h
. ч m 7
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для безотходной резки труб различной формы сечения: круглой, квадратной, прямоугольной и т.п.
Известно устройство для резки труб на заготовки, содержащее jcopпус с неподвижными ножом, в котором размещена подвижная оправка с магнитом, смонтированный в корпусе ползун с соосным подвижнь ножом и поддерживаклцей оправкой, снабженной фиксатором взаимного расположения оправок., перемещаемым в пазу оправ-ки клиновым приводом tl7.
Недостатками устройства являются низкое качество получаемых заготовок, так как отсутствует гарантированное совмещение плоскостей контата оправок с плоскостью контакта ножей, а также сложность конструкции клинового привода перемещения поддерживаквдей оправки и фиксатора центрирования оправок.
Наиболее близким техническим решением к предложенному является устройство для резки труб, содержащее верхнюю нажимную плиту, основание, установленные на нем корпус с неподвижным ножом, державку с подвижным ножом и оправки, выполненные с отверстием и соединенные между собой посредством стержня 2 ,
Недостатком этого устройства является низкое качество получаемых заготовок из-за отсутствия гарантированного совмещения плоскости контакта оправок с плоскостью контакта ножей и центрирующего элемента неподвижной и подвижной оправок.
Целью изобретения является новышение качества получаемых заготовок и повышение надежности работы устройства.
Цель достигается тем, что устройство для резки труб, содержащее верхнюю нажимную плиту, основание, установленные на нем корпус с непол вижннм ножом, державку с подвижным ножом и оправки, выполненные с отверстием и соединенные между собой посредством стержня, снабжено приводной кареткой с жестко закрепленно на ней планкой с отверстием и фикса,тором взаимного расположения оправок .верхняя нажимная йлита снабжена штиф .том, установленным с возможностью взаимодействия с отверстием в планке отверстия, подвижный нож выполнен с радиальным пазом, а отверстие в пЬдвижной оправке внполненог коничесКИМ, при этом фиксатор взаимного ps положения оправок вьшолнен в виде подпружиненного упора, установленного в радиальнсм пазу подвижного ножа и центрируквдей втулки с конической поверхностью, установленной в отверстии неподвижной оправки, подпружиненной к его торцовой поверхности, и контактирующей своей конической поверхностью с ответной конической поверхностью отверстия в подвижной оправке.
На фиг.1 изображен штамп, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Устройство для резки труб содержит основание 1 с закрепленными в нем направляквдими колонками 2, по которым перемещается нажимная плита 3 с направляющими втулками 4. На основании 1 закреплен корпус 5, в котором посредством резьбовой втулки 6 укреплен неподвижный нож 7 Между корпусом 5 и крьиыкой 8, соединенными болтами 9, расположена с возможностью перемещения в гори- зонтальном направлении под действием клина 10 и толкателя 11 и в вертикальном направлении под действием нажимнйй плиты 3 державка 12 с установленными в ней подвижным ножом 13, в радиальном пазу которого размещен заподлицо с плоскостью реза и имекдций скошенную поверхность подвижный упор 14, подпружиненный пружиной 15. С целью обеспечения соосности рабочих полостей неподвижного и подвижного ножей державка 12 подпружинена пружиной 16 к упору 17 корпуса 5 и пружиной 18 - к планке 19. На основании 1 установлен кронштейн 20, связанный с корпусом 5 направляйщими 21, по которым перемещается приводная каретка 22 с жестко закрепленной в ней и подпружиненной к ней неподвижной оправкой 23, каретка соединена с силовым цилиндром (не показан). Оправка 23, выполненная с пазом, соеднена посредством стержня 24 с подвижной оправкой-25 с конической поверхностью 26 и центрируется с ней посредством ответной конической поверхности втулки 27, расположенной в пазу оправки 23 и подпружиненной пружиной 28. Совмещение плоскости контакта оправок 23 и 25 с плоскостью Контакта ножей 7 и 13 при установке оправки 23 в каретке 22 ос5га1ествляется посредством подпружиненного упора 14, контактирующего с торцом оправки 23. Во время работы штампа гарантированное совмещение плоскостей обеспечивается штифтом 29 с конической заходкой поверхностью, жестко закрепленным в нажимной плите 3 и входящим-в отверстие 30 планки 31, жестко соединенной с приводной кареткой 22. Мехнизм удаления отрезанной заготовки трубы 32 выполнен в виде кронштейна 33, установленного на основании Зазор- между ножами 7 и 13 регулируется резьбовой втулкой 6. Устройство работает следунвдим об разом.. Установленная в отверстие привод ной каретки 22 и подпружиненная к ней оправка 23 под действием силового цилиндра вводится в рабочую зо ну штампа. Подвижная оправка 25 кон тактирует наружной конической поверхностью с упором 14 и смещается в радиальном направлении, открывая торец оправки 23, который контактирует с упором 14, после чего перемещение каретки 22 прекращается ко.нечным выключателем. Посредством нажимной плиты 3 . штифт 29 вводится в отверстие 30 планки 31,тем самьм фиксируя привод ную каретку 22 в определенном положении относительно плоскости реза, после чего оправка 23 жестко крепит ся в приводной каретке 22 и таким о разом обеспечивается гарантированн Совмещение плоскости контакта оправ 23 и 25 с плоскостью контакта ножей 7 и 13. Разрезаемая труба вводится в рабочую полость подвижного ножа 13, взаимодействуя внутренней полостью наружной конической поверхностью подвижной оправки 25, смещает оправ ку в радиальном направлении, котора контактируя с упором 14, смещает ег вдоль паза, и оправка вводится в трубу. Перемещаясь по оправке, труб взаимодействует со скошенной поверх ностью упора 14, смещает его заподлицо с рабочей плоскостью ножа 13, При этом подвижная оправка 25 центрируется с неподвижной оправкой 23 посредством пружины 28, втулки 27 и центрирующей конической поверхности 126, и труба подается до упора в выступ оправки 23. Включается пресС. ,При перемещении нажимной пяиты 3 клин 10 взаимодействует с толкателем 11, которий, перемещаясь в пазу планки 19, смещает державку 12с подвижным ноясом 13 относительно неподвижного ножа 7 в горизонтальном направлении, при этом разрезаются вертикальные участки трубы, причем величина хода толкателя 11 не превышает толщины стенки трубы. После этого действие клина 10 на толкатель 11 прекращается. Перемещаясь далее, нажимная плита контактирует с державкой 12 и смещает ее в вертикальном направлении относительно неподвижного ножа; при этом разрезаются горизонтальные участки трубы и заготовка отделяется, причем величина хода держкавки 12с ножом 13 также Не превышает толщины стенки трубы. Деформацию трубы по время резки предотвращают оправки 23 и 25. После отрезки заготовки нажимная плита 3 ползуном пресса, а также державка 12 под действием пружин 16 и 18 возвращается в исходное положение. При этом штифт 29 выходит из отверстия 30 планки 31, рабочие полости в ножах 7 и 13 совмещаются, оправки 23 и 25 центрируются, обеспечивая этим свободный ввод оправок в трубу и удаление с них отрезанной заготовки. Включается силовой цилиндр. Посредством каретки 22 оправки 23 и 25 с отрезанной заготовкой отводятся из зоны резки, при этом заготовка контактирует с кронштейном 33 и удаляется с движущихся оправок. Для возвращения оправок в зону резки включается реверс силового цилиндра 31 и каретка 22 с закрепленнь94И в ней оправками 23 и 25 и планкой 31 перемещается до срабатывания конечного выключателя. Включается пресс, нажимная плита 3 перемещается, штифт 29 входит в отверстие 30 планки 31 и доводит каретку 22 с оправками 23 и 25 до совмещения плоскости контакта оправок с плоскостью контакта ножей, после чего происходит отрезка заготовки и цикл повторяется. По сравнению с базовым объектом, в качестве которого принят прототип, предложенное устройство более надежно в работе и позволяет повысить качество получаемых заготовок.
A-/t
IT
Фее. I ff-ff
mmm//M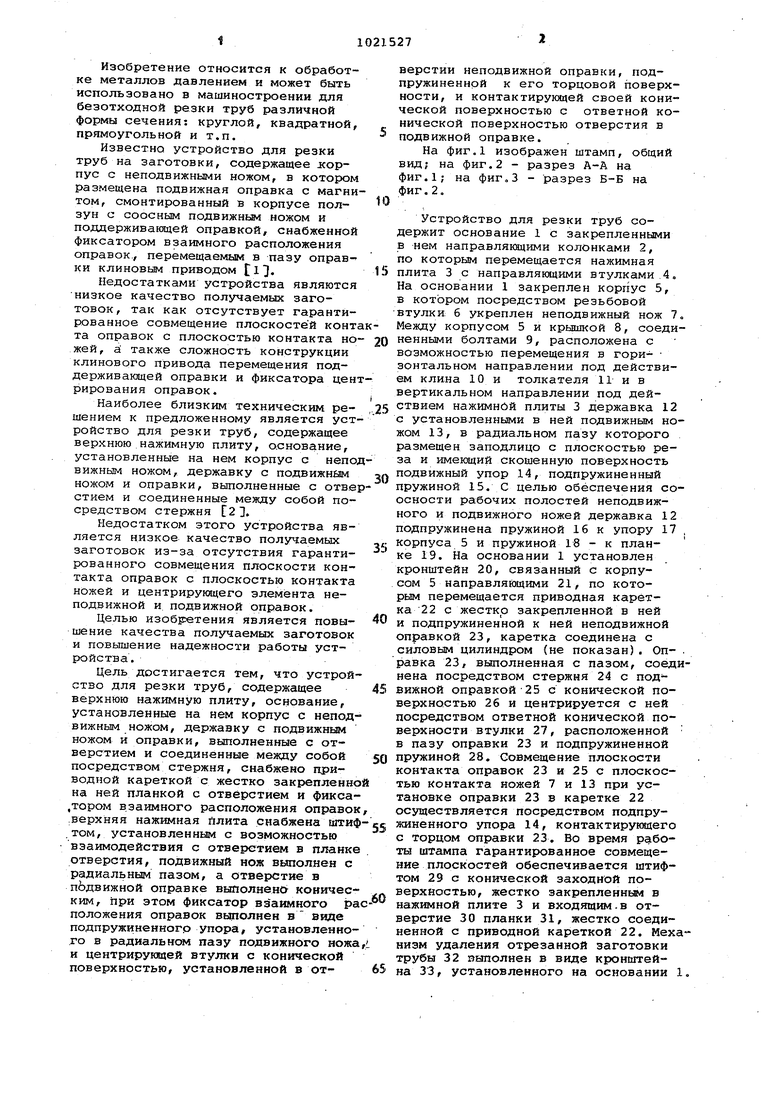

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Штамп для резки труб | 1982 |
|
SU1092013A1 |
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Штамп для резки труб | 1984 |
|
SU1286347A1 |
| Устройство для завивки спиральных пружин | 1980 |
|
SU921656A1 |
| Устройство для резки труб | 1977 |
|
SU732090A1 |
| Устройство для резки труб на заготовки | 1986 |
|
SU1349901A1 |
| Штамп для резки труб | 1984 |
|
SU1181791A1 |

УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ/ Содержащее верхнюю нажшвную плиту, основдяие, установленИые на нем корпус с неподвижным , державку с подвижным ножОм и оправки, выполненные с отверстием и соединенные между собой посредством стержня/ о. т л и ч а ю щ е ее я тем, что, с целью повышения качества получаемых заготовок м повышения надежности, оно снабжено приводной кареткой с жестко закрепленной на ней планкой с отверстием и фиксатором взаимного расположения оправок, верхняя нажимная плита снабжена штифтом, установленньм с возможностью взаимодействия с отверстием в планке отверстия, подвижный нож выполнен с радиальным пазом, а отверстие в под- вижной оправке вьшолиено коническим, при этом фиксатор в за1 много расположения оправок выполнен в виде подпружиненного упора, установленного в радиальне пазу подвижного ножа, и центрирукщей втулки с конической поверхностью, установленной в отверютии неподвижной оправки, под- Щ пружиненной к его торцовой поверхности, и контактврукхцей своей конической поверхностью с ответной конической поверхностью отверстия в подвижной оправке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отрезки труб | 1978 |
|
SU846134A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для резки труб | 1977 |
|
SU732090A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
