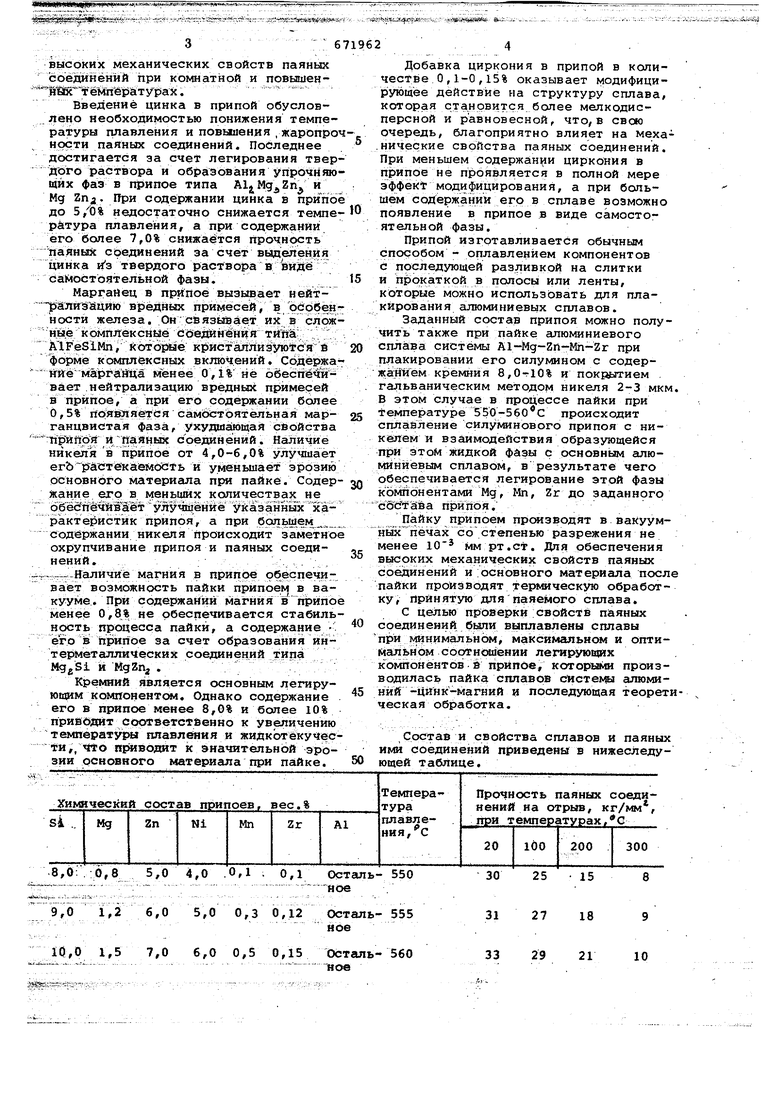
Изобретение относится к пайке, в частности, к составу припоя для пайк алюминиевых сплавов в вакууме. Известен припой для вакуумной пай ки алюминиевых сплавов, содержащий, вес,%: Магний1-10 Кремний3-12 Медь5 - 10 Цинк5-15 АлюминийОстальное Температура плавления припоя 530540 0 11 . Однако этот припой обладает сравнительно невысокими механическими свойствами при повышенных температу рах. Поэтому их нецелесообразно использовать для пайки высокопрочных алюминиевых сплавов. Известен также припой для пайки алюминиевых сплавов в вакууме, doдержащий, вес.%: Магний1,5-6,0 Кремний5 - 12 Никель2-6 АлюминийОстальное Недостатком этого припоя являетс то, что им невозможно производить пайку большинства сложнолегированны высокопрочных сшюминиевых сплавов. Кроме того, паяные соединения, полученные с использованием известного припоя, обладают пониженными механическими свойствами при комнатной и повышенных температурах от 20 до , Целью изобретения является повы-. шение механических свойств паяных соединений в интервале температур от 20 до 300°С. Поставленная цель достигается введением цинка, марганца и циркония в припой, содержащий алюминий, магний, никель и кремний, при следующем соотношении компонентов припоя, вес.%: Кремний8,0 - 10,0 Магний0,8-1,5 Цинк5,0 - 7,0 никель4,0 - 6,0 Марганец0,1 - 0,5 Цирконий0,1-0,15 АлюминийОстальное Выбор такого состава припоя и процентное соотношение его легирующих компонентов обусловлено необходимостью снижения температуры плавления известного припоя и обеспечения 3:; 6 высоких механических свойств паяных соединений при комнатной и повышен llasr rehui pJaTyTpafk. .. ,..,. ...-.. Введение цинка в припой обусловлено необходимостью понижения температуры плавления и повышения.жаропро ности паяных соединений. Последнее достигается за счет легирования твер дого раствора и обра13бвания упрочняю щих фаз в припое типа и Мд Zn. При содержании цинка в припо до 5/0% недостаточно снижается темпе рйтура плавления, а при содержании его более 7,0% снижается прочнсють паяных соединений за счет выделения цинка иэ твердого раствора в вйДё самостоятельной фазы. Марганец в припое вызывает нейтрализ ацию вредных примесей, в особен ности железа. Он связ1ава;ет их в слож ные комплексные соединения типа AlFeSiMn, KOToi ae кристаллизуются s форме комплексных включений. Содержа «Гйёмарг Ща менее 0,1% не обеспё гйвает нейтрализацию вредных примерей в припое, а при его содержании более 0,5% йоЯ1 яетея самостоятельная марганцвистая фаза, ухудшааюцая свойства :tipHnp й/щйных сЪединений. Наличие никеляв припое от 4,0-6,0% улучшает егЬ ра стёкаемой ь и уменьшает эрозию основного материала при пайке. Содер йсание его в меньших количествах не обесгпёчивает улучшение характеристик припоя, а при большем содержании никеля происходит заметно охрупчивание припоя и паяных соединений.: . . , ,,... Наличие магния в припр е обеспечивает возможность пайки припоем в вакууме. При содержаний магния в припо менее 0,8% не обеспечивается стабиль ность процесса пайки, а содержание его в припое за счет образования интерметаллиЧеских соединений тйпа и MgZn . Кремний является основным легирующим компоненте. Однако содержание его в припое менее 8,0% и более 10% прийбдйт сортбетс 6енно к увеличению температуры плавления и жидкотёкучес ти,,4to ПЕ 1Водйт к эначительной эрозии основного материала при пайке. Добавка циркония в припой в количестве О , 1-0 , 15% оказывает модифицирующее действие на структуру сплава, которая становится более мелкодисперсной и равновесной, что, в свою очередь, благоприятно влияет на механические свойства паяных соединений. При меньшем содержании циркония в припое не проявляется в полной мере эффeкt модифицирования, а при большем содержании его в сплаве возможно появление в припое в виде самостоятельной фазы. Припой изготавливается обычным способом - оплавлением компонентов С последующей разливкой на слитки и прокаткой в полосы или ленты, которые можно использовать для плакирования алюминиевых сплавов. Заданный состав припоя можно получить также при пайке алюминиевого сплава системы Al-Mg-Zrt-Mn-Zr при плакировании его силумином с содерж:а:Шем кремния 8,0т10% и покр лтием , гальваническим методом никеля 2-3 мкм. В этом случае в процессе пайки при температуре 550-560 С происходит сплавление силуминового припоя с никелем и взаимодействия образующейся при этом жидкой Фйзы с основным алюминиевым сплавом, в результате чего обеспечивается легирование этой фазы компонентами Мд, Мп, Zr до заданного сШтайа припоя. Пайку припоем прсжзводят в вакуумных печах со степенью разрежения не менее 10 Мм рт.ст. Для обеспечения высоких механических свойств паяных соединений и;основного материала после пайки производят теркшческую обработку, принятую для паяемого сплава. С целью проверки свойств паяных соединений были выплавлены сплавы при минимальном, максимальном и оптимальном с оотншении легирующих комттонёнтбв и припое, которыми производилась пайка сплавов системы алюминий -цйнк-магний и последующая теоретическая обработка. Состав и свойства сплавов и паяных «мя соединений приведены в нижеследующей таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| Способ пайки конструкций из алюминиевых сплавов | 1987 |
|
SU1459830A1 |
| Припой для пайки магния и его сплавов | 1974 |
|
SU505544A1 |
| Припой для пайки титана и его сплавов | 1988 |
|
SU1580722A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| Припой для пайки резцов из нитрида бора | 1977 |
|
SU624751A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| Способ пайки | 1979 |
|
SU804269A1 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
8,0: :0,8 5,0 4,0 .0,1 . 0,1
- -- :-;- ; -- - -9,0 1,2 6,0 5,0 0,3 0,12
;
10,0 1,5 7,0 6,0 0,5 0,15
- -- ----- - ---
- 25
30
15
31 27 18
33 29 2110 Сравнительно низкая температура пайки, способность паяных соединений упрочняется при термической обработке, высокая прочность паяных со1едине ний при температурах до дают возможность п|рименять разработанный припой для создания паяных конструкций из сложнолегированных, высокопрочных термоуправляемых алюминиевых сплавов, работающих в условиях значи тельных эксплуатационных нагрузок и повышенных температур. Это позволяет расширить номенклатуру паяемых алюми ниевых узлов, а также в ряде случаев изготавливать их из алюминиевых сплавов взамен стали, ме{1ных сплавов и титана, что может значительно снизить вес и трудоемкость их изготовления. Кроме того, возможность применения бесфлюсовой пайки в вакууме при использовании разработанного припол; взамен флюсовой пайки повышает качество и надежность изготавливаеких узлов, а также снижает трудоемкость и стоимость их изготовления за счет исключения дорогостоящих фтосов и ма лопрбизвЬдитёльшйс операций отмывки от них после пайки. Формула изббретения Припой для пайки алюминиевых сплавов в вакууме содержащий кремний, магний, никель, алюминий, отличающийся тем, что, с целыр повышения механических свойств паяных соединений пра ксяинатной и повышенных температурах, он дополнительно содержит цинк, марганец и цирконий, при следующем соотношении компонентов, вес.% Кремний8,0 - 10,0 Магний0,8-1,5 Никель4,0-6,0 Цинк, 5,0 - 7,0 Марганец0,1-0,5 Цирконий0,1-0,15 АлюминийОстальное Источники инф н мации, принятые во внимание экспертизе 1.Автсфское свидетельство СССР 325137, кл. В 23 К 35/28, 26,10.70. 2.Авторское свидетельство СССР 247024, кл, В 23 К 35/28, 12.04.68.
