(54) КУЗНЕЧНЫЙ СЛИТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| СПОСОБ КОВКИ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031754C1 |
| Способ ковки слитков | 1979 |
|
SU804155A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| Способ протяжки крупных слитков | 1985 |
|
SU1409393A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Кузнечный слиток | 1977 |
|
SU621435A1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
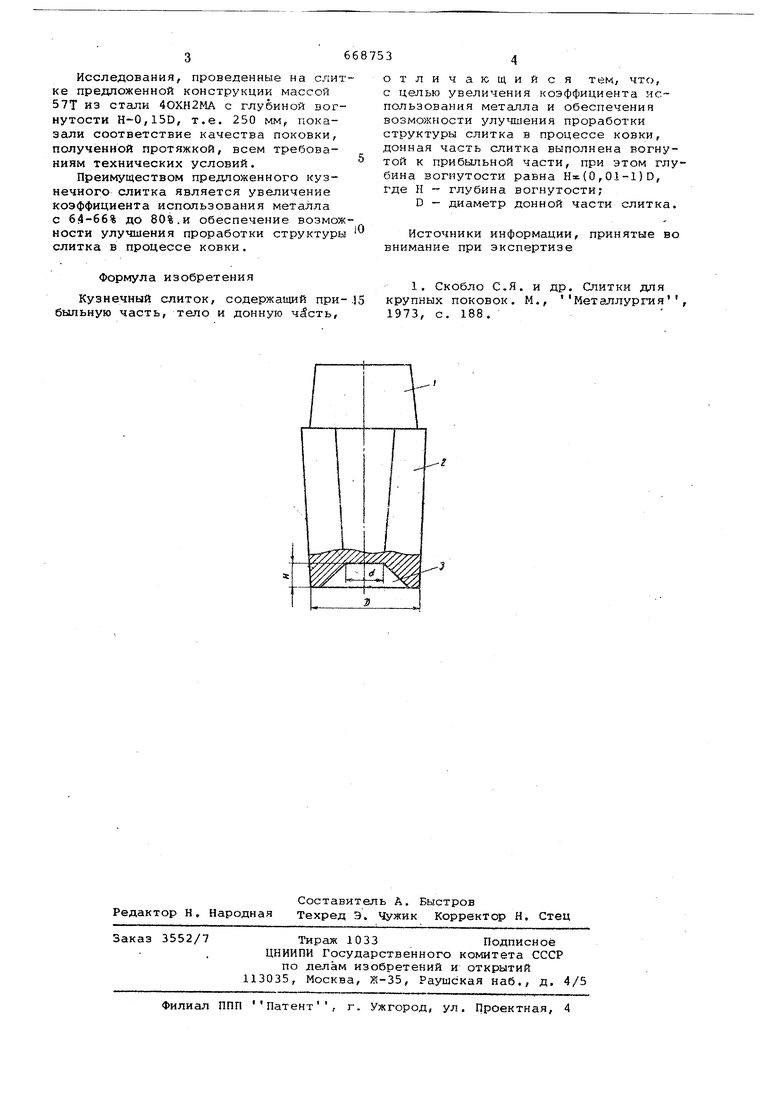
Изобретение относится к обработк давлением. Известен кузнечный слиток, содер жащий прибыльную часть, тело и донную часть 1. Донная часть слитка имеет выпуклую торцовую поверхность. При обработке ковкой данного сли ка получают низкий коэффициент использования металла и низкое качест во проработки структуры слитка, что определяется его конфигурациейf в частности конфигурацией донной части При ковке известного слитка не обес печивается схема напряженного и де.формированного состояний, позволяющая осуществить интенсивную проковку осевой зоны слитка, полную заварку дефектов и проработку всего объема слитка. Низкий коэффициент использования металла является следствием того, чт составляющая до 10% от веса слитка донная часть удаляется в процессе ковки в отход, так как при ковке такого слитка происходит выпучивание торда донной части. Целью изобретения является увеличение коэффициента использования металла и обеспечение возможности улуч шения проработки структурыслитка в процессе ковки. Это достигается за счет того, что донная часть слитка выполнена вогнутой к прибыльной части, при этом глубина вогнутости равна Н (О, 01-1) D, где Н - глубина вогнутости, D - диаметр донной части слитка. На чертеже представлен предложенный слиток. Кузнечный слиток содержит прибыльную часть 1 тело 2 и донную часть 3, которая выполнена вогнутой к прибыльной части. Глубина вогнутости равна Н (0,01-1)0, Основание вогнутости может иметь плоское дно, диаметр которого может быть определен соотношением d (0,01-0,99)0, Предложенное выполнение кузнечного слитка позволяет увеличить скорость кристаллизации металла осевой зоны и градиент температур по оси слиткар а следовательно резко сократить протяженность осевых дефектов. Кроме того, появляется возможность за счет естественного подпора с торца слитка, создать схему напряженного и деформированного состояний, необходиг-гую для лучшей проработки слитка и заварки дефектов в процессе ковки. Исследования, провеленные на слит ке предложенной конструкции массой 57Т из стали 4ОХН2МА с глубиной вогнутости H-0,15D, т.е. 250 мм, показали соответствие качества поковки, полученной протяжкой, всем требованиям технических условий. Преимуществом предложенного кузнечного слитка является увеличение коэффициента использования металла с 6.4-66% до 80%.и обеспечение возмож ности улучшения проработки структуры слитка в процессе ковки. Формула изобретения Кузнечный слиток, содержащий прибыльную часть, тело и донную . огличающийся тем/ что, с целью увеличения коэффициента использования металла и обеспечения возможности улучшения проработки структуры слитка в процессе ковки, донная часть слитка выполнена вогнутой к прибыльной части, при этом глубина вогнутости равна Н(0 , 0.1-1) D, где И глубина вогнутости; D - диаметр донной части слитка. Источники информации, принятые во внимание при экспертизе 1. Скобло С.Я. и др. слитки для крупных поковок. М., Металлургия 1973, с. 188.
