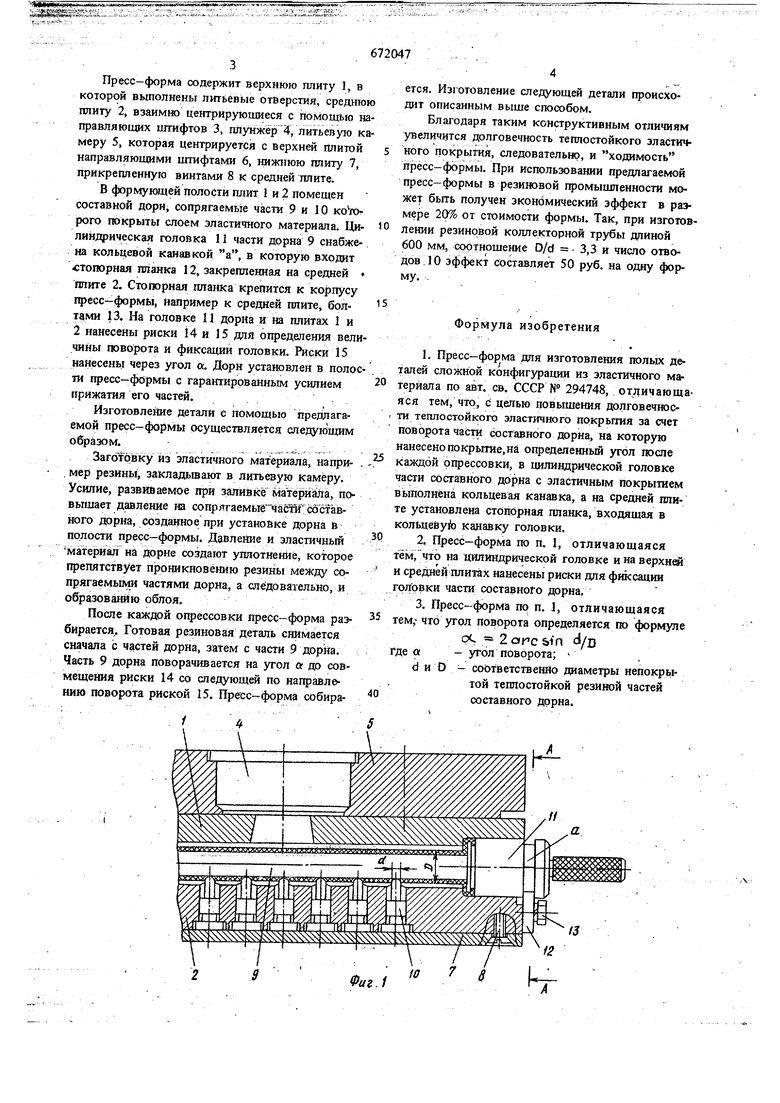
Пресс-форма содержит верхнюю плиту 1, в которой вьтолнены питьевые отверстия, среднюю плиту 2, взаимно центрирующиеся с помощью направляющих штифтов 3, 1шзнжёр 4, литьевую камеру 5, которая центрируется с верхней плитой направляющими штифтами 6, нижнюю плиту 7, прикрепленную винтами 8 к средней плите.
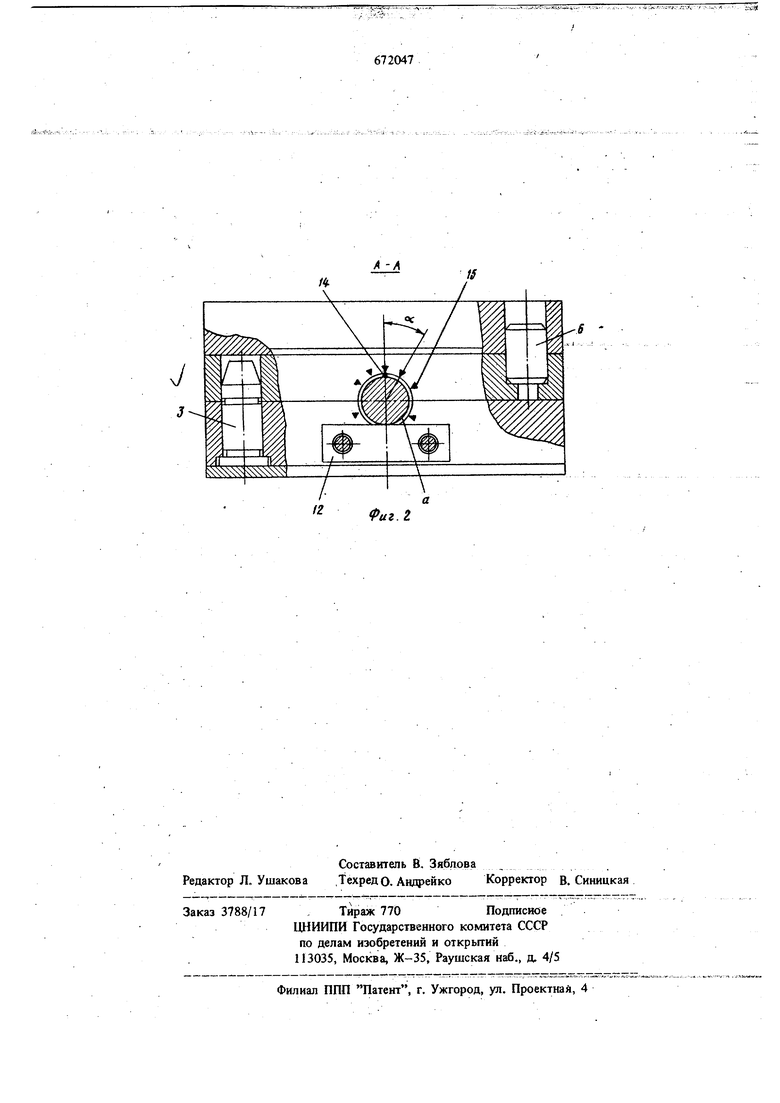
В формую;дей полости плит 1 и 2 помещен составной дорн, сопрягаемые части 9 и 10 рого покрыты слоем эластичного материала. Цилиндрическая головка 11 части дорна 9 снабжена кольцевой канавкой а, в которую входит «топорная планка 12, закрепленная на средней ппите 2. Стопорная штанка крепится к корпусу гфесс-формы, например к средней плите, болтами 13. На головке 11 дорна и на плитах 1 и 2 нанесены риски i 4 и 15 для определения величины поворота и фиксации головки. Риски 15 нанесены через угол о. Дорн установлен в полости пресс-формы с гарантированным усилием прижатия его частей.
Изготовление детали с помощью предлагаемой пресс-формы осуществляется следующим образом.
Заготовку из эластичного материала, напри- . . мер резины, закладьшают в литьевую камеру. Усилие, развиваемое при заливке материалй, повышает давление на сопрйгаемые гасй1со ставного дорна, созданное при установке дорна в полости пресс-формы. Давление и эластичный магериМ на дорне создают уплотнение, которое препятствует проникновению резины между сопрягаемыми частями дорна, а следовательно, и образованию облоя.
После каждой опрессовки пресс-форма разбирается. Готовая резиновая деталь снимается сначала с частей дорна, затем с части 9 дорйа. Часть 9 дорна поворачивается на угол а до совмещения риски 14 со следующей по направлению поворота риской 15. Пресс-форма собирается. Изготовление следующей детали происходит описанным выще способом.
Благодаря таким конструктивным отличиям увеличится долговечность теплостойкого эластичного покрытия, следовательно, и ходимость пресс-формы. При использовании предлагаемой пресс-формы в резиновой промышленности может бьяь получен экономический эффект в размере 20% от стоимости формы. Так, при изготовлении резиновой коллекторной трубы длиной 600 мм, соотношение D/d 3,3 и число отводов. 10 эффект составляет 50 руб. на одну форму.
Формула изобретения
1.Пресс-форма для изготовления полых деталей сложной конфигурации из эластичного материала по авт. св. СССР N 294748, отличающяся тем, что, с целью повышения долговечности теплостойкого эластичного покрытия за счет поворота части сюставного дорна, на которую нанесено покрытие, на определенный угол поспе каждой ргфессовки, в цилиндрической головке части составного дорна с эластичным покрытием выполнена кольцевая канавка, а на средней плите установлена стопорная планка, входящая в кольцейуА) канавку головки.
2.Пресс-форма по п. 1, отличающаяся тем, что на цилиндрической головке и на верхней и средней плитах нанесены риски для фиксации головки части составного дорна,
3.Пресс-форма по п. J, отличающаяся тем,-что угол поворота определяется по формул
рС 2 arc Sln d/D где а - угол поворота;
d и О - собтветственйо диаметры непокрьь той теплостойкой резиной частей составного дорна.
-Л
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА | 1971 |
|
SU294748A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПОЖАРНЫЙ СТВОЛ | 2007 |
|
RU2337739C2 |
| Узел крепления рабочего инструмента к формовочной машине | 1983 |
|
SU1140996A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| КОДОВЫЙ НАКЛАДНОЙ ЗАМОК | 2009 |
|
RU2388889C1 |
| Вулканизационный дорн | 1978 |
|
SU981008A2 |