно сокращаются. 2 ил с/
4
| Способ изготовления рабочего спаяТЕРМОпАР из ТугОплАВКиХ МАТЕРиАлОВ | 1978 |
|
SU800691A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Высокотемпературная термопара | 1986 |
|
SU1408247A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
