I
Изобретение относится к литейному производству и может быть использовано при засыпке оболочковых форм сыпучим материалом.
Применяемые в литейиом производстве контейнеры для засыпки оболочковых форм неред заливкой не позволяют осуществлять процесс засыпки с большой скоростью.
Известен контейнер для засыпки литейных оболочковых форм, в котором форма помещается заранее между перегородками, а затем засыпаются сверху металлической дробью ll . Скорость заполнения такого контейнера определяется расходом дроби . через выходное отверстие бункера и временем падения дроби в контейнер, что в сумме не всегда удовлетворяет технические потребности, например |ри засьтке сильно переохлажденных форм, которые требуют практически мгновенной засыпки. Значительное время тратится также на предохранительные меры, предупреждающие попадание сыпучего материала внутрь формы черюз литниковое отверстие.
Целью изобретения является ускорение процесса упрочнения оболочковых форм и уменьшение возможности их засорения.
Цель достигается тем, что перегородки контейнера выполнены съемными.
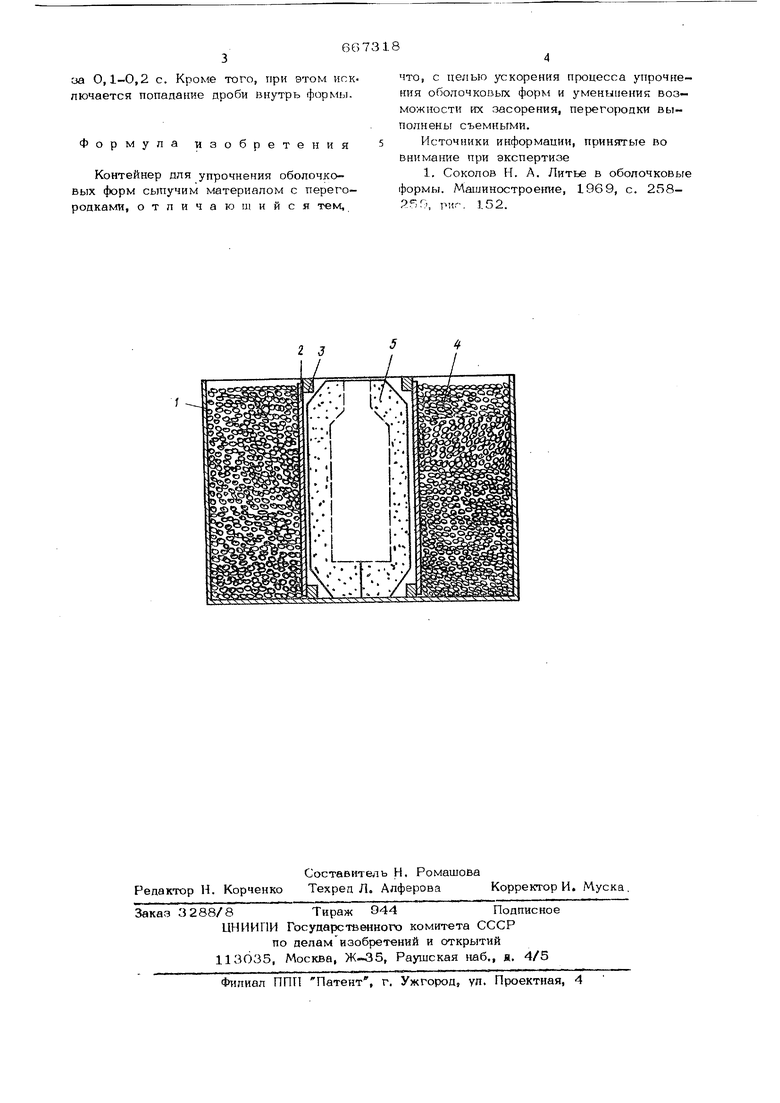
На чертеже изображен один из возможных вариантов контейнера в разрезе.
В корпусе 1 контейнера, нз1Ч)товленном, например, из листовой стали, вставивши съемные перетхзродки 2 из такого же материала, перекдащение которых навстречу друг другу ограничено упорами 3, жестко закрепленными на корпусе 1 контейнера. В боковые полости между стенками корпуса контейнера и перегородками помешен
5 сыпучий материал 4, например чугунная дробь. Собранная оболочковая форма 5 располагается между перегородками 2. Для упрочнения формы дробью достаточно извлечь перегородки, например, вверх (по чертежу). При этом форма окажется засыпанной дробью. Время засыпки в данном случае определяется скоростью извлечения перегородок, что может быть выполнено
за 0,1-0,2 с. Кроме того, при этом исключается попапание дроби внутрь формы.
Формула изобретения
Контейнер для упрочнения оболочковых форм сыпучим материалом с перегородками, отличающийся тем,
что, с целью ускорения процесса унрочнения оболочковых форм и уменыиеник возможности их засорения, перегородки выполнены съемными.
Источники информации, принятые во Внимание при экспертизе
1. Соколов Н. А. Литье в оболочковые формы. Машиностроение, 1969, с. 258250, риг. 152.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| УСТРОЙСТВО ДЛЯ ЗАСЫПКИ КОНТЕЙНЕРОВ СЫПУЧИМ МАТЕРИАЛОМ | 1973 |
|
SU395156A1 |
| Контейнер для заливки оболочковых форм | 1980 |
|
SU990404A1 |
| Опока для литья по выплавляемым моделям | 1979 |
|
SU831357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| СПОСОБ ЛИТЬЯ ОТЛИВОК | 2015 |
|
RU2645824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2001 |
|
RU2192937C1 |
| СПОСОБ УДАЛЕНИЯ ЛЕГКОПЛАВКОЙ МОДЕЛИ ИЗ ЛИТЕЙНОЙ ФОРМЫ | 2005 |
|
RU2381862C2 |
2 J
