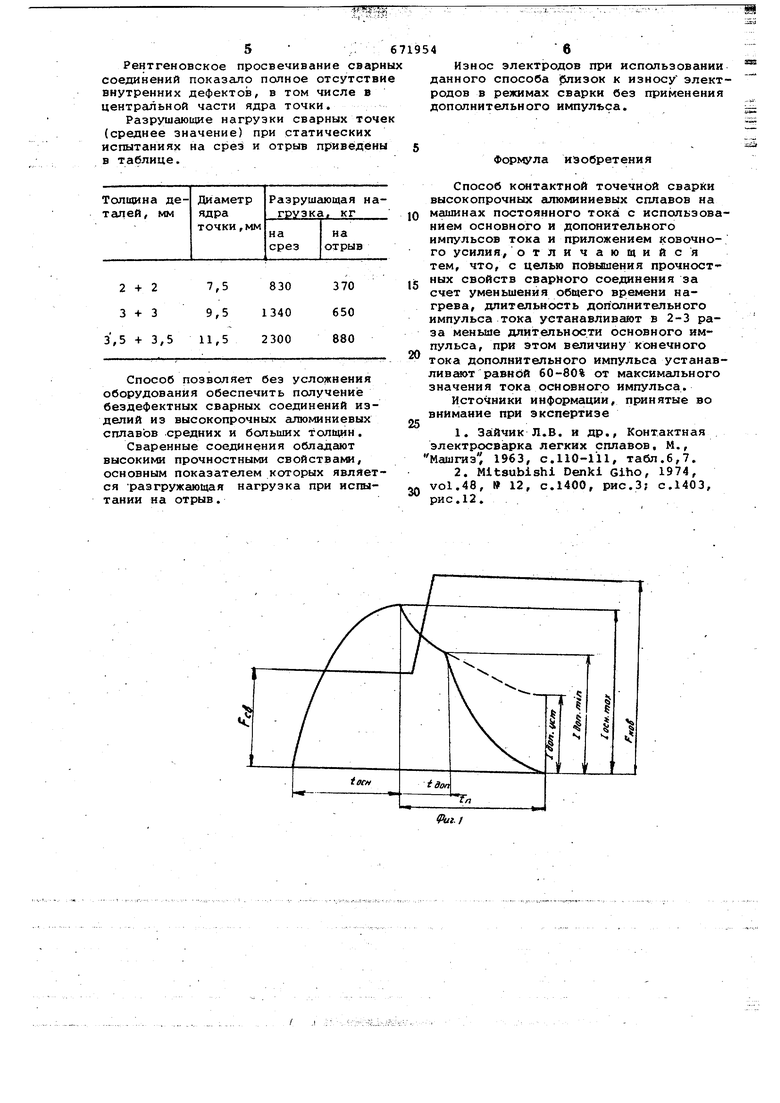
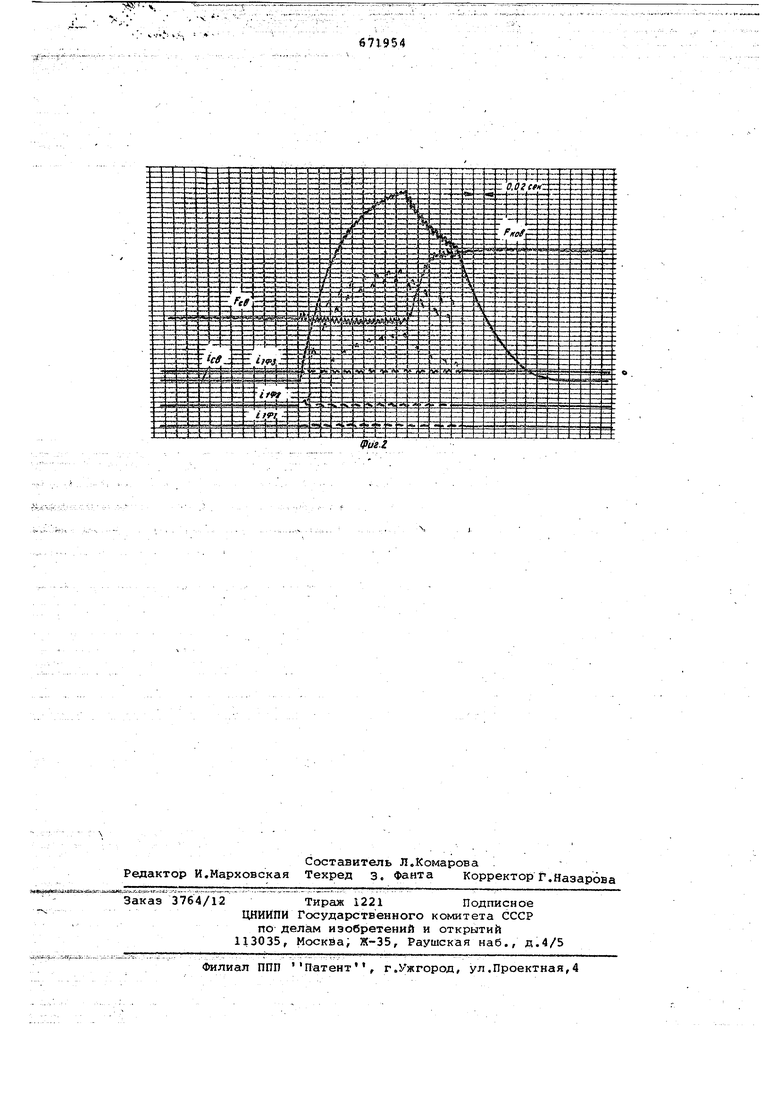
, I Изобретение касается контактной точечной сварки высокопрочных легких сплавов, np iMymecTBeHHo алю1(шниёвых и может быть использовано при сварке на точечных машинах постоянного Известен .способ точечнс сварки алюминиевых сплавов для трехфазных низкочастотных маишн с использованием двух импульсов тока - основного, осуществляющего непосредственно сварку, и допопнительного, который зна теЛьво меньше по величине чем осйсязнс, и включается после выключения оснсжно го импульса И. Йри этом способе с момента выийвэчения основного импульса и включения дополнительного сварочный ток снижается до установившегося значения тока дополнительного импульса и поддерживается на этом уровне в течение зиачительного времени,, превышающего, как правило, длительность основного импульса. Ковочное усилие приклад|:Хвается во время дополнительного имшульса. Недостатком этого способа является то, что общее время нагрева сварной точки весьма значительно, что для алюминиевых сплавов приводит к перегреву околошовной зоны и, как след- ствие, к снижению прочностных сварных соеди нений, одни из основных показателей является разрушающая нагрузка при статических исанлтаниях на ., Крсялв того, значительная длительность дополнительного импульса тока в сочетании крврч шм усилием сжатия электродов пря&с т к снижению стсЛкости элёкТрсщов, Известен способ контактной точеч- . ной сварки высокопрочных алю1иа1ниевых сплавов на мшоинах постоянного тока с использованием основного и дополнительного илетульсов тока с приложением ковочного усилия 2. Дополнительный импульс (импульс тока охлаждения) включается в момент выключения основного импульса на время, п|)евьвиан)щее длительность основного импульса тока. Ковочное усилие прикладывается во время дополнительного импульса тока. При диаметре литого ядра около 12 мм принят основной режим сварки, при котором: максимальное значение тока основного импульса кА, установившийся ток охлаждения L 32 кА, длительнсэсть основного импульса тока периодов (0,3с при частоте 50 Гц), длительность тока охлаждения период .(0,42с) . Недостаток этого способа заключается в том, что велика общая длитель ность нагрева сварной точки (0,72с) что должно привести к перегреву околсшовной зоны и, следовательно, к снижению прочностных свойс й егарМого соединения. Кроме того, Д1ли т ельны нагрев в сочетании с ковочнымусилие сжатия электродов неизбежно приводит к снижению СТОЙКОСТИ эяектрьдов, Цель изобретения - повыиёниё проч ностных свойств сварного соединения за счет- уменьшения общего времени на грева. Для достижения этой цели длительность дополнительного импульса тока в 2-3 ржэа ;йёнШё йййтеЯ6й1зе й ВбНов нЭГб ййПульса, при STOM величййу конечногб тока дополнительного импульса устанавливают равной 60-80% от . максимального значения тока основног импульса. На фиг.1 представлен график изменения тока ti. усилия во времени; на фиг.2 - осциллограмма процесса. В момент выключения основного импульса подают дополнительный импульс тсжа. При этом наступает переходный процесс, в течение котсч ого, благодаря индуктивности вторичного контура маймны, сварочный ток спадает постепенно, стремясь к установившемусятоку дополнительного импульса, величина которого 1 доп.уст. заранее задается. В точечных машинах постоянного Тока, предназначенных для сварки крупногабаритных изделий из Легкйх сплавов, длительность завершения переходного процесса t составляет О,14-0,18с. Длительность дополнительного импульса устанавливают меньше длительности завершения переходного процесса t, а также значительно меньше длительности основного импульса тока (в 2-3 раза) . Конечная величина тока дополни тельного импульсаУ доп.тгл ( при котором сварочный ток выключают) зависит от максимального значения тока Основного импульса 1 ос,max (:кЬ ЖтиТтёрбход ого пр при измёнён1(Ш тока от Г ocH. нйвивйшгося тока дополнительного им 1 доп.уст. Установившееся значение тока до 11ШИ1Г ШгейВгЪ«ШуЯЬйа18Ш а:Ие& уста навливают таким, чтобы при выбраннсЛ длительности дбН6л1«йтёлЬн ого ййпуль са величина тока к моменту выключения составляла 60-80% от максимального тока основного импульса. Конеч ная величина тока дополнительного ймпульСа завЖёйт чэт материала и тол щины сваривае№1х изделий и находитс в указанных пределах. УмейШёнйе нй него предела требует повышения точности момента приложения ковочного усилия, в противном случае появляются в сварном соединении усадочные дефекты. Увеличение верхнего предела приводит к увеличению диаметра литого ядра и перегреву соединения. Таким образом, в течение длительности дополнительного импульса сварочный ток непрерывно спадает до указанной величины, которая превышает установившееся значение тока дополнительного импульса. Ковочное усилие прикладывается в течение длительности дополнительного импульса. Непрерывно замедленный спад сварочного тока в течение дополнительного импульса обеспечивает замедленную кристаллизацию литого ядра, благЬДарЯ чёйу Полностью отсутствуют усадочные дефекты - поры, раковины и трешины - в ядре точки, в том числе в центральной части. С другой стороны, благодаря малой длитeльнqpтн дополнительного импульса отсутствует перегрев околошовной зоны, что обеспечивает высокие прочностные свойства сварного соединения. Кратковременность подачи дополнительного импульса тока позволяет приблизить условия износа электродов к условиям износа, электродов при использовании режимов сварки без применения дополнительного импульса, т.е. увеличить срок службы электродов по сравнению с известными способами, в которых используют дополнительный импульс с целью получения бездефектных соединений. Способ проверен при точечной сварке крупногабарит.ных изделий из высокопрочного алюьданиевого сплава типа АМгбН на машине типа УТВМ-6301 при толщине деталей 2+2; 3 + 3 мм и 3,5 + 3,5 мм. Осциллограмма при сварке деталей толщиной 3,5 + 3,5 мм приведена на фиг.2, где 1(, - сварочный (выпрямленный) ток; 11Ф1, 11ф2, ИфЗ - первичные фазные токи; Fc5 - сварочное усилие; - ковочное усилие. Длительность основного импульса тока toe и 0,18с; максимальный ток основного импульса 1осл.та« 61 кА; длительность дополнительного импульса тока tgon 0,08с. В течение 0,08с ток непрерывно замедленно падает до величины IgonjTK З ® достигая установившегося значения. Следовательно, длительность участка замедленного спада тока короче длительности основного импульса тока в 2,2 раза. В течение заиледлённого спада тока прикладывают ковочное усилие (усилие быстро нарастает от Ffb до ) . После окончания йаданйой длительности дополнительного импульса ток выключают, что приводит к спаду тока до нуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварных соединений | 1983 |
|
SU1144821A1 |
| Способ контактной точечной и рельефной сварки | 1980 |
|
SU961895A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1756067A1 |
| Деформируемый сплав системы алюминий-магний-кремний и изделие из этого сплава | 2023 |
|
RU2817362C1 |
| Способ контактной точечной сварки | 1982 |
|
SU1031685A1 |
| Способполучения сварного соединения | 1976 |
|
SU602329A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ регулирования контактной точечной сварки | 1975 |
|
SU647083A1 |
| Способ контроля качества точечной сварки и устройство для его осуществления | 1981 |
|
SU988492A1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
,-f:.,:.- : iS f Рентгеновское просвечивание сварных соединений показало полное отсутствие внутренних дефектов, в том числе в центральной части ядра точки. Разрушающие нагрузки сварных точек (среднее значение) при статических испытаниях на срез и отрыв приведены в таблице.
Способ позволяет без усложнения оборудования обеспечить получение бездефектных сварных соединений изделий из высокопрочных алюминиевых сплавов средних и больших тол1цин.
Сваренные соединения обладают высокими прочностными свойстваьм, основным показателем которых явлЯется разгружаю1цая нагрузка при испытании на отрыв. 67195
Способ контактной точечной сварки высокопрочных алюминиевых сплавов на машинах постоянного токи с использованием основного и допонительного импульсов тока и приложением ковочного усилия, отличающийся тем, что/ с целью повышения прочностных свойств сварного соединения за счет уменьшения общего времени нагрева, длительность дополнительного импульса тока устанавливают в 2-3 раза меньше длительности основного импульса, при этом величину конечного тока дополнительного импульса устанавливают равнбй 60-80% от максимального значения тока основного импульса.
Источники информации, принятые во внимание при экспертизе
Машгиз 1963, с.110-111, табл.6,7.
ч
tdon
fn
