t
Изобретение относится к области пайки, в частности к способам пайки алюминия в парах магния, и может быть использовано в различных отраслях машиностроеНКП.
Целью изобретения является повышение качества паяных соединений.
Способ реализуется следующим образом.
10
Производят сборку деталей из алюминиевых сплавов.с размещением в зоне паяемых зазоров силуиинового припоя, осуществляют нагрев 3 вакууме в присутствии паров магния до температуры выше 590°С, но ниже температуры плавления 15 паяемого сплава, выдержку и охлаждение с промежуточной выдержкой в течение 30-60 мин в интервале температур плавления двойной эвтектики алюминий-кремний и тройной эвтектики алюминий-кремний-магний.
10
15 0
Выдержка при охлаждении в указанном интервале температур вызывает интенсивную диффузию магния в паяном шве в зону непропаянных участков, магний разрушает оставшуюся после пайки в этих местах окисную пленку алюминия. По мере насыщения магнием зоны непропаянных участков паяного шва образуется жидкая фаза эвтектического состава системы алюминий-кремний-магний. Смачивая и растекаясь по очищенной от окисной пленки поверхности основного материала непропаянных участков, она залечивает дефекты паяных щвов. В результате этого повышается прочность и герметичность паяных соединений.
Оптимальное время промежуточной выдержки при охлаждении в интервале температур плавления двойной и тройной эвтектики составляет 30-60 мин. Нижний предел времени выдержки (30 мин) обусловлен временем, необходимым для пол ел
со
00 00
ного протекания процесса залечивания дефектных участков паяных швов. Верхний предел времени выдержки при охлаждении (60 мин) ограничен временем начала активного взаимодействия образующейся жидкой фазы эвтектического состава системы алюминий-кремний-магний с основным материалом паяемой конструкции.
Предлагаемый способ пайки может быть использован при введении магния в состав
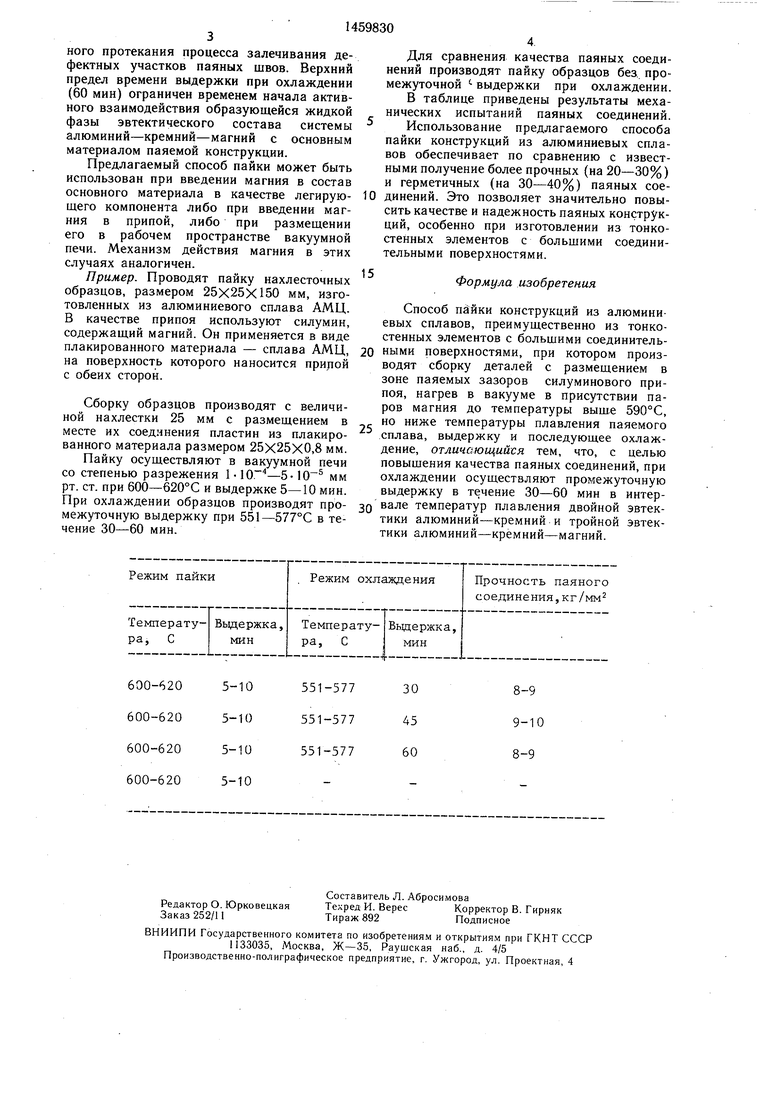
Для сравнения качества паяных соединений производят пайку образцов без промежуточной выдержки при охлаждении.
В таблице приведены результаты механических испытаний паяных соединений. Использование предлагаемого способа пайки конструкций из алюминиевых сплавов обеспечивает по сравнению с известными получение более прочных (на 20-30%) и герметичных (на 30-40%) паяных соеI v vт:чу y-Q I 11С171ПО1Л
ОСНОВНОГО материала в качестве легирую- 10 динений. Это позволяет значительно повы- щего компонента либо при введении маг- качестве и надежность паяных конструкций, особенно при изготовлении из тонкостенных элементов с большими соединительными поверхностями.
ния в припой, либо при размещении его в рабочем пространстве вакуумной печи. Механизм действия магния в этих случаях аналогичен.
Пример. Проводят пайку нахлесточных образцов, размером 25X25X150 мм, изготовленных из алюминиевого сплава АМЦ. В качестве припоя используют силумин, содержащий магний. Он применяется в виде
15
Формула изобретения
Способ пййки конструкций из алюминиевых сплавов, преимущественно из тонкостенных элементов с большими соединитель- плакированного материала - сплава АМЦ, 20 ными поверхностями, при котором произ- на поверхность которого наносится припой водят сборку деталей с размещением в
зоне паяемых зазоров силуминового припоя, нагрев в вакууме в присутствии па. - - --ров магния до температуры выщ.е 590°С
НОИ нахлестки 25 мм с размещением в но ниже температуры плавления паяемого месте их соединения пластин из плакиро- сплава, выдержку и последующее охлажс обеих сторон.
Сборку образцов производят с величиванного материала размером 25X25X0,8 мм.
Пайку осуществляют в вакуумной печи
со степенью разрежения 1.10 -5-10 мм
рт. ст. при 600-620°С и выдержке 5-10 мин.
дение, отличающийся тем, что, с целью повышения качества паяных соединений, при охлаждении осуществляют промежуточную выдержку в течение 30-60 мин в интерр-у I ir.jn,,ivivji и 1 Vj-и„пrit ( тпп и ИНTcDПри охлаждении образцов производят про-зо вале температур плавления двойной эвтекмежуточную выдержку при 551-577°С в те-тики алюминий-кремний-и тройной эвтекчение 60 ЬО мин.тики алюминий-кремний-магний.
Для сравнения качества паяных соединений производят пайку образцов без промежуточной выдержки при охлаждении.
В таблице приведены результаты механических испытаний паяных соединений. Использование предлагаемого способа пайки конструкций из алюминиевых сплавов обеспечивает по сравнению с известными получение более прочных (на 20-30%) и герметичных (на 30-40%) паяных соеI v vт:чу y-Q I 11С171ПО1Л
динений. Это позволяет значительно повы- качестве и надежность паяных конструкций, особенно при изготовлении из тонкостенных элементов с большими соединительными поверхностями.
15
Формула изобретения
но ниже температуры плавления паяемого сплава, выдержку и последующее охлаждение, отличающийся тем, что, с целью повышения качества паяных соединений, при охлаждении осуществляют промежуточную выдержку в течение 30-60 мин в интери /-,ivivji и 1 Vj-и„пrit ( тпп и ИНTcDвале температур плавления двойной эвтек
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки алюминиевых сплавов в вакууме | 1977 |
|
SU671962A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| Способ пайки узлов из алюминиевых сплавов | 1989 |
|
SU1646735A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| Способ пайки графита с алюминием | 1979 |
|
SU854627A1 |
| Припой для пайки сталей и никелевых сплавов | 1977 |
|
SU643264A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| Способ бесфлюсовой пайки | 1974 |
|
SU531678A1 |
Изобретение относится к пайке, в частности к способам пайки алюминия в парах магния, и может быть использовано в различных отраслях машиностроения, особенно при изготовлении конструкций из тонкостенных элементов с большими соединительными поверхностями. Цель изобретения - повышение качества паяных соединений. 1ри сборке паяемых деталей из алюминиевых сплавов в зоне паяемых зазоров размещают силуминовый припой. Осуществляют нагрев в вакууме в присутствии паров магния до температуры выше 590°С, но ниже температуры плавления паяемого сплава, выдержку и охлаждение с промежуточной выдержкой в течение 30-60 мин в интервале температур плавления двойной эвтектики алюминий-кремний и тройной эвтектики алюминий-кремний-магний. Промежуточная выдержка при охлаждении обеспечивает увеличение прочности и герметичности паяемых соединений на 20-30 и 30- 40% соответственно. 1 табл. с fO
| Патент США № 3321828, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3322517, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3373482, кл | |||
| Солесос | 1922 |
|
SU29A1 |
