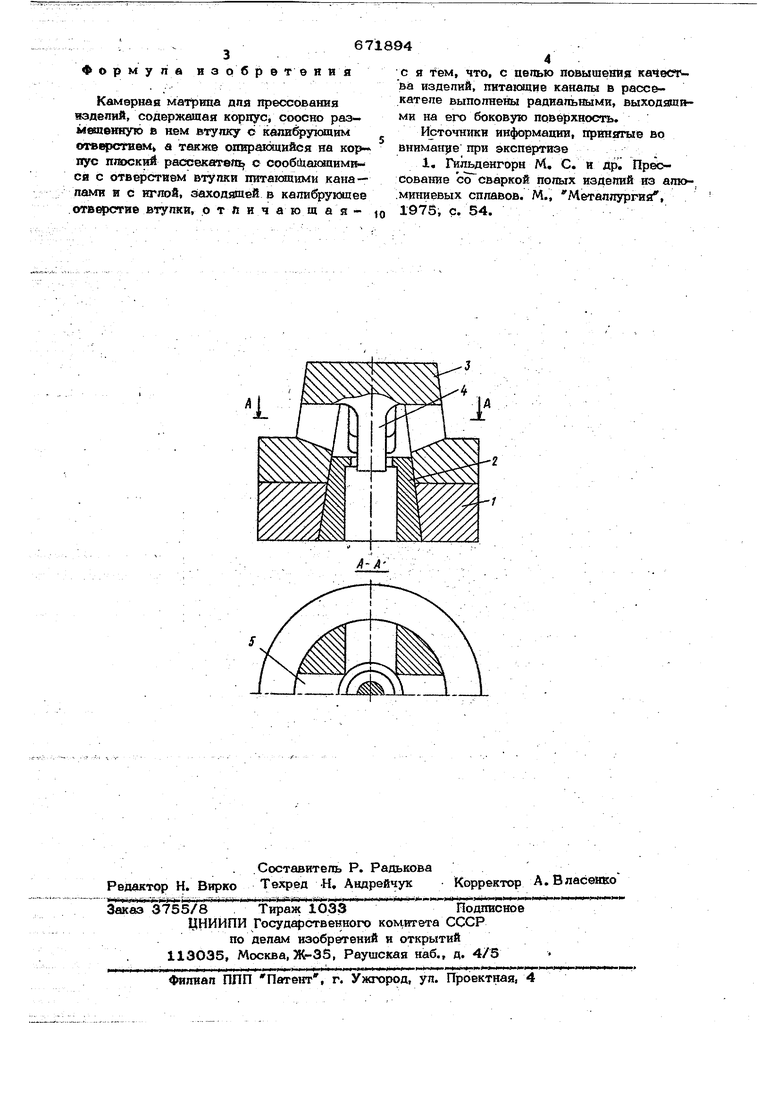
Изобретение относите я к обработке металлов давпением. Известна камерная матрица для тфессования изделий, содержашая корпус, соосно размещенную в нем втулку с калибрующим отверстием, а также опирающийся на корпус плоский рассекатель с сообишющимися с отверстием втулки питающими каналами и с иглой, заход sea ей в калибрующее отверстие втулки. СППри прессовании потоки металла, пройдя питатели, попадают в общую кольцевую камеру, где свариваются. Окончательно профиль изделия формируется при истечении в зазор между отверстиями во втулке мат1жцы и (язычко). Количество продольных сварных швов профиля равно количеству питателей. При прессовании. сварка не всегда качестввина, особенно в концевых участках пресс-изделий. Для получения изделий гарантированной прочности концевые участки удаляют. При удалении заднего по ходу прессования участка образуется пресоутяжина. Для исключения попадания прёс{ утяжины в камеру сварки и в пресо-издепие необходимо увеличивать пресс-остаток. Целью изобретения является улучшение качества пресс-изделий. Указанная цель достигается тем, что питающие каналы в рассекателе выполнены радиальными, выход яшими на его боковую Поверхность. При этом образование осевой пресс-утяжины исключено. Кроме тотх, потоки металла в камере сварки встречно направлены, благодаря чему в зоне сварки увеличиваются сжимающие напряжения. На чертеже изображена камерная матрица в размере и сечение А-А. Камерная матрица содержит корпус 1, втупку 2, рассекатель 3 и иглу 4. В корпусе выполнены питающие каналы 5, выходяшие на его боковую поверхность. В связи с отсутствием осевой прессутяжины улучшаетс Я чистота материала, что приводит к повышению качества сварки и пресс-изделия в цепом. Формула бр в тения Камернаг матрииа для прессованна йэдепий, содержащая корпус, соосно раз- мещвйную в нем втуяку о капибругошим спферствем а также отфаняцийся на корпус плоский рассекатв % с сообсЬающимиСи с отверстием втулки питающими каналами и с , заходяшей в капибрумдее отверстие втупки, о т ft и ч а ю щ а я 674 с я тем, что, с пепью повышения качества изделий, питакшие каналы в рассекателе выполнены радиальными, выходявшимн на его боковую поверхность. Источники информации, принятые во вниман)1е при экспертизе 1. Гипьденгорн М, С. и др Прессование соГ сваркой полых изделий из алн миниевых сплавов. М., Металлургия, 1975, с. 54.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| КАМЕРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257417A1 |
| Комбинированная матрица для прессования полых изделий | 1979 |
|
SU774661A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ТРУБ ИЗ МЕТАЛЛИЧЕСКИХ ГРАНУЛ | 1989 |
|
SU1693791A1 |
| Язычковая матрица | 1978 |
|
SU778855A1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ | 2002 |
|
RU2236316C2 |
| Матрица для прессования полых изделий | 1980 |
|
SU912317A1 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ | 1998 |
|
RU2165813C2 |
