1
Изобретение относится к области получения гальванических покрытий электронатиранием, в частности к устройствам для их нанесения.
Известен анод для нанесения электролитических покрытий натиранием, выполненный из электропроводного материала и покрытый пористым материалом, состоящий из корпуса, копирующего форму покрываемой детали, с пазами на боковой поверхности. Пазы выполнены фигурными и служат для установки стержней фиксирующих пористый материал. Корпус анода сделан из материала покрытия или из материалов, не растворимых в процесс электролиза, например из свинца l 1. Указанный анод является наиболее близким к описываемому изобретению по технической сущности и дост-игаемому резултату.
При изготовлении корпуса анода из . материала сплава имеет место высокая трудоемкость, а в некоторых случаях и невозможность получения требуемого
состава сплава металлургическим путем. Тогда применяют аноды примерно такого же состава, что и требуемых катодных осадков. Однако при этом чрезвычайно сложно регулировать состав электролита, что в конечном итоге отрицательно сказывается на качестве сплава. При данном способе осаждения иногда завешивают отдельно аноды на составл5пощих компонентов сплава и подают на них раздельное электронатирание. Это значительно усложняет технологию и повышает трудоемкость процесса, а для электронатирания такой способ осаждения сплава непригоден. Кроме этого, изготовление корпуса анода из материала сплава приво дит к значительному расходу и неэффективному использованию дорогих материалов. .
При изготовлении корпуса анода из нерастворимых в процессе электролиза Материалов, например графита и свинца, происходит быстрое обеднение ионами электролита, что требует частой его
орректировки и ухудшает качество осажааемрго сплава. В большей степени этот недостаток проявляется при электронатирании в результате применения высоких плотностей тока (большая скорость осаждения металла).
Целью изобретения является повышение качества покрытия, обеспечение снижения трудоемкости его. изготовления и экономии материалов,
Цель достигается тем, что анод снабяйк вставками, выполненными из материалов составляющих компонентов осаждамого сплава, ра,сполрженнь1ми в пазах.
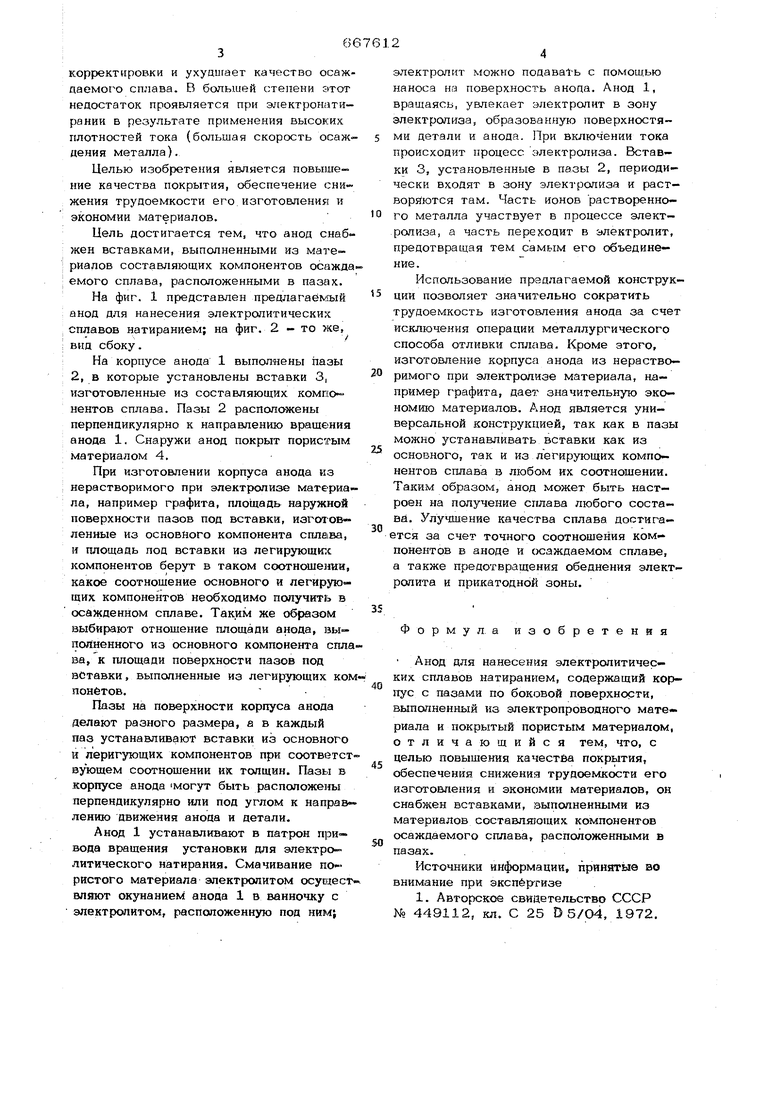
На фиг. 1 представлен предлагаемый аНод для нанесения электролитических плавов натиранием; на фиг. 2 - то же, вид сбоку.,,J,; . ,.. ,
На корпусе анода 1 выпопяены пазы 2, в которые установлены вставки 3, изготовленные из составляющих кбмпо- нентов сплава. Пазы 2 расПоЯ кёны перпендикулярно к направленшо вращения анода 1. Снаружи анод пойрыт пористым К/|атериалом 4.
При изготовлении Корпуса анода из нерастворимого при электролизе материала, например графита, площадь наружной пЬее| ХйЬсти пазов под вставки, иэГ-отовленнью из основного компонента сплава, и под вставки из легирующих компонентов берут в таком ссютнсшении, Kakoe соотношение основного и легирующих компонентов необходимо получить в осажденном сплаве. Таким же образом выбирают отношение площади анояа,вы- пойненнбго из основного компонента сплдвй,к площади пЬверхности пазов под вё-гавкй, выйсшнёйныё из лerйpfyюtциx ком- понётов.
Пазы на поверхности корпусй анода делают разного размере, а в каждый паз устанавливают вставки из основного и леригующих компонентов соотбетствутощем соотношении их толщин. Пазы в корпусе анода могут быть располо еиы йёрпёнДйкулярнб Шй под углом к направлению Движения анода и детали.
Анод 1 устанавливают в патрон привода вращения установки для электролитического натирания. С1«1ачй:ваййёпоpftctef о матерШ11 аШЙРроШШШ (Х; вляют окунанием анода 1 в ванночку с эпёкт : олит6м| распсзйОженнук йод ниМ}
6)67612
электролит можно подавать с помощью наноса на поверхность анода, Ацод 1, вращайсн, увлекает электролит в зону электролиза, образованную поверхностями детали и анода. При включении тока происходит процесс электролиза. Вставки 3, установленные в пазы 2, периодически входят в зону электролиза и растворйются там. Часть ионов растворенного металла участвует в процессе электролиза, а. часть переходит в электролит, предотвращая тем самым его объединение,
Использование предлагаемой конструк ций позволяет значительно сократить трудоемкость изготовления анода за счет исключения операции металлургического способа отливки сплава. Кроме этого, изготовление корпуса анода из нерастворимого при электролизе материала, например графита, дает значительную экономию Материалов. Анод является универсальной конструкцией, TaiK как в пазы можно устанавливать вставки как из основного, так и из легирующих компонентов справа в любом их Соотношении. Таким™ образом, анод можеТ; быть настроен на папучение сплава любого составй. Улучшение качества сплава достигается за счет точного соотнсшенИя компонентов в аноде и осаукцаемо л сплаве, а также предотвращения обеднения электролита и прикатодной зоны.
ормула изо б ре те н н я
Ф
Анод для нанесения электролитических сйлаТвое натиранием, содержащий корпус с пааами по боксовой поверхности, выполненный из электропроводного 1материала и покрытый пористым материалом, О т л и ч а ю щ и И с я тем, что, с целью пЬвыщёния качества покрытия, обеспечения снижения трудоемкости его изготоШ1еййя и экономии материалов, он снабжен вставками, выполненными из материалов составляющих компонентов осаждаемого сплавка, расположенными в nafsax. : , .. Источники информации, принятые во внимание при экспертизе
1. Автбрскоё свИаетельствр СССР № 449112, кл. С 25 D5/O4, 1972.
У УГ
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Анод для электролитического нанесения покрытий натиранием | 1980 |
|
SU931813A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |
| ЭЛЕКТРОЛИТ КАДМИРОВАНИЯ И СПОСОБ НАНЕСЕНИЯ КАДМИЕВЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2008 |
|
RU2353713C1 |
| Электролит для нанесения покрытий сплавами железо-никель | 1981 |
|
SU1046350A1 |
| Установка для нанесения композиционных покрытий электронатиранием | 1980 |
|
SU945257A1 |
| Способ изготовления электрода для электрохимического натирания | 1987 |
|
SU1574688A1 |
| Устройство для нанесения гальванических покрытий | 2018 |
|
RU2699216C1 |
| Устройство для производства алюминия высокой чистоты с безуглеродными анодами электролизом и способ его осуществления | 2018 |
|
RU2689475C1 |
| Элитрод для электронатирания | 1980 |
|
SU876801A1 |

