(54) ШТАМП ДЛЯ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1986 |
|
SU1512717A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
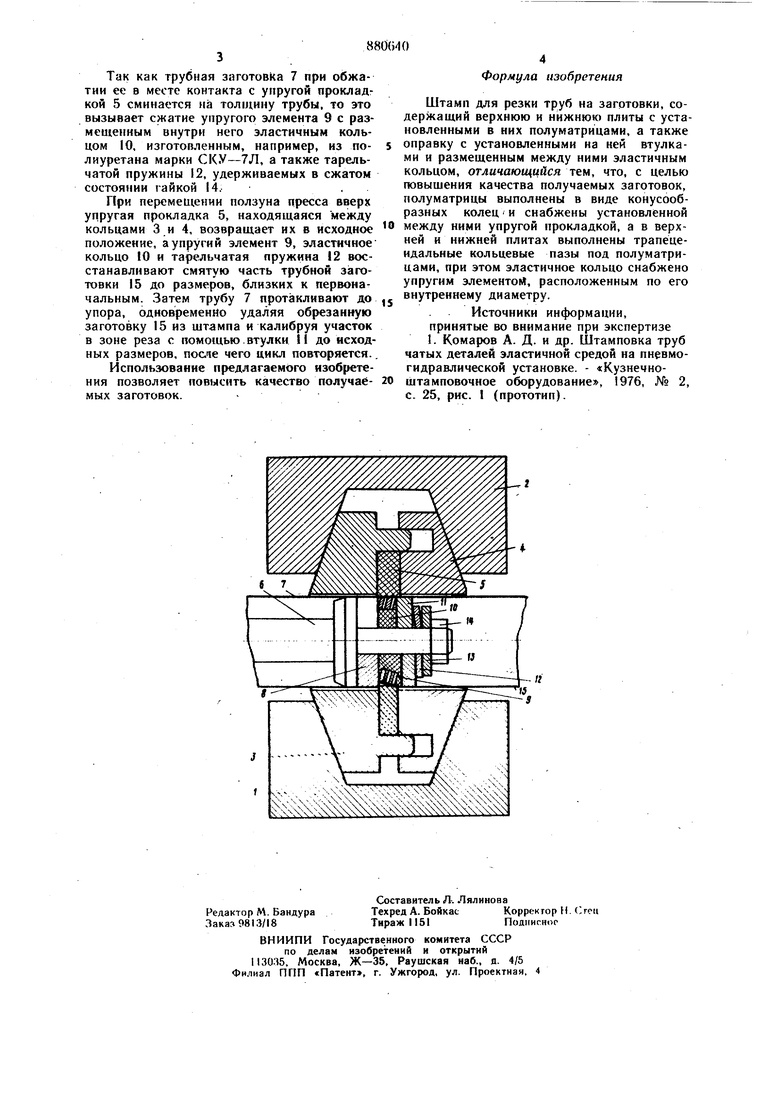
Изобретение относится к обработке металлов давлением и может быть использовано для резки труб на заготовки. Известен штамп для резки труб -на заготовки, содержащий верхнюю и нижнюю пдиты с установленными в них полуматрицами, а также оправку с установленными на ней втулками и размещенным между ними эластичным кольцом 1. Недостатком известного штампа является низкое качество получаемых заготовок. Цель изобретения -- повышение качества получаемых на и тампе заготовок. Поставленная цель достигается тем, что в штампе для резки труб на заготовки, содержащем верхнюю и нижнюю плиты с установленными в них полуматрицами, а также.оправку с установленнь1ми на ней втулками с размешенным между ними эластичным кольцом, полуматрицы выполнены в виде конусообразных колец и снабжены установленной между ними упругой прокладкой, а в верхней .и нижней плитах выполнены трапецеидальные, кольцевые пазы под полуматрицы, при . эластичное кольцо снабжено упругим элементом,расположенным по его внутреннему диаметру. На чертеже .изображен предлагаемый штамп, общий вид, разрез. Штамп содержит две плиты неподвижную I и подвижную 2 с конусообразными полостями, в которые вставлены матрицы, состоящие из двух конусообразных колец 3 и 4, между которыми помешена упругая прокладка 5. Оправка 6, на которую устанавливают трубу 7, имеет неподвижный нож 8, упругий элемент 9, внутри KOtoporo размещено эластичное кольцо 10, втулку 11, тарельчатую пружину 12, шайбу 13, удерживаемые на оправке гайкой 14. Штамп работает следующим образом. Трубу 7 надевают на неподвижную оправку 6, на которой размещен нож 8, и выдвигают до упора, на длину отрезаемой заготовки. При ходе ползуна пресса вннз подвижная верхняя плита 2 перемещает конусообразные кольца 3 и 4 в горизонтальной плоскости, которые сжимают упругую прокладку 5, изготовленную, например, из полиуретана марки СКУ-7Л. В результате сдавливания упругой прокладки 5 происходит обжатие на ноже по периметру трубной заготовки 7 к осуществляется ее разделение. Так как трубная заготовка 7 при обжатии ее в месте контакта с упругой прокладкой 5 сминается на толщину трубы, то это вызывает сжатие упругого элемента 9 с размещенным внутри него эластичным кольцом 10. изготовленным, например, из полиуретана марки СКУ-7Л, а также тарельчатой пружины 12, удерживаемых в сжатом состоянии гайкой 14.. При перемещении ползуна пресса вверх упругая прокладка 5, находящаяся между кольцами 3 и 47 возвращает их в исходное положение, аупругий элемент 9, эластичное кольцо 10 и тарельчатая пружина 12 воестанавливают смятую часть трубной заготовки 15 до размеров, близких к первоначальным. Затем трубу 7 протакливают до ,5 упора, одновременно удаЛяя обрезанную заготовку 15 из щтампа и калибруя участок в зоне реза с помощью. втулки II до исходных размеров, nocie чего цикл повторяется.. Использование предлагаемого изобретения позволяет повысить качество получав- 20 мых заготовок.Формула изобретения Штамп для резки труб на заготовки, содержащий верхнюю и нижнюю плиты с установленными в них полуматрицами, а также оправку с установленными на ней втулками и размещенным между ними эластичным кольцом, отличающийся тем, что, с целью повышения качества получаемых заготовок, полуматрнцы выполнены в виде конусообразных колец и снабжены установленной между ними упругой прокладкой, а в верх ей и нижней плитах выполнены трапецеидальные кольцевые пазы под полуматриЦами, при этом эластичное кольцо снабжено упругим элементом, расположенным по его внутреннему диаметру, .Источники информации, принятые во внимание при экспертизе 1. Комаров А. Д. и др. Штамповка труб чатых деталей эластичной средой на пневмогидравлической установке. - «Кузнечноштамповочное оборудование, 1976, № 2, с. 25, рис. I (прототип).
