Изобретение относится к области станкостроения.
По основному авт. свидгву № 254310 известно устройство для срезания центрового остатка на обрабатываемой детали, устанавливаемое в гнездо револьверной головки одношпиндельного автомата с приводным валом последней, содержащее державку с цанговым зажимом и привод. В державке известного устройства смонтирован полый шпиндель, снабженный со стороны обрабатываемой детали внутренними шлицами, на которые установлена подвижная зажимная втулка с цангой, а с противоположной стороны на этом шпинделе закреплена коническая шестерня, зацепляющаяся с коническим колесом, смонтированным на приводном валу револьверной головки и служащим для независимого от шпинделя , автомата постоянного вращения цанги с обрабатываемой деталью.
Целью изобретения является повь1шение надежности работы и улучшение качества путем компенсации несинхронности вращения шпинделя станка и устройства.
Для этого подвижная зажимная втулка состоит из двух установленных с возможностью взаимодействия зубчатых полумуфт.
Предложенное устройство изображено на чертеже.
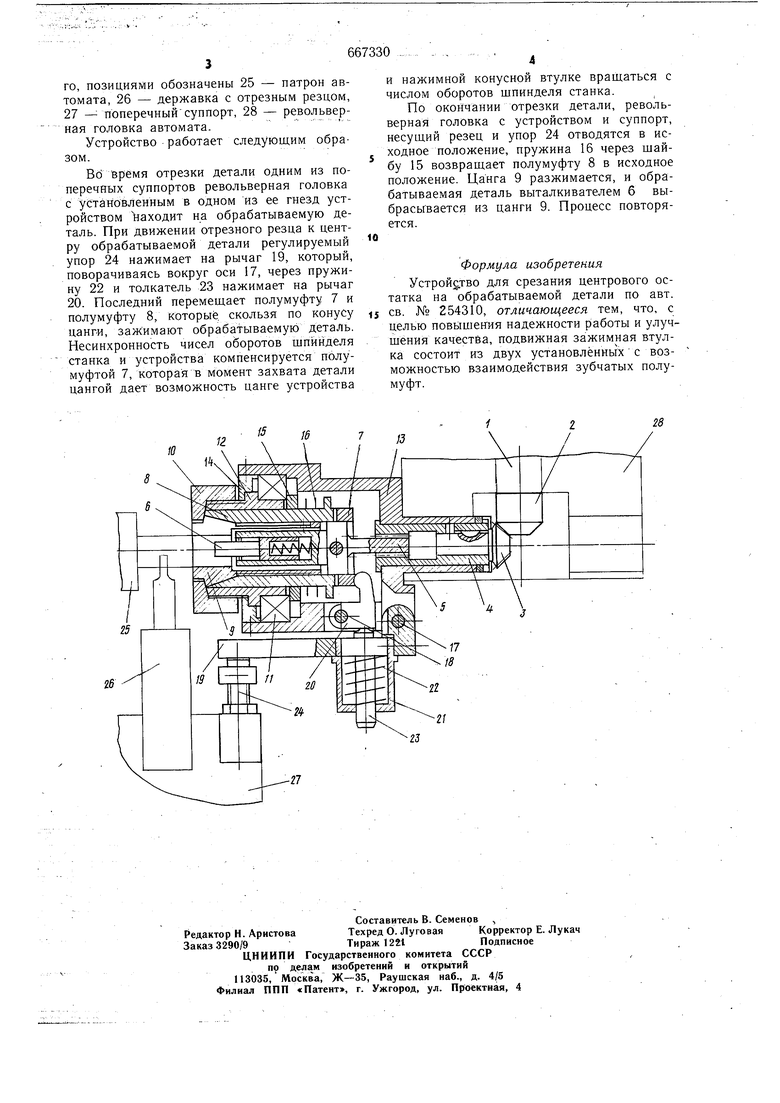
Приводной вал автомата 1 через конические шестерни 2 и 3 кинематически связан через втулку 4 с полым шпинделем 5, внутри которого расположен подпружиненный выталкиватель 6.
Подвижная зажимная втулка состоит из двух, установленных с возможностью взаимодействия, полумуфт 7 и 8. Полумуфта 8 воздействует на цангу 9. Цанга 9 закреплена гайкой 10. Подшипник 11 установлен на втулку 12 в отверстие корпуса 13 и закрепляется крышкой 14. Для отвода полумуфты 8 использована шайба 15 и пружина 16. На осях 17 и 18, укрепленных в корпусе, установлены рычаги 19 и 20. В отверстии рычага 19 укреплена втулка 21, в которой находится пружина 22 и толкатель 23. На суппорте станка установлен регулируемый упор 24. На чертеже кроме того, позициями обозначены 25 - патрон автомата, 26 - державка с отрезным резцом, 27 - поперечный суппорт, 28 - револьверная головка автомата. Устройство работает следующим образом. Bd время отрезки детали одним из поперечных суппортов револьверная головка с установленным в одном из ее гнезд устройством Находит на обрабатываемую деталь. При движении отрезного резца к центру обрабатываемой детали регулируемый упор 24 нажимает на рычаг 19, который, поворачиваясь вокруг оси 17, через пружину 22 и толкатель 23 нажимает на рычаг 20. Последний перемещает полумуфту 7 и полумуфту 8, которые, скользя по конусу цанги, зажимают обрабатываемую деталь. Несинхронность чисел оборотов щпинделя станка и устройства компенсируется полумуфтой 7, которая в момент захвата детали цангой дает возможность цанге устройства и нажимной конусной втулке вращаться с числом оборотов щпинделя станка. По окончании отрезки детали, револьверная головка с устройством и суппорт, несущий резец и упор 24 отводятся в исходное положение, пружина 16 через щайбу 15 возвращает полумуфту 8 в исходное положение. Цанга 9 разжимается, и обрабатываемая деталь выталкивателем б выбрасывается из цанги 9. Процесс повторяется. Формула изобретения Устрой5тво для срезания центрового остатка на обрабатываемой детали по авт. св. № 254310, отличающееся тем, что, с целью повыщения надежности работы и улучщения качества, подвижная зажимная втулка состоит из двух установлённьгх с возможностью взаимодействия зубчатых полумуфт.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СРЕЗАНИЯ ЦЕНТРОВОГО ОСТАТКА НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1969 |
|
SU254310A1 |
| Устройство для удаления центрового остатка на обрабатываемой детали | 1991 |
|
SU1813588A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU394167A1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
| Устройство для зенкования фаски | 1980 |
|
SU921685A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Державка для продольного обтачивания | 1982 |
|
SU1042890A1 |
| Загрузочное устройство | 1983 |
|
SU1144846A2 |
| Токарный станок-автомат | 1984 |
|
SU1199459A1 |
