Изобретение относится к аргоно дуговой сварке,стыков труб малого диаметра менее 20 мм и может найти применение в машиностроении, химкческой, энергетической, авиационной и других отраслях промышленности.
Аргоно-дуговую сварку большого числа соединений из различных мёталпов необходимо выполнять с применением присадочного металла для обеспечения заданной геометрии соединения или свариваемости металлов При аргоно-дуговой сварке стыков труб малого, диаметра с подачей присадочной проволоки наибольшую трудность представляет обеспечение равномерного переноса присадочного металла в сварочную ванну, так как при большой кривизне поверхности трубы и малом диаметре присадочной проволоки, характерных для сварки труб малого дис1метра, присадочная проволока оплавляется,не достигнув еще сварочной ванны, и не попадает в последнюю . .
Известно устройство для аргонодуговой сварки неплавящимся электродом, реализующее способ, где присадочная проволока подается под углом не более 30° к оси неплавягацегстся электрода fl} .
Однако такой способ подачи присадочной проволоки применяется обычно при сварке изделий большой толщины с использованием присадочной проволоки сравнительно большого диаметра, когда для более эффективного плавления проволоки используют непосредственно тепло сварочной дуги. Б случае сварки труб малого диаметра применяют ТОНКУЮ присадочную проволоку, которая будет оплавляться в непосредственной близости от сварочной дуги, не достигнув сварочной ванны, произойдет образование капли большого размера на конце проволоки, .которая вызовет замыкание дугового промежутка.
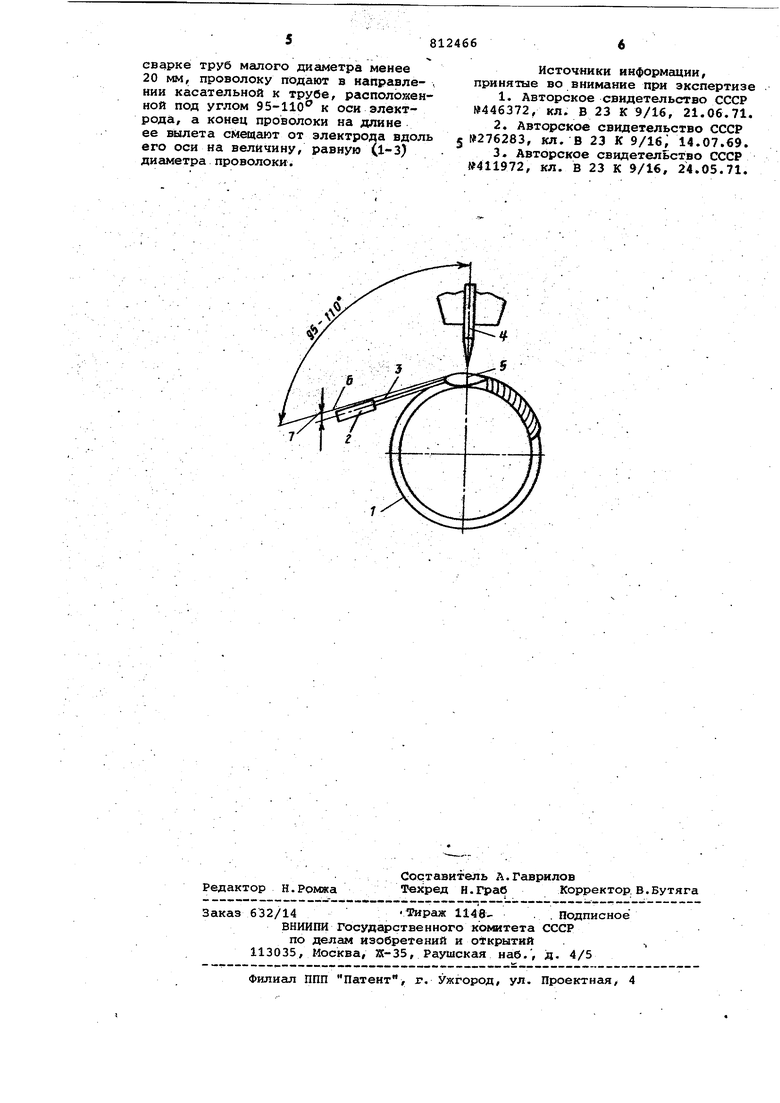
Известен способ дуговой сварки неплавящимся электродом, когда присадочную проволоку подают в сварочную ванну в плоскости, перпендикулярной плоскости сварки. Такой способ псдачи присадочной прово,локи предназначен для сварки преимущественно изделий плоской фор№а или труб изнутри, когда объем металла в сварочной ванне, непосредственно под электродом, сравнительно велик 2 , При сварке стыков труб малого диаметра подача присадочной проволоки вдоль образующей трубы технически трудно осуществима, и, кроме того, .при значительной кривизне поверхности стыка объем расплавленного металла в плоскости подачи .присадочной проволоки минимсшьный, что не обеспечивает равномерный перенос присадочного металла в сварочную ванну. Наиболее близким к изобретению является устройство для направления присадочной проволоки, реализующее способ, в котором проволоку подают в головную часть сварочной ванны под углом, меньшим 90, к оси неплавящегося электрода. В этом случае равномерный перенос присадочного .металла в сварочную ванну достигается при условии, если присадочная проволока соприкасается по касательной с участ ком поверхности стыка у границы головной части сварочной ванны З . Для случая сварки стыков труб малого диаметра это условие не выполняется, так как сварочная ванна занимает .значительную часть окружности стыка и участок стыка у голов ной части ванны составляет с электро дом угол, значительно больший 90°. В.результате присадочная проволока подходит к поверхности стыка под значительным углом и либо рплавляет .ся, не достигнув сварочной ванны, лИбо упирается в стык перед ванной; в обоих случаях не достигается равномерный перенос присадочного метал ла в сварочную ванну. Цель изобретения - обеспечение равномерного переноса присадочного металла в сварочную ванну и формиро вание шва требуемой геометрии при аргоно-дуговой сварке, стыков труб малого диаметра. . Для достижения поставленной цели .в способе аргоно-дуговой сварки сты ков труб неплавящимся электродом с подачей прис.адочной проволоки в головную часть сварочной ванны под углом к оси элект-рода проволоку подают в направлении касательной к трубе, расположенной под углом- 95llo к оси электрода, а конец проволоки на длине ее вылета смещают от электрода вдоль его оси на величину, равную (1-3) диаметра, проволок На чертеже изображена схема пода чи присадочной проволоки. Схема содержит свариваемый стык 1 труб, мундштук 2 тракта подачи присадочной проволоки, присадочную проволоку 3, неплавящийся электрод сварочную ванну 5, касательную 6 к стыку перед сварочной ванной 5, смещение 7 мундштука 2. Способ аргоно-дуговой сварки . стыков труб осуществляют следующим образом. Мундштук. 2 тракта подачи приса-очной проволоки 3 располагают в плоскости стыка 1 под углом 95-110° к неплавящемуся электроду в направлении сварки таким образом, чтобы проволока 3 подавалась по касательной 6 к поверхности трубы. В этом случае присадочная проволока 3 оказывается удаленной от сварочной дуги, что. должно исключить вероятнобть ее оплавления вне пределов сварочной ванны 5. При подаче присадочной проволоки 3 в процессе сварки, вследствие биения трубы или упругого дефор-. мирования проволоки 3 после выхода из мундштука 2 существует вероятность отрйва проволоки 3 от поверхности стыка 1. Это может привести к замыканию дугового промежутка при- . садочной проволокой 3 или к ее оплавлению вне сварочной ванны 5. Для исключения такого явления конец присадочной проволоки 3 перемещением мундштука 2 смещают к свариваегжэму стыку 1 вдоль электрода 4 на величину 7, равную (l-3 ) диаметров проволоки 3, обеспечивая тем самым постоянный поджим проволоки 3 к поверхности стыка 1. Пример. Сваривают трубы 0 8x1,5 мм из сплава титана с разделкой кромок и подачей присадочной прЬволоки01,О мм. Мундштук тракта подачи присадочной проволоки располагают под углом 105 . к оси больфрамового электрода по направлению сварки и подводят его к стыку до касания присадочной проволоки поверхности . стыка. Затем поджимают присадочную проволоку к поверхности стыка перемещением мундадтука вдоль электрода на 1,5 мм. Сварку выполняют на токе 30 А при скорости сварки 4 м/ч и скорости подачи присадочной проволоки 2,5 м/ч. В процессе сварки при- . садочная проволока равномерно плавится в головной части ваины; полученный шов имеет равномерное по всему периметру усиление. Предлагаекий способ обеспечивает подачу присадочной проволоки в головную часть сварочной ванны по касательной к участку стыка перед ней, чем достигается равномерный перенос присадочного металла и требуемое формирование шва, что улучшает качество сварного соединения при сварке труб диаметром менее 20 мм. Формула изобретения Способ аргоно-дуговой сварки- стыков труб неплавящимся электродом с подачей щ)исадочной проволоки в головную, часть сварочной ванны, под углом к оси электрода, отличающийся тем, что, с целью повышения качества сварного шва при
сварке труб малого диаметра менее 20 мм, проволоку подают в направле- , НИИ касательной к трубе, расположенной под углом 95-110 к оси электрода, а конец проволоки на длине ее вылета смещают от электрода вдоль его оси на величину, равную (1-3) диаметра проволоки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №446372, кл. В 23 К 9/16, 21.06.71.
2.Авторское свидетельство СССР 5 №276283, кл. В 23 К 9/16; 14.07.69.
3.Авторское свидетельство СССР №411972, кл. в 23 К 9/16, 24.05.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
