. ,, 1, ,. ,
Изобретение относится к области сварки металлов плавлением и может быть использовакб при изготовлении конструкций с применением сварки неплав явдимс я электродом.
Известен способ сварки металлов неплавящимся электродом, перемещающимся по окружности с подачей присадочной проволоки по месту стыка. Однако он не позволяет получить равномерное усиление шва, поскольку шов смещается в сторону от, стыка, и качество шва снижается U.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ сварки неплавящимся электродом, в котором электрод перемещается по круговой траектории в пределах сварочной ванны, при этом присадочная проволока в сварочную ванну подается по центру стыка 2,
Недостаток этого способа сострит в следующем.
В процессе сварки при перемещении электрода по круговой траектории расплавленный металл сварочной . перемешается за дугой на некоторую часть траектории в направлении враще.ния электрода. Присадочный металл, подаваемый по центру стыка, расплавляясь проходящей дугой, также перемещается в сторону перемещения дуги. При кристаллизации металла сварочной ванны образуется неравномерное усиление шва, наиболее высокая часть которого сдвинута от центра в сторону перемещения электрода по круговой
0 траектории. Качество сварного шва при этом снижается.
Цель изобретения состоит в том, чтобы повысить качество сварного соединения путем улучшения формирова5ния шва.
Поставленная цель достигается тем, что присадочную проволоку смещают со стыка на величину радиуса вращения. При этом возможныслучаи, когда при
0 подаче проволоки в сторону, противоположную перемещению каретки, проволока подается по касательной к траектории перемещения электрода навстречу его вращению или в сторону его
5 вращения. Аналогичные случаи могут бытьи при сбвпаденгга направления подачи провблоки и направления каретки автомата. Например, при с:варке деталей из сталей типа КВК, при движении
; 4 i---- -
, . - ., J . -.,
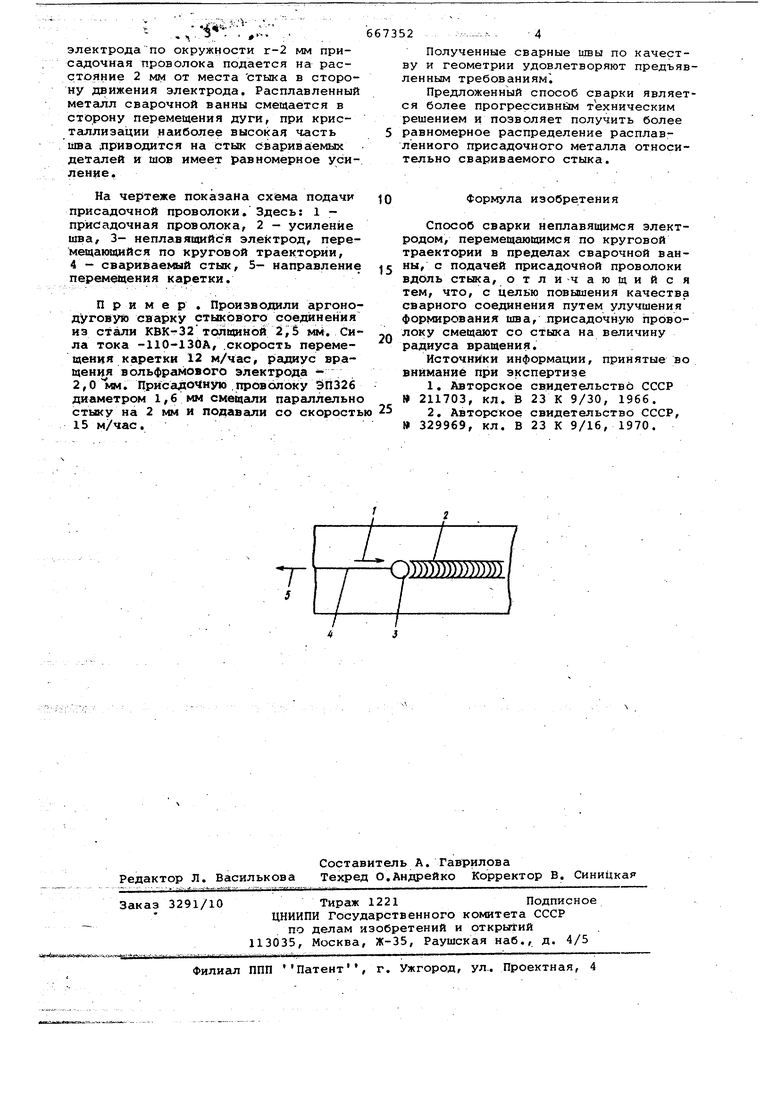
электрода no окружности r-2 MM присадочная проволока подается на расстояние 2 мм от места стыка в сторону движения электрода. Расплавленный металл сварочной ванны смещается в сторону перемещения дуги, при кристаллиэации наиболее высокая часть шва лриводится на стык свариваемых деталей и шов имеет равномерное усиление, На чертеже показана схема подачи присадочной проволоки. Здесь: 1 присадочная проволока, 2 - усиление шва, 3- неплавящийся электрод, перемещающийся по круговой траектории, 4 - свариваемый стык, 5- направление перемещения каретки. Пример. Производили аргонодуговуй сварку стыкового соединения из стали КВК-32толщиной 2,5 мм. Сила тока -110-1ЗОА, .скорость перемещения каретки 12 м/час, р адиус вращения вольфрамового электрода 2,0 Л|м. Присадочную . проволоку ЭП326 диаметром 1,6 мм смещали параллельно стыку на 2 мм и подавали со скорость 15 м/час.
67352 ....... . 4
Полученные сварные швы по качеству и геометрии удовлетворяют предъявленным требованиям .
Предложенный способ сварки является более прогрессивнйм техническим решением и позволяет получить более 5 равномерное распределение расплавленного присадочного металла относи тельно свариваемого стыка. Формула изобретения Способ сварки неплавящимся электродом, перемещающимся по круговой траектории в пределах сварочной ванны, с подачей присадочйой проволоки вдоль стыка, отличающийся тем, что, с целью повышения качества сварного соединения путем улучшения формирования шва, присадочную проволоку смещают со стыка на величину радиуса вращения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 211703, кл. SB 23 К 9/30, 1966. 2.Авторское свидетельство СССР, 329969, кл. В 23 К 9/16, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ аргоно-дуговой сварки сты-KOB ТРуб | 1979 |
|
SU812466A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
