СО
со
4:
сл
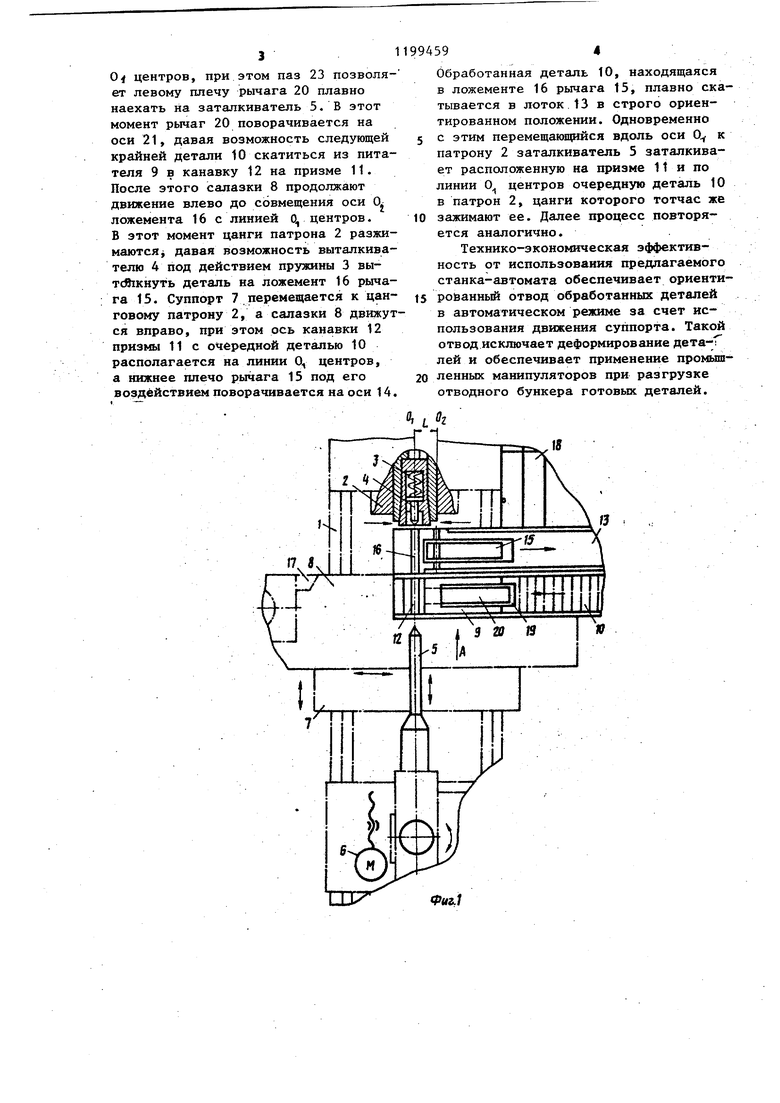
со Изобретение относится к станкостро ению. Цель изобретепия : - расширение тех нологических возможностей станка путем организации ориентированного ствола отработанных деталей за счет использования движения суппорта. На фиг.1 изображен предлагаемый станок, вид сверху; на фиг.2 - вид А на фиг.1. Токарный станок-автомат содержит станину 1, шпиндель с цанговым патроном 2, который снабжен соосно расположенным, подпружиненным пружиной 3 выталкивателем 4, револьверную головку с заталкивателем 5, установленным с возможностью перемещения вдоль линии О центров, связанной с приводом возвратно-поступательного перемещения На станине станка установлены суппорт 7 продольной подачи вдоль линии центров, на котором расположены салазкиf 8, имеющие возможность перемещения по суппорту 7 перпендикулярно линий цент ров. На салазках 8 смонтирован грави тационный лотковый питатель 9 с необ работанными деталями 10 и призмой 11 с канавкой 12, установленной с возмо ностью расположения на ней детали 10 поступившей из питателя, в положении при котором ось детали располагается на уровне линии Oi центров. На салазках 8 смонтирован также отводной лоток 13, наклоненный вдоль направления перемещения салазок 8 и оснащенный шарнирно закрепленньм на оси 14 расположенным над лотком 13 и вдоль него двуплечим Г-образным рычагом 15, верхнее плечо которого снабжено ложементом 16 в виде канавки. Рычаг 15 закреплен так, ,что его ложемент 16 занимает положение, обеспечивающее возможность расположения на нем детали 10 вдоль оси Oj, параллельной линии 0 центров. Ложемент при этом смещен на величину I, относительно оси призмы 11, совпадающей с линией 0 центров, в сторону, противоположную резцовой головке с резцом 17. Нижнее плечо рычага 15 вьшолнено в виде противовеса, а на станине на его уровне установлен кулачок 18. В питателе 9 имеется про резь 19 под двуплечий рычаг 20, шарнирно закрепленный на оси 21, правое плечо которого выполнено в виде противовеса, а левое опирается на упор 22, причем в торце питателя имеется паз 23, ширина которого больше диаметра заталкивателя 5, Станок работает следующим образом. Перед началом работы станка в исходном положении цанги патрона 2 разжаты, выталкиватель 4 вьщвинут (станок предназначен для работы в режиме автомата по заранее заданной программе управления). В момент пуска станка в работу программой управления станка предусмотрен такой ход заталкивателя 5, при котором его ко нец движется в сторону патрона 2 и входит в паз 23 при некотором перемещении салазок 8 влево. При этом конец заталкивателя 5 воздействует на рычаг 20, который поворачивается на оси 21 на некоторый угол, выталкивая своим противоположным концом, : являющимся противовесом, крайнюю деталь 10 из питателя 9, которая из-за его наклона начинает скатываться в сторону призмы 11. В этот момент суппорт 7 движется к патрону 2, освобождая рычаг 20 от действия заталкивателя 5 и давая возможность детали беспрепятственно скатиться в канавку 12 призмы 11. Салазки 8 при этом обеспечивают своим соответствующим перемещением занять призме 11 с деталью такое положение, при котором ось последней располагается по линии 0 центров. После этого заталкиватель 5 под действием привода 6 перемещается вдоль линии QJ центров к патрону 2 и, упершись в торец детали 10, перемещает ее по канавке 12 к выталкивателю 4 патрона 2. Продолжающий свое перемещение заталкиватель 5, сжимая пружину 3 и утапливая выталкиватель 4 в патрон 2, устанавливает в нем деталь 10 в положение обработки. Цанги патрона 2 мгновенно зажимают деталь в этом положении. Далее салазки 8 движутся вправо, подводя резец 17 к вращающейся вместе с патроном детали и выводя призму 11 из зоны линии Оу центров. Процесс обработки сопровождается соответствующим движением суппортов 7 и салазок 8 с резцовой головкой по заранее заданной программе в автоматическом режиме. После окончания обработки детали суппорт 7 отходит назад, а салазки 8 двигаются влево до момента, когда призма 11 располагается вдоль линии 0 центров, при этом паз 23 позволяет левому плечу рычага 20 плавно наехать на заталкиватель 5. В этот момент рычаг 20 поворачивается на оси 21, давая возможность следующей крайней детали 10 скатиться из питателя 9 в канавку 12 на призме 11. После этого салазки 8 продолжают движение влево до совмещения оси О, ложемента 16 с линией Q, центров. В этот момент цанги патрона 2 разжимаются давая возможность выталкивателю 4 под действием пружины 3 вытЛхкнуть деталь на ложемент 16 рычага 15. Суппорт 7 перемещается к цанговому патрону 2, а салазки 8 движут ся вправо, при этом ось канавки 12 призмы 11с очередной деталью 10 располагается на линии 0 центров, а нижнее плечо рычага 15 под его воздействием поворачивается на оси 14. 594 Обработанная деталь 10, находящаяся в ложементе 16 рычага 15, плавно скатывается в лоток 13 в строго ориентированном положении. Одновременно с этим перемещаюпрйся вдоль оси 0 к патрону 2 заталкиватель 5 заталкивает расположенную на призме 11 и по линии 0 центров очередную деталь 10 в патрон 2, цанги которого тотчас же зажимают ее. Далее процесс повторяется аналогично., Технико-экономическая эффективность от использования предлагаемого станка-автомата обеспечивает ориентиройанный отвод обработанных деталей в автоматическом режиме за счет использования движения суппорта. Такой отвод исключает деформирование дета-Г лей и обеспечивает применение промышленных манипуляторов при разгрузке отводного бункера готовых деталей.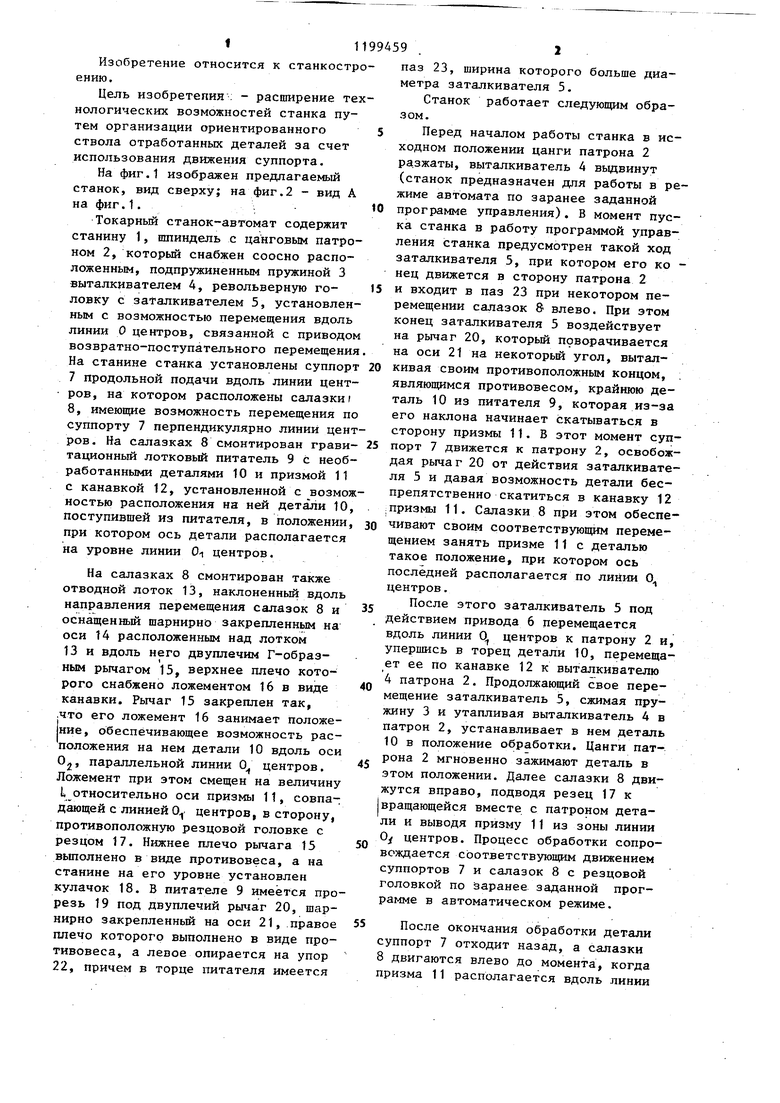
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| ОПЕРАЦИОННО-ТРАНСПОРТНЫЙ РОТОР ДЛЯ НАРУЖНОЙ ОБТОЧКИ ДЕТАЛИ | 1967 |
|
SU201874A1 |
| Станок для расточки канавок во вкладышах подшипников | 1985 |
|
SU1247183A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Автомат для обработки деталей типа втулок | 1977 |
|
SU749624A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный станок | 1986 |
|
SU1407757A1 |
ТОКАРНЫЙ СТАНОК-АВТОМАТ, содержащий размещенную на станине шпиндельную бабку, шпиндель которой оснащен цанговым патроном с выталкивателем, револьверную головку с заталкивателем, установленным с возможностью перемещения вдоль линии центров, крестовый суппорт с резцовой головкой. на котором установлены гравитацион ный питатель с призмой и лоток для обработанных деталей, отличающийся тем, что, с целью расширения технологических возможностей путем ориентированного отвода обработанных деталей, лоток снабжен шарнирно закрепленным в нем двуплечим Г-образным рычагом, одно плечо которого снабжено ложементом длз установки детали вдоль линии центров, смещенным oTHocHfenbHo призмы в противоположную от резцовой головки сторону, а другое выполнено с возможностью взаимодействия с введенным в станок кулачком, закрепленным { на станине.
| Фомин С.Ф | |||
| Наладка одношпиндельных токарных автоматов.-М.: Машиностроение, 1969, с.114-115 |
