3
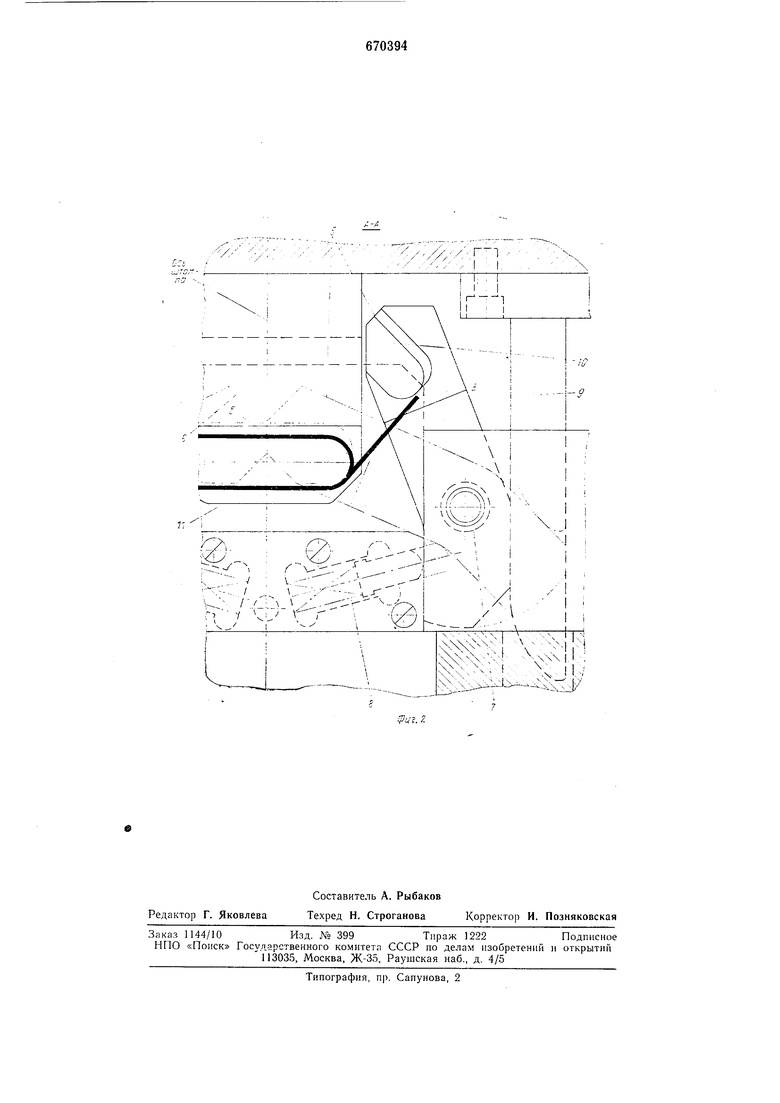
фиг. 2) и одновременно отрезают его верхнюю половину В на зеркале матрицы от основной трубы 12. Когда отрезанные концы В верхней части отхода достаточно отогнуты, а рычаги отведены, отрезной нож 11, продолжая движение, встречается со второй половиной отхода и окончательно отрезает весь отход. Затем штамп возвращается в исходное открытое положение, при котором рычаги 5 и 6 будут опять сомкнуты. Цикл повторяется.
Описанная конструкция штампа позволяет повысить качество реза, так как элементы разъемной ножа-оправки 10 перемещаются в плоскости режущей кромки матрицы.
Формула изобретения
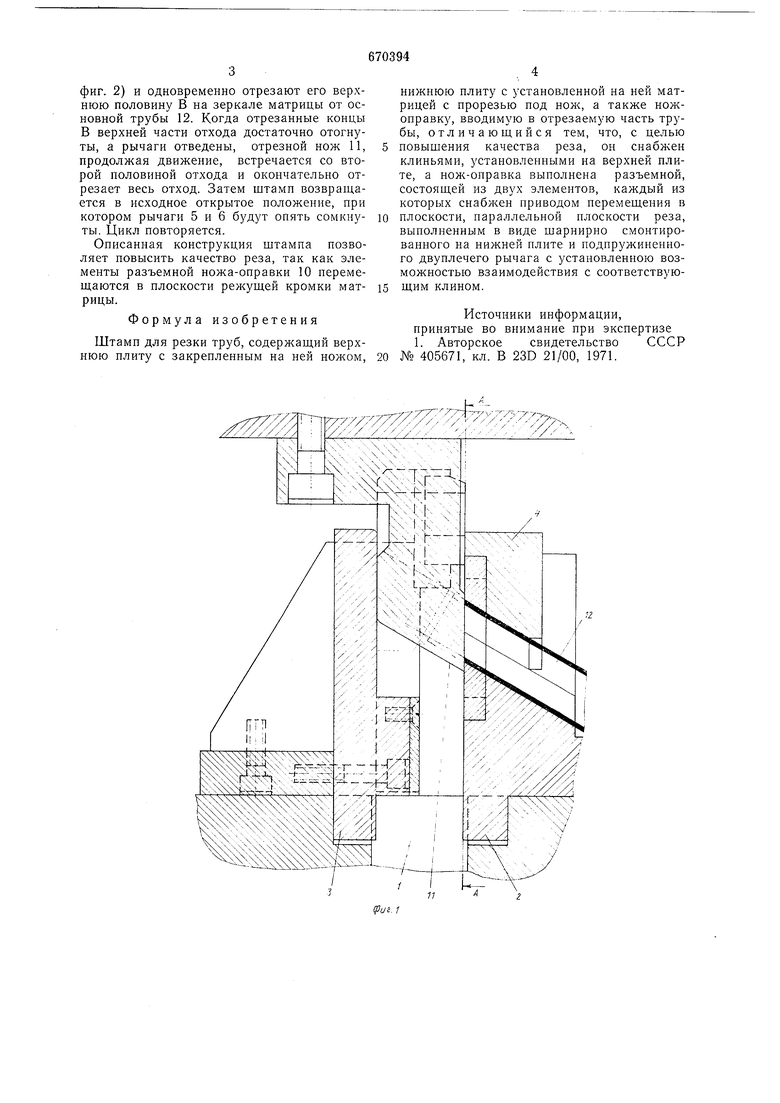
Штамп для резки труб, содержащий верхнюю плиту с закрепленным на ней ножом.
нижнюю плиту с установленной на ней матрицей с прорезью под нож, а также ножоправку, вводимую в отрезаемую часть трубы, отличающийся тем, что, с целью повышения качества реза, он снабжен клиньями, установленными на верхней плите, а нож-оправка выполнена разъемной, состоящей из двух элементов, каждый из которых снабжен приводом перемещения в плоскости, параллельной плоскости реза, выполненным в виде шарнирно смонтированного на нижней плите и подпружиненного двуплечего рычага с установленною возможностью взаимодействия с соответствующим клином.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 20 № 405671, кл. В 23D 21/00, 1971.
т..-- --;-,., , / , , / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки прутков | 1972 |
|
SU703258A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для резки труб | 1979 |
|
SU880640A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Штамп для резки труб | 1984 |
|
SU1286347A1 |
| Штамп для резки труб | 1974 |
|
SU488640A1 |
| Устройство для резки трубчатых заготовок | 1980 |
|
SU919811A2 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |