(54) ШТАМП ДЛЯ РЕЗКИ ПРУТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутков на заготовки | 1981 |
|
SU998012A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
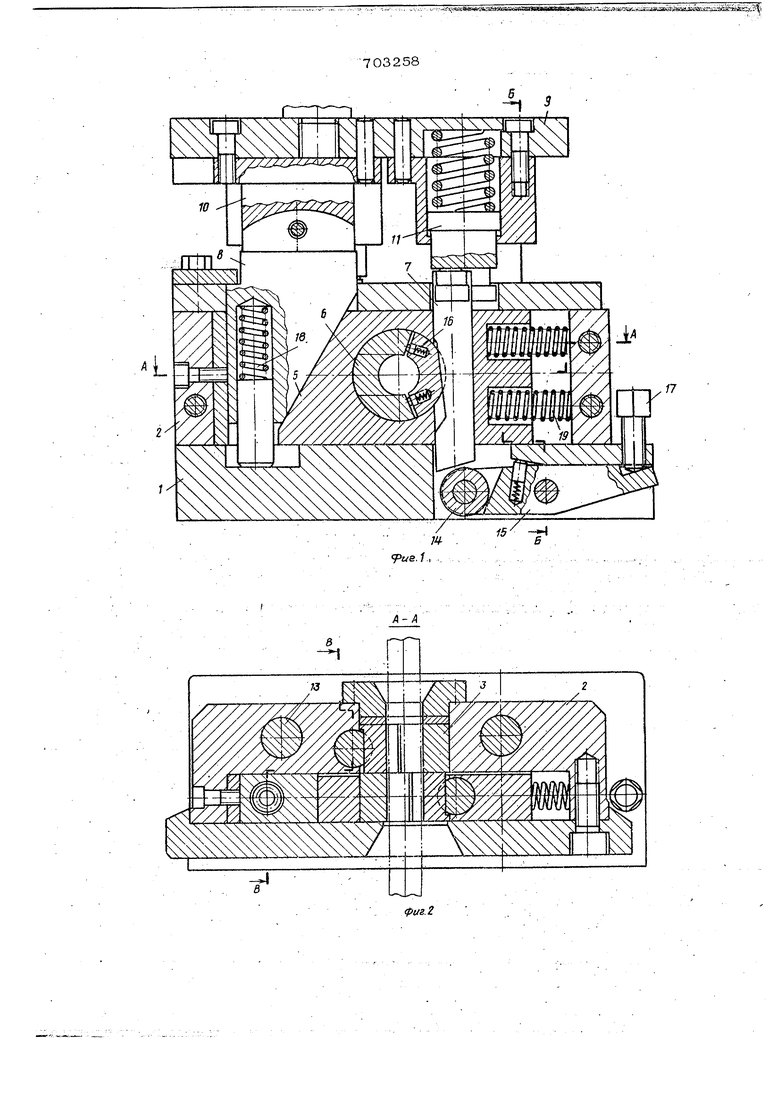

Изобретение относится к области заготовительного производства металлургической промышленности. Известен штамп для резки прутков, содержащий верхнюю плиту с толкателями, нижнюю плиту с неподвижным разъем ным ножом и подвижной кареткой со смо тированным на ней дополнительным разъе ным ножом, а также клиновые механизмы зажима элементов ножей, взаимодействующие с толкателями 1 . Недостатком этого штампа являе.тся то, что зажим прутка и отрезаемой части, действуя в течение всего процесса резки, препятствует их относительному смещению в направлении продольной, оси, что может приводить к пригарам на торцевых поверхностях отрезаемых заготово в результате контактного трения, т.е. к снижению качества резки. Цель(6 изобретения является повышение качества резки. Цель достигается тем, что предлагаемый штамп снабжен механизмом регулирования усилия зажима элементов дополнительного ножа в вице установленного на оси рычага с роликами, взаимодействующим с клином механизма зажима дополнительного ножа. Для обеспечения возможности одновременной передачи усилия на механизмы зажима элементов дополнительного ножа штамп снабжен Т-образным хвостовиком, размещенным в ответном пазу соответствуюш;его толкателя. На фиг. 1 показан штамп, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2. Штамп состоит из укрепленной на основании 1 стойки 2, в которой смонтирован неподвижный разъемный нож 3, вертикальный зажимной клин 4 и горизонтально перемещающаяся каретка 5 с подвижным рабочим ножом 6 и вторым вертикальным аажимнь1м клином 7, привод мый в движение от клина 8, верхней плиты 9 с одним жестким 10 и двумя
703258 подпружиненнь1ми толкателями 11 и 12, соединенной со стойкой 2 направляющими колонками 13, .БлагоШ)я тому, что ножи выполнены Вбиде двух неравных элементов и их topUbi перекрывают друг .друга, они име(бт lipoCTyro цилиндрическую внешнюю .. форму и установлены в отверстия стойки 2 и каретки 5 на плотной посадке ли i и najjernji -J иа luiuiuwji без специального дополнительного крепле ния.. . Пруток подается в рабочую зону штампа до упора (упор на чертеже не по казан). При ходе ползуна пресса вниз усилие через верхнюю плиту 9 и подпру жийённЬ1е толкатели 11 и 12 передается на зйжимные клинья 4 и 7, которые при ШйЖёнйи вйиз перемещают зажимные ччсти рабочих ножей, зажимающие пруто по обёетЬроны от плоскости реза. При дальнейшем движении верхней плиты вниз усилие через жесткий толкатель 10 и клин 8 передается на каретку 5, при переWeffleHiffl которого происходит Ьтрёзка Заготовки режущими элементами ножей :ШГёГ::::;-::.: . :. ;. ; Для обеспечения возможности горизон тального смещения клина 7Ьтгй8с1Ггёльн6 толкателя 11 (фиг, 1) их соединение; быполнейо подвижно в виде Т-образного выступа на клине 7t входящего.в Т-образный паз на .торце толкателя 11, При перемещении каретки 5 зажимно клин 7 своим наклонным торцом упирает ся в ролик 14 регулируемого рычага 15 и, передвигаясь при этом вверх. Освобождает зажимной элемент ножа 6, который отходит под воздействием ПРУЖИНЫ 16 от отрезаемой части прутка, освобождая её От поперечного SaiRHMa; ШлО: сёние рычага 1 5, несущего ро. лик 14, регулируется болтом 17 таким образом, чтобы снятие усилия поперечно го зажима происходило в момент, близ- ий к началу образования поверхности кола. При ходе ползуна вверх верхняя плна. 9 с закрепленными толкателями 10, 11 и 12 и вертикальными зажимными линьями 4 и 7 поднимается, зйжимные лементы ножей отходят .-.в стороны, обазу я поперечный зазор, необходимый для вободного продвижения прутка; клин 8 .,. под действием пружин 18 и каретка 5 ПОД действием пружин 19 возвращаются . .. . .fTV 1 Ckr-ij r ПЧТ Q в исходное положение. Отрезанная заготовка удаляется из рабочей зоны штампа при подаче прутка. Предлагаемый штамп обеспечивает высокое качество резки. /Рормулаизобретения 1. Штамп для резки прутков, содержащий верхнюю плиту с толкателями, нижнюю плиту с неподвижным разъемным ножом и подвижной кареткой со смонтированным на ней дополнительным разъемным ножом, а также клиновые механизмы зажима элементов ножей, взаимодействующие с т оЛкатёлями, о т л и - ч а ющййся тем, что, с целью повышения качества резки, он снабжен механизмом регулирования усилия зажима элементов дополнительного ножа в виде установленного йа оси рычага с роликом, взаимодействующим с клином механизма зажима дополнительного ножа. 2. Штамп по п, 1, отличаю - щ и и с я тем, что с целью обеспечения возможности одновременной передачи усилия на механизмы зажима элементов дополнительного ножа, снабжен Т-образным хвостовиком, размещенным в ответ ном пазу соответствующего толкателя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 156032, кл, В 23 1 23/00, 1962,
Б-5
фиг
S-3
срие.4
