1
Изобретение относится к изготовлению покрышек пневматических шин и предназначено для формования и вулканизации собраииой заготовки иокрышки пневматической шины в пресс-форме.
Известен форматор-вулканизатор покрышки пневматической шины, содержащий обогреваемую пресс-форму, верхняя полуформа которой подвижно установлена относительно нижней полуформы и связана с приводом для ее перемещения кривошипио-шатунными механизмами 1.
Из-за отсутствия в известном форматоревулканизаторе индивидуального средства для запирания пресс-формы на время вулканизации кривошипно-шатунные механизмы, станины выполняются с запасом прочности, обусловливающим увеличение металлоемкости форматора-вулканизатора.
Наиболее близок к описываемому форматор-вулканизатор покрышки пневматической шины, содержащей обогреваемую пресс-форму с байонетным замком, подвижно установленная верхняя полуформа которой связана с приводом для ее перемещения посредством расположенных симметрично относительно вертикальной оси пресс-формы цапф и взаимодействующих с ними кривошипио-шатунных механизмов {2.
Наличие байонетного замка позволяет распределить нагрузки при смыкании полуформ на кривошипно-шатунные механизмы и байонетный замок, что позволяет снизить металлоемкость форматора-вулканизатора. Однако в начале срабатывания байонетиого замка и вулканизации распорные усилия воспринимаются шатунами кривошипно-шатунных механизмов, что не позволяет
в большей степени разгрузить шатуны и снизить металлоемкость их.
Цель изобретения - уменьшение металлоемкости за счет уменьшения напряжений в кривошипно-шатунных механизмах при
вулканизации.
Поставленная цель достигается тем, что в каждом шатуне выполнен продольный паз, в котором установлен подпружиненный в продольном направлении вкладыш со
смонтированной в последнем цапфой.
Такое упругое звено в шатуне дает возможность компенсировать напряжения в нем, обусловленные перемещением верхней полуформы при срабатывании байонетного
замка до выбора зазора между выступами полуформ и байонетным кольцом, без нагрузки на детали шатунно-кривошипного механизма и станину. Это гарантирует от возможных деформаций и поломок деталей
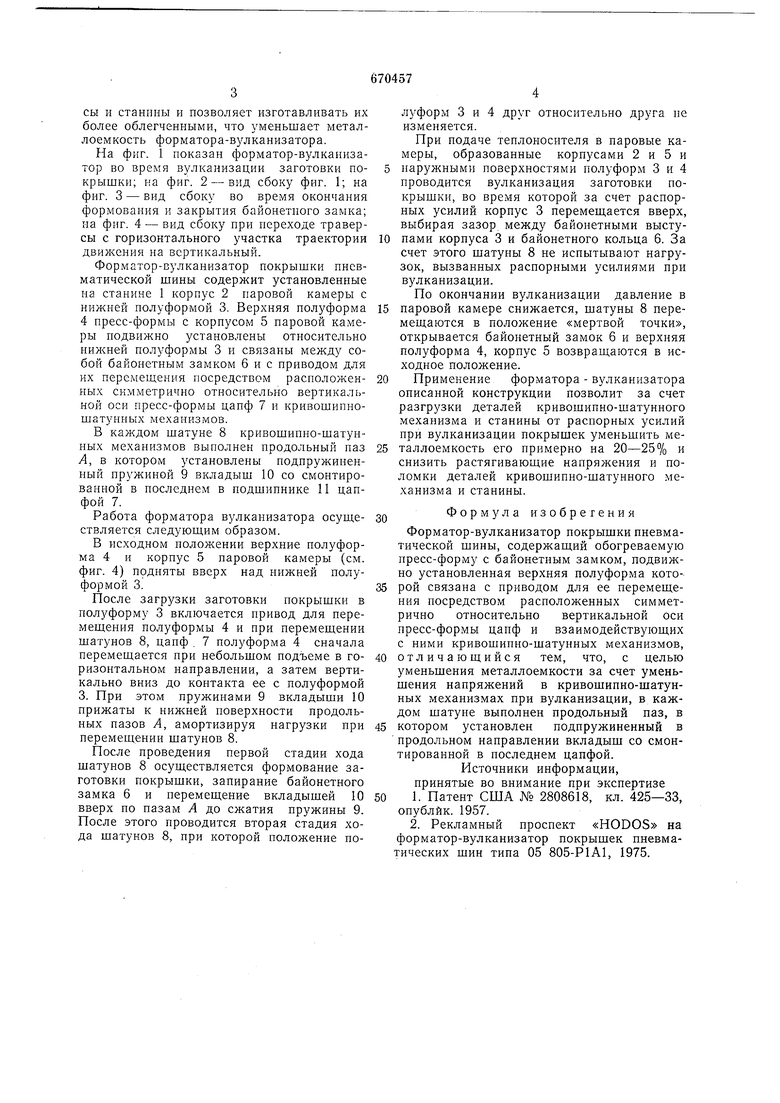
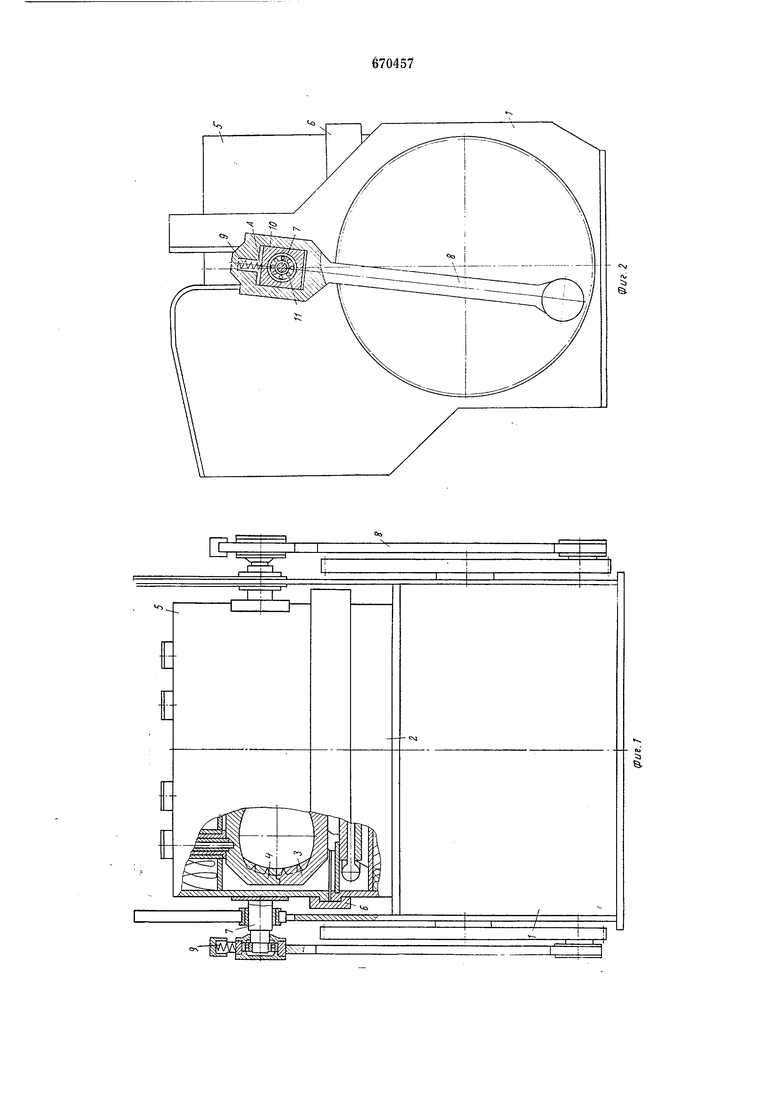
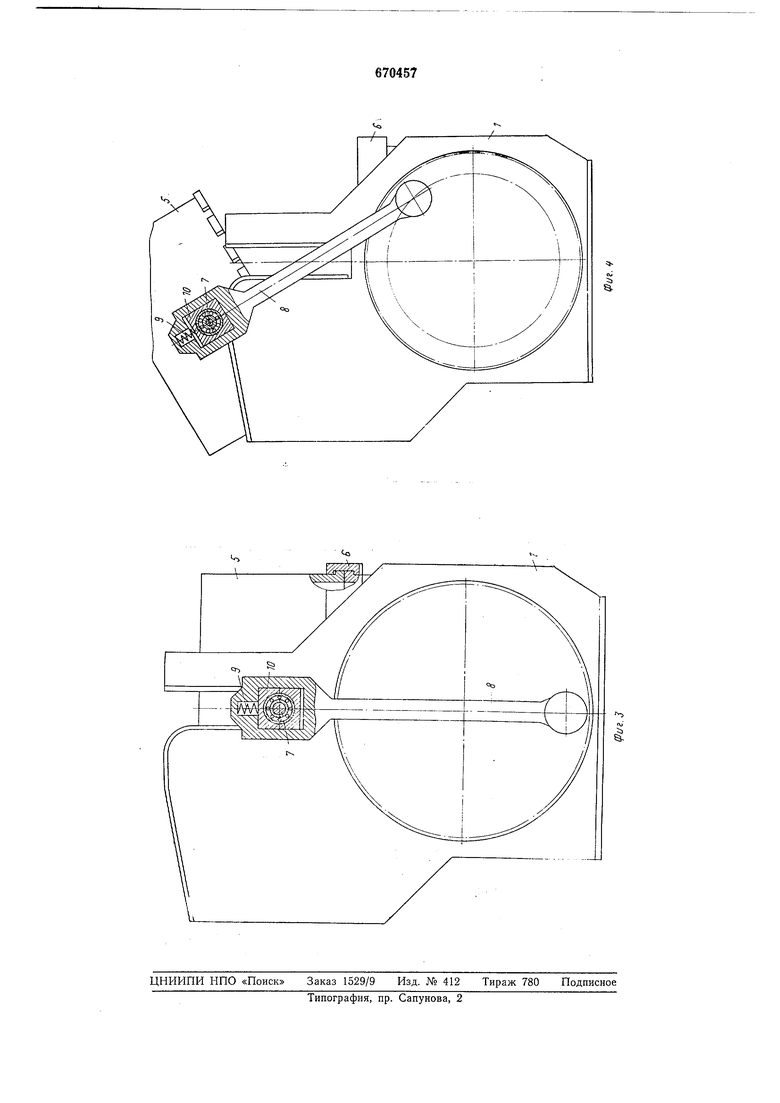
кривошипно-шатунного механпзма траверсы и станины и позволяет изготавливать их более облегченными, что уменьшает металлоемкость форматора-вулканизатора. На фиг. 1 показан форматор-вулканизатор во время вулканизации заготовки покрышки; на фиг. 2 - вид сбоку фиг. 1; на фиг. 3 - вид сбоку во время окончания формования и закрытия байонетпого замка; на фиг. 4 - вид сбоку нрн переходе траверсы с горизонтального участка траектории движения на вертикальный. Форматор-вулканизатор покрышки пневматической шины содержит установленные на станине 1 корпус 2 паровой камеры с нижней полуформой 3. Верхняя полуформа 4 пресс-формы с корпусом 5 паровой камеры подвижно установлены относительно нилсней полуформы 3 и связаны между собой байонетным замком бис приводом для их перемещения посредством расположенных симметрично относительно вертикальной оси пресс-формы цапф 7 и кривошипношатунных механизмов. В каждом шатуне 8 кривошипно-шатунных механизмов выполнен продольный паз А, в котором установлены нодпружиненный пружиной 9 вкладыш 10 со смонтированной в последнем в подшипнике 11 цапфой 7. Работа форматора вулканизатора осушествляется следуюш,им образом. В исходном положении верхние полуформа 4 и корпус 5 паровой камеры (см. фиг. 4) подняты вверх над нижней полуформой 3. После загрузки заготовки покрышки в полуформу 3 включается привод для перемещения полуформы 4 и при перемещении шатунов 8, цапф , 7 полуформа 4 сначала перемещается при небольшом подъеме в горизонтальном направлении, а затем вертикально вниз до контакта ее с полуформой 3. При этом пружинами 9 вкладыши 10 прижаты к нижней поверхности продольных пазов А, амортизируя нагрузки при перемещении щатунов 8. После проведения первой стадии хода шатунов 8 осуществляется формование заготовки покрышки, запирание байонетного замка 6 и перемещение вкладышей 10 вверх по пазам А до сжатия пружины 9. После этого проводится вторая стадия хода шатунов 8, при которой положение полуформ 3 и 4 друг относительно друга не изменяется. При подаче теплоносителя в паровые камеры, образованные корпусами 2 и 5 и наружными поверхностями полуформ 3 и 4 проводится вулканизация заготовки покрышки, во время которой за счет распорных усилий корпус 3 перемещается вверх, выбирая зазор между байонетными выступами корпуса 3 и байонетного кольца 6. За счет этого шатуны 8 не испытывают нагрузок, вызванных распорными усилиями при вулканизации. По окончании вулканизации давление в паровой камере снижается, шатуны 8 перемещаются в положение «мертвой точки, открывается байонетный замок 6 и верхняя полуформа 4, корпус 5 возвращаются в исходное положение. Применение форматора - вулканизатора описанной конструкции позволит за счет разгрузки деталей кривошипно-шатунного механизма и станины от распорных усилий при вулканизации покрышек уменьшить металлоемкость его примерно на 20-25% и снизить растягивающие напряжения и поломки деталей кривошипно-щатунного механизма и станины. Формула изобретения Форматор-вулканизатор покрышки пневматической шины, содержащий обогреваемую пресс-форму с байонетным замком, ПОДБИЛ но установленная верхняя полуформа которой связана с приводом для ее перемещения посредством расположенных симметрично относительно вертикальной оси пресс-формы цапф и взаимодействующих с ними кривошипно-шатунных механизмов, отличающийся тем, что, с целью уменьшения металлоемкости за счет уменьщения напряжений в кривошипно-шатунных механизмах при вулканизации, в каждом шатуне выполнен продольный паз, в котором установлен подпружиненный в продольном направлении вкладыш со смонтированной в последнем цапфой. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2808618, кл. 425-33, онублйк. 1957. 2. Рекламный проспект «HODOS на форматор-вулканизатор покрышек пневмаических шин типа 05 805-Р1А1, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форматор-вулканизатор покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU797903A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2039651C1 |
| Форматор-вулканизатор | 1979 |
|
SU812593A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Перезарядчик к поточной линии для вулканизации покрышек | 1982 |
|
SU1033359A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU958127A1 |
| ВУЛКАНИЗАТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1969 |
|
SU233887A1 |
ч
5j
