Изобретение относится к станкостроению и может быть использовано для обработки конических сопряженных поверхностей на деталях газовой запорной арматуры.
Известны токарные станки, на которых конические поверхности обтачивают с помощью державки с резцом, установленной в револьверной головке с возможностью поворота вокруг оси, и копира, закрепленного на поперечном суппорте (Камышный М.И. и Стародубов В.С. Конструкции и наладка токарных автоматов и полуавтоматов. М.: Высшая школа, 1975, рис.211, с.273).
Недостатками станка являются низкая точность обработки, связанная с обработкой по копиру, сложность конструкции, необходимость замены копиров при смене изделия, сложность наладки станка на обработку сопряженных конических поверхностей.
Наиболее близким к изобретению является станок для обработки конических поверхностей (авт. св. N 1041222, кл. B 23 B 5/38, 1983), содержащий станину, шпиндельную головку с механизмом закрепления заготовки, продольный суппорт с резцедержателями. Причем станок снабжен закрепленным на суппорте пальцем, ось которого пересекается с осью шпинделя, и траверсой с направляющими, при этом один из резцедержателей установлен с возможностью перемещения на траверсе, а другой - с возможностью поворота на плите.
Недостатками станка являются низкая точность обработки, связанная с последовательной обработкой сопрягаемых конических поверхностей.
Целью изобретения является повышение точности обработки за счет одновременной обработки сопрягаемых поверхностей на деталях.
Это достигается тем, что станок для обработки конических сопрягаемых поверхностей, содержащий установленную на станине шпиндельную головку с механизмом закрепления заготовки, продольный суппорт с резцедержателями, расположенными под углом к оси шпинделя, снабжен двумя устройствами для зажима детали, установленными с двух торцов шпинделя, и механизмом одновременного отвода инструментов от обрабатываемых поверхностей деталей, выполненным в виде двуплечего рычага с закрепленными на его концах резцедержателями, расположенного на каретке суппорта с возможностью поворота его вокруг оси.
Сопоставительный анализ с прототипом показал, что заявляемый станок отличается наличием двух зависимых устройств, установленных с двух торцов шпинделя, и механизма одновременного отвода инструментов от обрабатываемых поверхностей деталей выполненного в виде качающегося двуплечего рычага этот признак не встречается в известных конструкциях, что позволяет сделать вывод о соответствии критерию "существенные отличия".
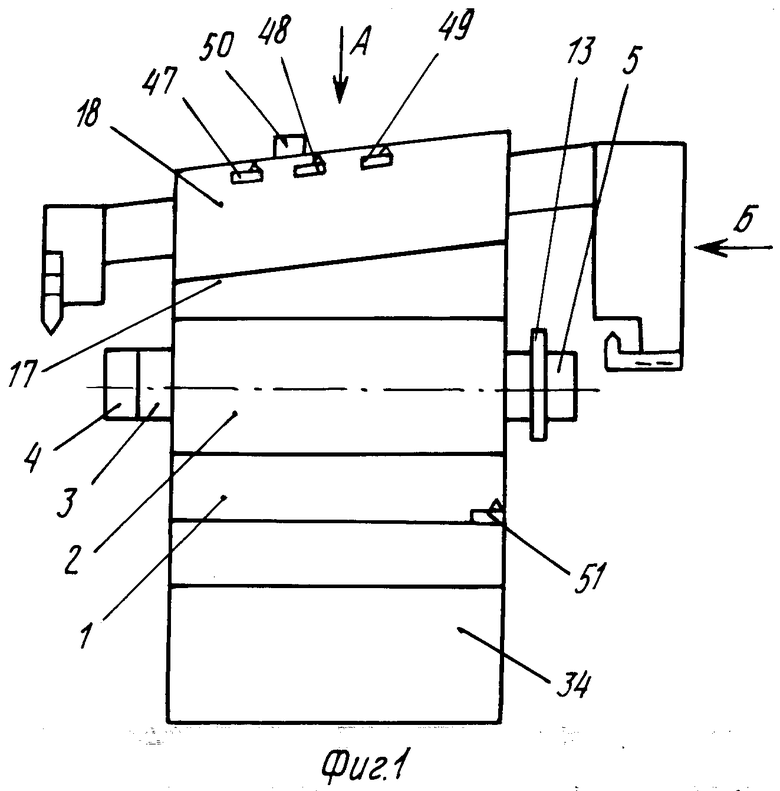
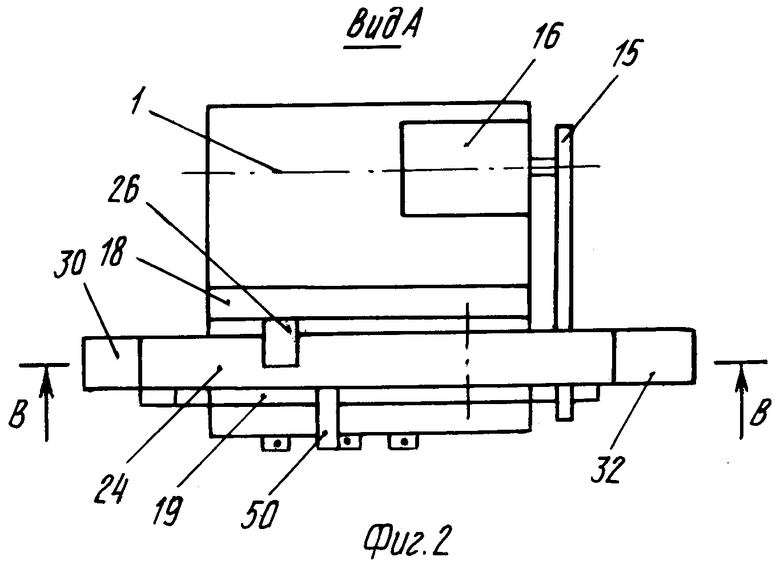
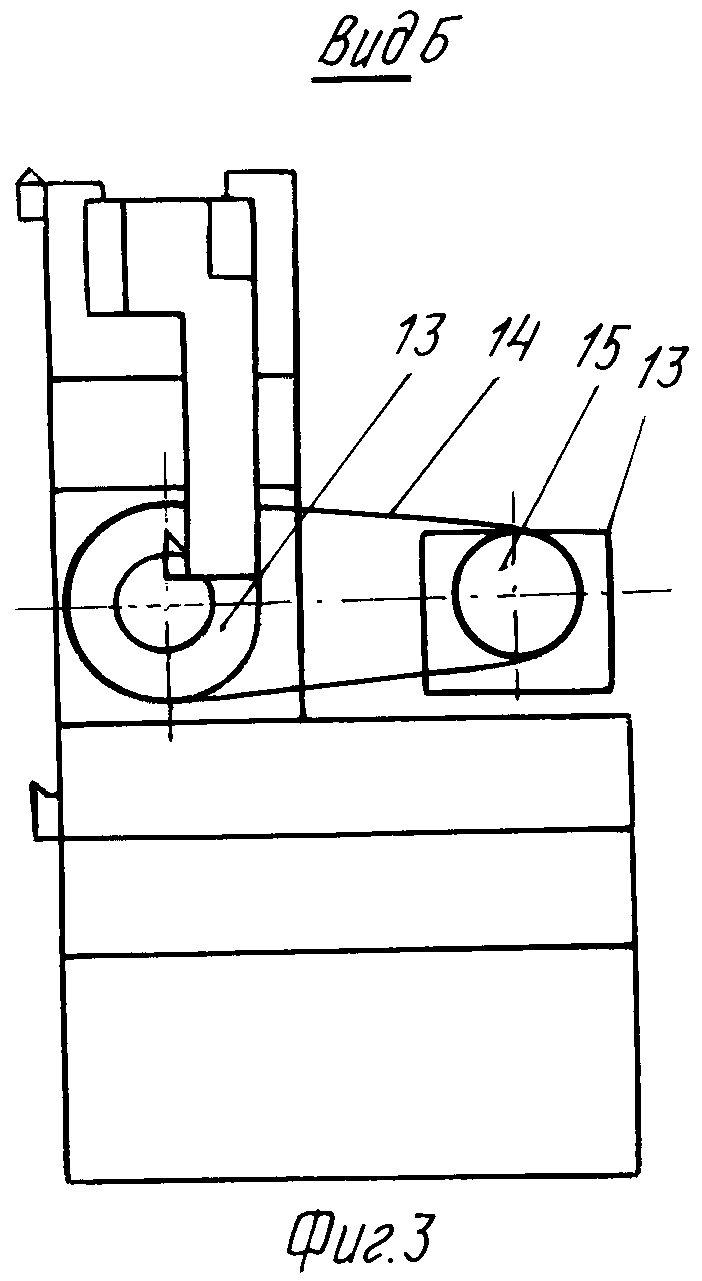
На фиг. 1 изображен станок (фронтальный), общий вид; на фиг.2 - вид по стрелке на фиг.1; на фиг.3 - вид по стрелке на фиг.1; на фиг.4 - разрез В-В на фиг.2.
Устройство содержит станину 1, на которой расположена шпиндельная головка 2. На шпинделе 3 головки 2 установлены два зажимных устройства: левое устройство 4 для закрепления детали с наружной конусной поверхностью под обработку и правое устройство 5 для закрепления детали с внутренней конусной поверхностью под обработку.
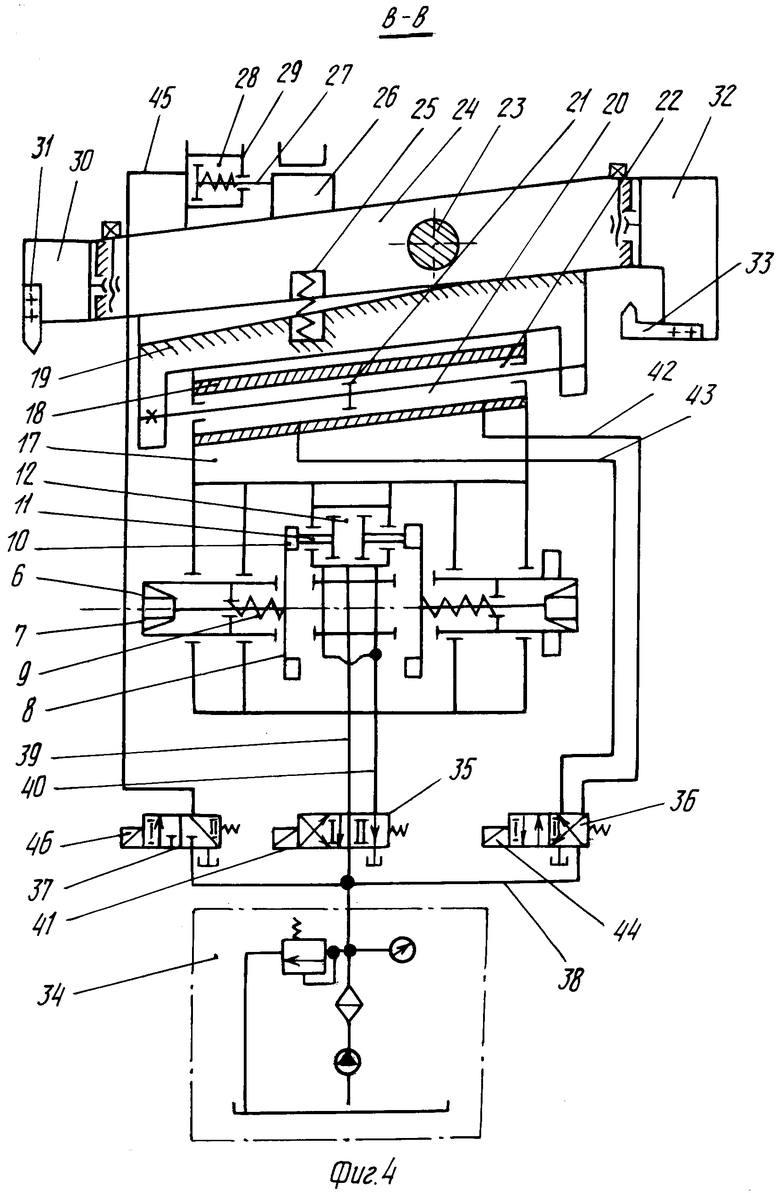
Зажимные устройства 4 и 5 представляют собой цанговые зажимы, в которых цанги 6 соединены штоками 7 с закрепленными на них крестовинами 8. На штоках 7 расположены пружины 9 сжатия, на крестовинах 8 - кольца 10 с возможностью взаимодействия со штоками 11 цилиндра 12, закрепленного на корпусе головки 2.
На шпинделе 3 закреплен шкив 13, связанный ременной передачей 14 со шкивом 15, установленном на валу электродвигателя 16, расположенного на станине 1. На шпиндельной головке 2 на плите 17 установлено основание 18 продольного суппорта, причем у плиты 17 опорные поверхности, контактирующие с основанием 18 и головкой 2, составляют между собой угол, равный половине угла при вершине конуса, обрабатываемого на деталях.
В направляющих основаниях 18 расположена каретка 19, соединенная со штоком 20 поршня 21 цилиндра 22. На каретке 19 на оси 23 с возможностью качания установлен двуплечий рычаг 24, взаимодействующий с пружиной 25 и клином 26, установленном на штоке 27 цилиндра 28 одностороннего действия, закрепленного на каретке 19. На штоке 27 расположена возвратная пружина 29. На концах рычага 24 установлены с возможностью регулировки резцедержатель 30 для закрепления резца 31 для обработки наружной конической поверхности и резцедержатель 32 для закрепления резца 33 для обработки внутренней конической поверхности.
Цилиндры 12, 22 и 28 соединены с гидростанцией 34 через двухпозиционные распределители 35, 36 и 37 соответственно. Причем гидростанция 34 соединена с распределителями 35, 36, 37 магистралью 38, распределитель 35 - с цилиндром 22 трубопроводами 42, 43 и управление осуществлено электромагнитом 44, распределитель 37 - с цилиндром 28 трубопроводом 45 и управление осуществлено электромагнитом 46.
Работа электромагнитов 44, 46 управляется путевыми переключателями 47, 48, 49, установленными на основании 19 суппорта, и взаимодействующими с упором 50, установленным на каретке 19. Причем упор 50 выполнен воздействующим на переключатель 49 только при ходе каретки 19 слева направо. Переключатель 51 электрически связан с электромагнитом 41.
Станок работает следующим образом. Вначале каретка 19 находится в правом крайнем положении. Электромагниты 44, 46 обесточены, при этом распределители 36 и 37 находятся во 11 положении. При включении станка масло под давлением от гидростанции 34 по магистрали 38 поступает к распределителям и связанные с ними цилиндры 22 и 28 находятся в исходном положении: в цилиндре 22 шток 20 с поршнем 21 находится в правом крайнем положении, в цилиндре 28 шток 27 с клином 26 под действием пружины 29 - в левом крайнем положении; при этом рычаг 24 развернут под действием пружины 25 вокруг оси 23 по часовой стрелке до упора в каретку 19.
При переключателе 51, установленном в I положение, электромагнит 41 обесточен и распределитель 35 находится во II положении, при этом магистраль 38 сообщается с трубопроводом 39, а слив - с трубопроводом 40, вследствие чего штоки 11 выдвигаются наружу из цилиндра 12. Штоки 11, воздействуя через кольца 10, крестовины 8 на штоки 7 сжимают пружины 9 и раскрывают зажимные цанги 6, в которые устанавливают детали, подлежащие обработке, затем переключатель 51 устанавливают во II положение и электромагнит 41 устанавливает распределитель 35 в I положение. При этом магистраль 38 сообщается с трубопроводом 40, а слив - с трубопроводом 39, вследствие чего штоки 11 убираются внутрь цилиндра 12 и под действием пружин 9 цанги 6 зажимают детали в зажимных устройствах 4 и 5.
Воздействуя на переключатель 49, включают электромагнит 44 и распределитель 36 устанавливается в I положение, при этом магистраль 38 соединяется с трубопроводом 42, а слив - с трубопроводом 43, при этом поршень 21 со штоком 20 и закрепленная на нем каретка 19 начинают перемещаться влево. Кроме того, от переключателя 49 включается электродвигатель 16 и вращение со шкива 15 через клиноременную передачу 14, шкив 13 передается на шпиндель 3 головки 2, установленной на станине 1.
При крайнем левом положении каретки 19 упор 50 взаимодействует с переключателем 47, включая электромагнит 46, который устанавливает распределитель 37 в положение 1, соединяя трубопровод 45 с магистралью 38. При этом шток 27, сжимая пружину 29, перемещается в цилиндре 28 вправо и перемещает клин 26. Клин 26 воздействует на рычаг 24, поворачивая его вокруг оси 23 против часовой стрелки, преодолевая сопротивление пружины 25, до упора в каретку 19, устанавливая резцы 31 и 33, размещенные на резцедержателях 30 и 32, в рабочее положение.
Кроме того, включается электромагнит 44 и распределитель 36 устанавливается во II положение, соединяя трубопровод 42 со сливом, а трубопровод 43 - с магистралью 38. При этом каретка 19 перемещается в правое крайнее положение, в процессе перемещения осуществляется обработка конусных поверхностей на деталях. При дальнейшем перемещении каретки 19 (после окончания обработки) упор 50 взаимодействует с переключателем 48, который выключает электромагнит 46. При этом распределитель 38 устанавливается во II положение, трубопровод 45 сообщается со сливом и под действием пружины 29 шток 27 в цилиндре 28 перемещается в левое крайнее положение, перемещая клин 26 влево, рычаг 24 под действием пружины 25 разворачивается вокруг оси 23 по часовой стрелке в правое крайнее положение.
От переключателя 49 в правом крайнем положении каретки 19 выключается электродвигатель 16 и прекращается вращение шпинделя 3. Переводом переключателя 51 в I положение осуществляется разжим зажимных устройств 4 и 5 и заменяются обработанные детали на необработанные. После чего производят зажим деталей переводом переключателя 51 во II положение. Далее станок подготовлен к выполнению следующего цикла.
Использование станка позволит повысить точность обработки сопрягаемых конических поверхностей, повысить производительность процесса изготовления и снизить себестоимость изготовления деталей газовой запорной арматуры.
Переналадка с одного вида конусов на другой осуществляется сравнительно легко: путем замены плиты 17 с другим угловым параметром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| Автоматический токарный станок | 1982 |
|
SU1026972A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2006 |
|
RU2310559C1 |
Изобретение относится к станкостроению и может быть использовано для обработки конических сопряженных поверхностей на деталях газовой запорной арматуры. Станок содержит установленную на станине шпиндельную головку, на шпинделе которой расположены зажимные устройства для закрепления обрабатываемых деталей. На шпинднльной головке установлено основание продольного суппорта, в направляющих которого размещена каретка с механизмом одновременного отвода инструментов от обрабатываемых поверхностей деталей, выполненным в виде двуплечего рычага с закрепленными на его концах резцедержателями. 4 ил.
СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ, содержащий размещенные на станине шпиндельную бабку, устройства зажима деталей, продольный суппорт с резцедержателями, отличающийся тем, что станок снабжен механизмом одновременного отвода инструментов от обрабатываемых поверхностей деталей, выполненным в виде двуплечего рычага с закрепленными на его концах резцедержателями, расположенного на каретке суппорта с возможностью поворота его вокруг оси, при этом устройства зажима деталей установлены с двух сторон шпинделя.
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
