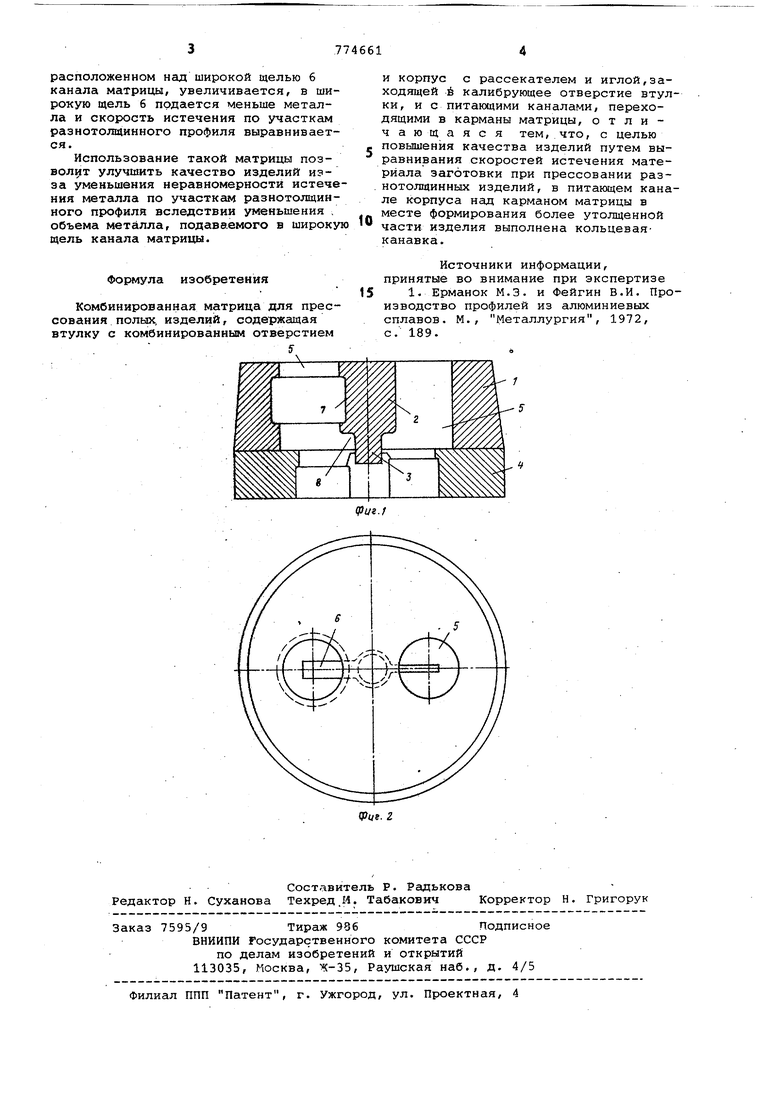
Изобретение относится к обработке металлов давлением, в частности к прессованию профилей из алюминиевых сплавов. Известна конструкция матрицы с плоским рассекателем, содержащая втулку с калибрук5цим отверстием и корпус с рассекателем и иглой, заходящей в калибрующее отверстие матрицы, и питающими каналами, переходящими в карманы матрицы ,1 . Недостатком этой конструкции является то, что при прессовании пустотелых разнотолщинных изделий прессуемый металл подается через питатели в канал матрицы равномерно, при этом исключается возможность выравнивания скоростей истечения по участ кам изделия за счет подачи металла через питатели, что снижает качество изделия. Целью изобретения является выр внивание скоростей истечения металла по участкам разнотолщинного профиля за счет изменения объема металла, подаваемого через питатели. Поставленная цель достигается тем что в описываемой матрице в отличии от известной в питающем канале корп са над карманом матрицы в месте фор мирования более утолщенной части изделия выполнена кольцевая канавка. На фиг. 1 показана матрица, общий вид, в разрезе; на фиг.. 2 - то же, вид сверху. Матрица для прессования полых изделий содержит корпус 1 с рассекателем 2 и иглой 3, втулку 4 матрицы, сопрягаклиугася с корпусом 1, и питатели 5. В одном из питателей 5, расположенном над широкой щелью 6 канала матрицы, выполнена кольцевая ка,навка 7, расположенная вьвае уровня кармана 8 матрицы. Матрицу используют следующим образом. В начале прессования металл заполняет объемы питателей 5, при этом заполняется металлом и кольцевая канавка 7. В дальнейшем трение прессуемого металла в питателе 5, расположенном над широкой щелью б канала матрицы,- увеличивается, так как в данном случае контактная поверхность трения прессуемого металла о поверхность питателя 5 уменьщается, а за счет кольцевой канавки увеличивается трение прессуемого металла и металла, заполнившего кольцевую канавку 7. Суммарное трение в питателе 5,
расположенном над широкой щелью 6 канала матрицы, увеличивается, в широкую щель 6 подается меньше металла и скорость истечения по участкам разнотолщинного профиля выравнивается.
Использование такой матрицы позволкгт улучшить качество изделий изза уменьшения неравномерности истечения металла по участкам разнотолщинного профиля веледеТВИИ уменьшения объема металла, подаваемого в широкую щель канала матрицы. Формула изобретения Комбинированная матрица для прессования полых, изделий, содержащая втулку с комбинированным отверстием
и корпус с рассекателем и иглой,заходящей Ё калибрующее отверстие втулки, и с питающими каналами, переходящими в карманы матрицы, отличающаяся тем, что, с целью повышения качества изделий путем выравнивания скоростей истечения материала заготовки при прессовании разнотолщинных изделий, в питающем канале корпуса над карманом матрицы в месте формирования более утолщенной части изделия выполнена кольцеваяканавка. Источники информации, принятые во внимание при экспертизе 1. Ерманок М.З. и Фейгин В.И. Производство профилей из алюминиевых сплавов. М., Металлургия, 1972, с. 189.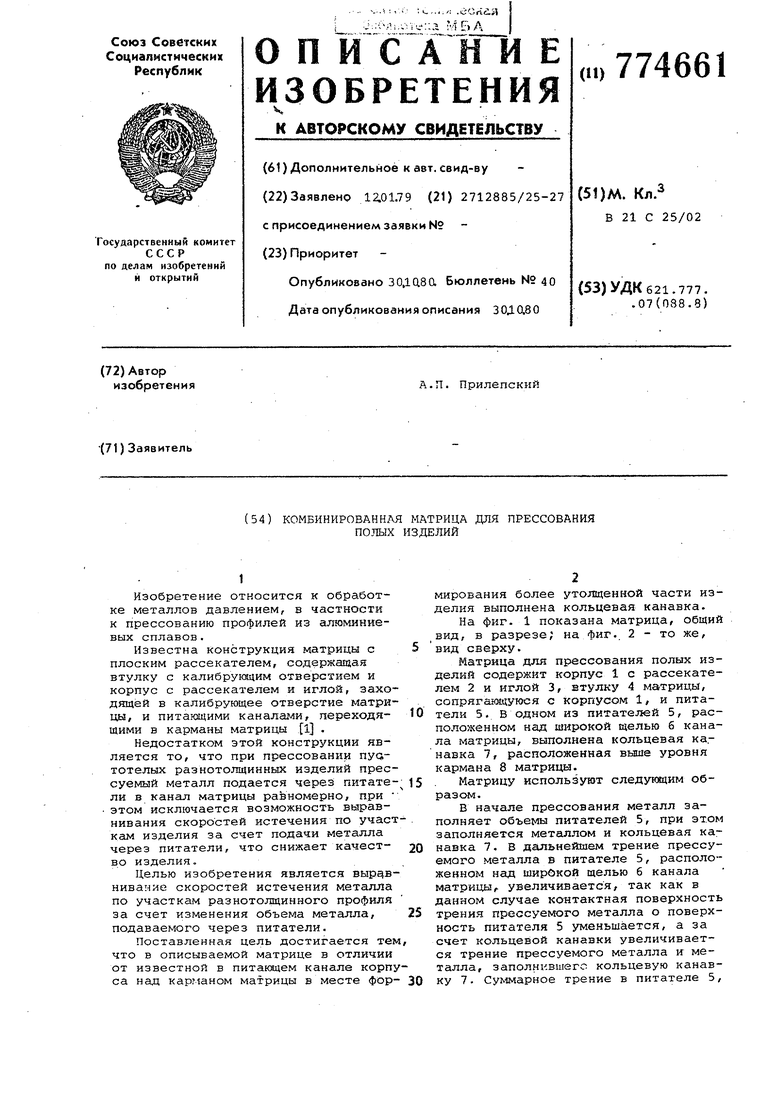
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальная матрица для прессования со сваркой полых профилей | 1982 |
|
SU1162514A1 |
| Матрица для экструдирования разнотолщинных профилей | 1977 |
|
SU642037A1 |
| Способ прессования разнотолщинных профилей | 1980 |
|
SU956087A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Матрица для прессования полых изделий | 1980 |
|
SU912317A1 |
| Комбинированная матрица для прессования полых профилей | 1977 |
|
SU740331A1 |
| Камерная матрица для прессования изделий | 1976 |
|
SU671894A1 |
| МАТРИЦА ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ ТРУБ И ПОЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2470730C1 |
| Матрица для прессования разнотолщин-НыХ пРОфилЕй | 1979 |
|
SU845932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ В СРЕДЕ АЗОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189878C2 |
