Изобретение относится к области термометрии и может быть использовано для изготовления термопар из тугоплавких металлов и их сплавов.
Целью изобретения является повышение эксплуатационной надежности термопары при одновременном упрощении процесса ее изготовления, (
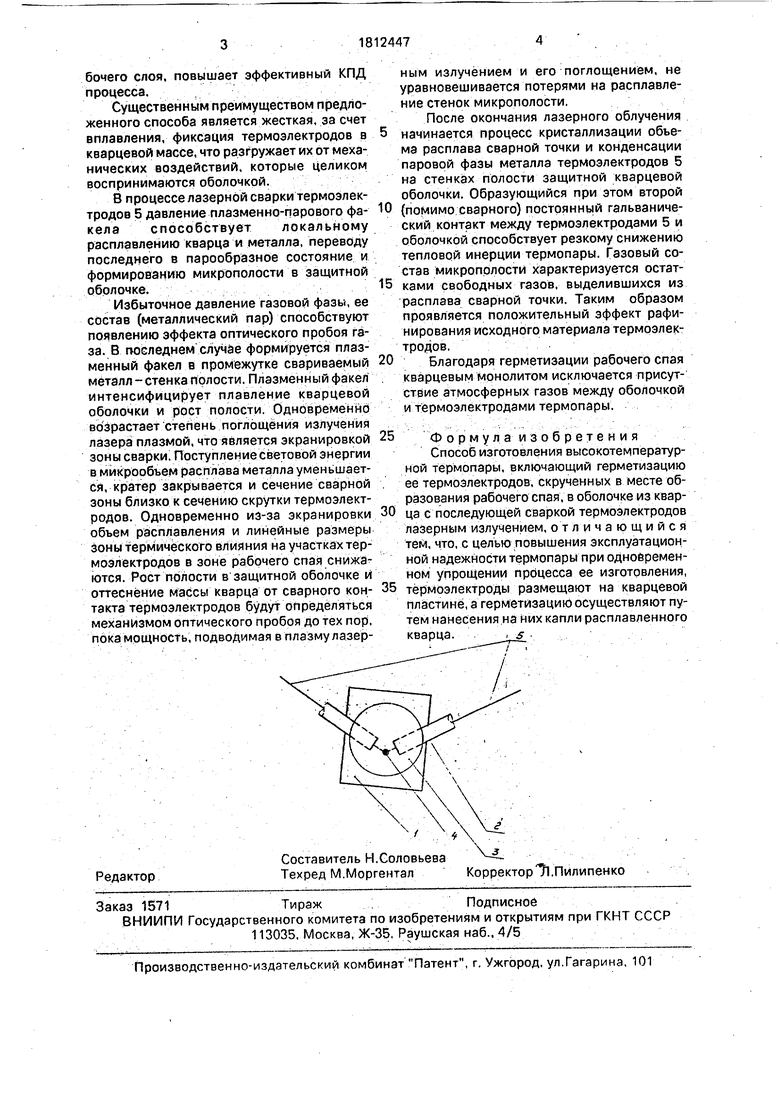
На чертеже изображена высокотемпературная термопара, изготовленная предлагаемым способом, где: 1 - кварцевая . пластинка, 2 - кварцевые трубки. 3 - капля из кварцевого стекла, 4 - рабочий спай термопары, 5 - термоэлектроды.
Способ осу щёствл я ют следующим образом, . v :. -.. ;:.. :::-::; .....-. : ; ,
На нарезанную для термоэлектродов 5 проволоку из тугоплавког о металла, например. ВР-5 и ВР-20, надевают кварцевые трубки 2. Свободные концы термоэлектро- дов 5 скручивают и образуют рабочий спай термопары 4. Собранную таким образом конструкцию укладывают на кварцевую пластинку 1. Далее на рабочий спай 4 термопары экструзивной дозировкой подают каплю 3 из жидкого кварцевого расплава/которая.
кристаллизируясь, сплавляет две кварцевые трубки 2, надетые на термоэлектроды 5, и кварцевую пластинку 1. При этом образуется прочная U-образная конструкция. Затем для обеспечения надежного гальванического контакта скрученных термоэлектродов 5 проводят сварку лазерным излучением в зазор скрутки..
Вследствие кратковременности воздействия ( гв 0,1+1 мс) лазерного луча при сварке, исходные структуры свариваемых металлов получают минимальные локальные повреждения (зона термического влияния 1,6- Юм).
Внутренние механические напряжения в термоэлектродах после лазерной сварки минимальны, что приводит к минимальным искажениям номинальной статической характеристики преобразования термопары.
Геометрическая форма, принятая закристаллизовавшейся кварцевой каплей под действием сил смачивания и поверхностного натяжения, обладает линзовым эффектом. Последний способствует менее энергоемкому ведению процесса сварки раw
Ј
00
ю
fc
V4
бочего слоя, повышает эффективный КПД процесса.
Существенным преимуществом предложенного способа является жесткая, за счет вплавления, фиксация термоэлектродов в кварцевой массе, что разгружает их от механических воздействий, которые целиком воспринимаются оболочкой.
В процессе лазерной сварки термоэлектродов 5 давление плазменно-парового факела способствует локальному расплавлению кварца и металла, переводу последнего в парообразное состояние и формированию микрополости в защитной оболочке.
Избыточное давление газовой фазы, ее состав (металлический пар) способствуют появлению эффекта оптического пробоя газа. В последнем случае формируется плазменный факел в промежутке свариваемый металл - стенка полости. Плазменный факел интенсифицирует плавление кварцевой оболочки и роет полости. Одновременно возрастает степень поглощения излучения лазера плазмой, что является экранировкой зоны сварки. Поступление световой энергии в мйкрообъем расплава металла уменьшается, кратер закрывается и сечение сварной зоны близко к сечению скрутки термоэлектродов. Одновременно из-за экранировки объем расплавления и линейные размеры зоны термического влияния на участках термоэлектродов в зоне рабочего спая снйжа ются. Рост полости в защитной оболочке и оттеснение массы кварца от сварного контакта термоэлектродов будут определяться механизмом оптического пробоя до тех пор. пока мощность, подводимая в плазму лазерным излучением и его поглощением, не уравновешивается потерями на расплавление стенок микрополости.
После окончания лазерного облучения
начинается процесс кристаллизации объема расплава сварной точки и конденсации паровой фазы металла термоэлектродов 5 на стенках полости защитной кварцевой оболочки. Образующийся при этом второй
{помимо сварного) постоянный гальванический контакт между термоэлектродами 5 и оболочкой способствует резкому снижению тепловой инерции термопары. Газовый состав микропрлости характеризуется остатками свободных газов, выделившихся из расплава сварной точки. Таким образом проявляется положительный эффект рафинирования исходного материала термрэлек- тродов.
Благодаря герметизации рабочего спая кварцевым монолитом исключается присутствие атмосферных газов между оболочкой и термоэлектродами термопары.
. Формул.а-изобретения
Способ изготовления высокотемпературной термопары, включающий герметизацию ее термоэлектродов, скрученных в месте образования рабочего спая, в обол очке из кварца с последующей сваркой термоэлектродов лазерным излучением, отличающийся тем, что, с целью повышения эксплуатационной надежности термопары при одновременном упрощении процесса ее изготовления,
тёрмоэлектроды размещают на кварцевой пластине, а герметизацию осуществляют путем нанесения на йих капли расплавленного кварца.,Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокотемпературной термопары | 1989 |
|
SU1647282A1 |
| Способ изготовления рабочего спаяТЕРМОпАР из ТугОплАВКиХ МАТЕРиАлОВ | 1978 |
|
SU800691A1 |
| Способ изготовления термопар | 2022 |
|
RU2781399C1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1236331A1 |
| Способ изготовления термопар и устройство для его осуществления | 2023 |
|
RU2827345C1 |
| Устройство для изготовления термопар | 2023 |
|
RU2812459C1 |
| Способ изготовления термопар | 1989 |
|
SU1688131A1 |
| Способ изготовления горячего слоя термопары из тугоплавких материалов | 1984 |
|
SU1224610A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ КЕРАМИЧЕСКИХ ТЕРМОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕТРИИ ИЗ НИТРИДОВ ЭЛЕМЕНТОВ ПОДГРУПП ТИТАНА И ВАНАДИЯ МЕТОДОМ ОКИСЛИТЕЛЬНОГО КОНСТРУИРОВАНИЯ | 2021 |
|
RU2759827C1 |
| Способ изготовления горячего спая термопары из тугоплавких материалов | 1987 |
|
SU1578512A1 |
Сущность изобретения: термоэлектро- Ды термопары скручивают в месте образования рабочего спая и размещают на кварцевой пластине. Осуществляют герметизацию путем нанесения на термоэлектроды в зоне их скрутки капли расплавленного кварца. Затем термоэлектроды сваривают лазерным излучением для образования надежного рабочего спая. 1 ил.
Редактор
Составитель Н.Соловьева Техред М.Моргентал
Заказ 1571Тираж ..;. Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Корректор Т1.Пилипенко
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ЛЕСОМАТЕРИАЛОВ | 1991 |
|
RU2029640C1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Способ изготовления высокотемпературной термопары | 1989 |
|
SU1647282A1 |
