Способ обработки металлов с сообщением резцу вибраций вдоль его оси известен. Настоящим изобретением предлагается устанавливать вибрирующий резец в направлении сбега стружки. Необходимость и целесообразность такой установки вибрирующего резца обосновываются изобретателем следующим образом.
Каждый элемент стружки в процессе своего формирования не скользит по передней грани до тех пор, пока новый, следующий за ним элемент не сдвинет его с места. Отсюда следует, что движение стружки прерывистое.
Имея в виду такой важный факт, как наличие остановок отходящей стружки, можно сказать, что коэфициент трения при таком часто прерывистом движении значительно больще, чем при беспрерывном движении.
Как известно, коэфициент трения в покое больше, чем коэфициент трения скольжения в движении.
Вследствие этого элемент стружки в период своего формирования, имея трение покоя, прочно удержи.вается на одном месте. Только новый элемент стружки, вклиниваясь.
вытесняет силой уже оформивщийся элемент.
Очевидно, для облегчения резания необходимо создать такие условия, чтобы элемент стружки легко и без останова скользил по передней грани с начала и до конца своего формирования. При этом необходимо иметь в виду, что формирующийся элемент стружки до момента скалывания прочно связан с обрабатываемым материалом (с изделием), и поэтому заставить скользить его по передней грани в этот период - не легкая задача. Такими мерами, как увеличением переднего угла, доводкой инструмента, применением соответствующей смазки и т. п. эта цель далеко не достигается.
Чтобы устранить коэфициент трения скольжения отходящей стружки, необходимо привести в колебательное движение резец в направлении сбега стружки.
Колебания эти должны иметь аналогию с вибрацией высокой частоты. Наличие вибрации в работе инструмента принято считать вредным фактором, что безусловно справедливо. Объясняется это тем, что возникающие вибрации в работе инструмента имеют амплитуду колебания, встречную усилию резания. Такие колебания приводят к выкрашиванию режущих кромок и к быстрому их износу.
Предлагаемые колебания, специально вызванные вибратором, должны иметь определенное направление. Тэк, например, на токарном станке колебательное движение резца должно быть в горизонтальной плоскости, примерно, в направлении сбега стружки.
Наличие вибрирующих колебаний резца в указанном направления полностью, исключит коэфициент трения покоя и значительно уменьщит коэфициент трения скольжения. Стружка элементная перейдет в сливную в полном смысле этого слова.
Чтобы уяснить себе механический смысл действия вибрирующих колебаний резца на процесс резання, рассмотрим этот процесс в замедленном состоянии.
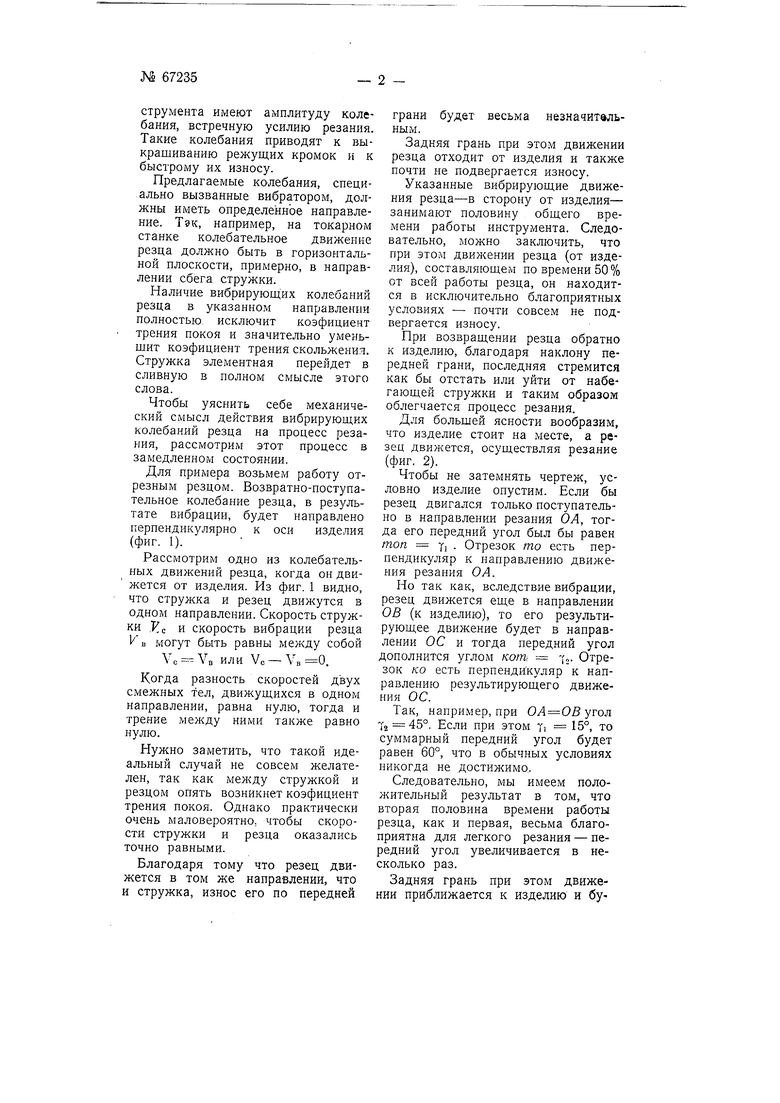
Для примера возьмем работу отрезным резцом. Возвратно-поступательное колебание резца, в результате вибрации, будет направлено перпендикулярно к оси изделия (фиг. 1).
Рассмотрим одно из колебательных движений резца, когда он движется от изделия. Из фиг. 1 видно, что стружка и резец движутся в одном направлении. Скорость стружки .1 с и скорость вибрации резца могут быть равны между собой Vc -VB или Vo - VB 0.
Когда разность скоростей двух смежных тел, движущихся в одном направлении, равна нулю, тогда и трение между ними также равно нулю.
Нужно заметить, что такой идеальный случай не совсем желателен, так как между стружкой и резцом опять возникнет коэфициеит трения покоя. Однако практически очень маловероятно, чтобы скорости стружки и резца оказались точно равными.
Благодаря тому что резец движется в том же направлении, что и стружка, износ его по передней
грани будет весьма незначительным.
Задняя грань при этом движении резца отходит от изделия и также почти не подвергается износу.
Указанные вибрирующие движения резца--в сторону от изделия- занимают половину общего времени работы инструмента. Следовательно, можно заключить, что при этом резца (от изделия), составляющем по времени 50% от всей работы резца, он находится в исключительно благоприятных условиях - почти совсем не подвергается износу.
При возвращении резца обратно к изделию, благодаря наклону передней грани, последняя стремится как бы отстать или уйти от набегающей стружки и таким образом облегчается процесс резания.
Для большей ясности вообразим, что изделие стоит на месте, а резец движется, осуществляя резание (фиг. 2).
Чтобы не затемнять чертеж, условно изделие опустим. Если бы резец двигался только поступательно в направлении резания ОА, тогда его передний угол был бы равен топ У . Отрезок то есть перпендикуляр к направлению движения резаиия О А.
Но так как, вследствие вибрации, резец движется еще в направлении ОВ (к изделию), то его результирующее движение будет в направлении ОС и тогда передний угол дополнится углом /com, 72- Отрезок ко есть перпендикуляр к направлению результирующего движения ОС.
Так, например, при ОЛ ОБугол 72 45°. Если при этом у, 15°, то суммарный передний угол будет равен 60°, что в обычных условиях никогда не достил имо,.
Следовательно, мы имеем положительный результат в том, что вторая половина времени работы резца, как и первая, весьма благоприятна для легкого резания - передний угол увеличивается в несколько раз.
Задняя грань при этом движении приближается к изделию и будет с ним в контакте не более 10- 15% от общего времени работы резца. Остальную часть времени вершина резца находится в области опережающей трещины.
Таким образом вибрация определенного направления в очень сильной степени облегчает процесс резания.;
Все изложенное выше еще не проверено какими-либо опытами, а лишь является результатом наблюдений за одним резцом из быстрорежущей стали, который, вследствие особой конструкции державки, станка и крепления, имеет в процессе работы вынужденные колебания (1450 в 1 сек.) в направлении сбега стружки.
Режим работы: V -15 м/мин.; ,05 мм/об., i 1,5. Обрабатываемый материал - сталь 38ХМЮА (ХМА);о 100 кг/мм, Нв 3,5- 3,3; диаметр изделия - 160 мм; охлаждение - вазелиновое масло; средняя стойкость резцов-18-20 часов и в отдельных случаях достигает 25-30 часов.
При этом же режиме работы - на этом же изделии - резец, не имеющий указанных вибраций, имеет стойкость 50-60 минут.
Очевидно, в данном случае стойкость резца, имеющего вибрацию в направлении сбега стружки, в 18- 20 раз выше стойкости резца, не имеющего таких, вибраций. Это выше стойкости резцов, оснащенных твердым сплавом, в 3-4 раза.
Трудно сказать, какова будет стойкость при оптимальном числе
вибрирующих колебаний, которое должно определиться в результате соответствующих расчетов и опытов.
Вызвать принудительные вибрации можно механическими, либо электромагнитными вибраторами. Для проведения испытаний необходимо сделать вибратор механического действия с регулируемой степенью вибрации, с непосредственным воздействием на резец в желаемом направлении.
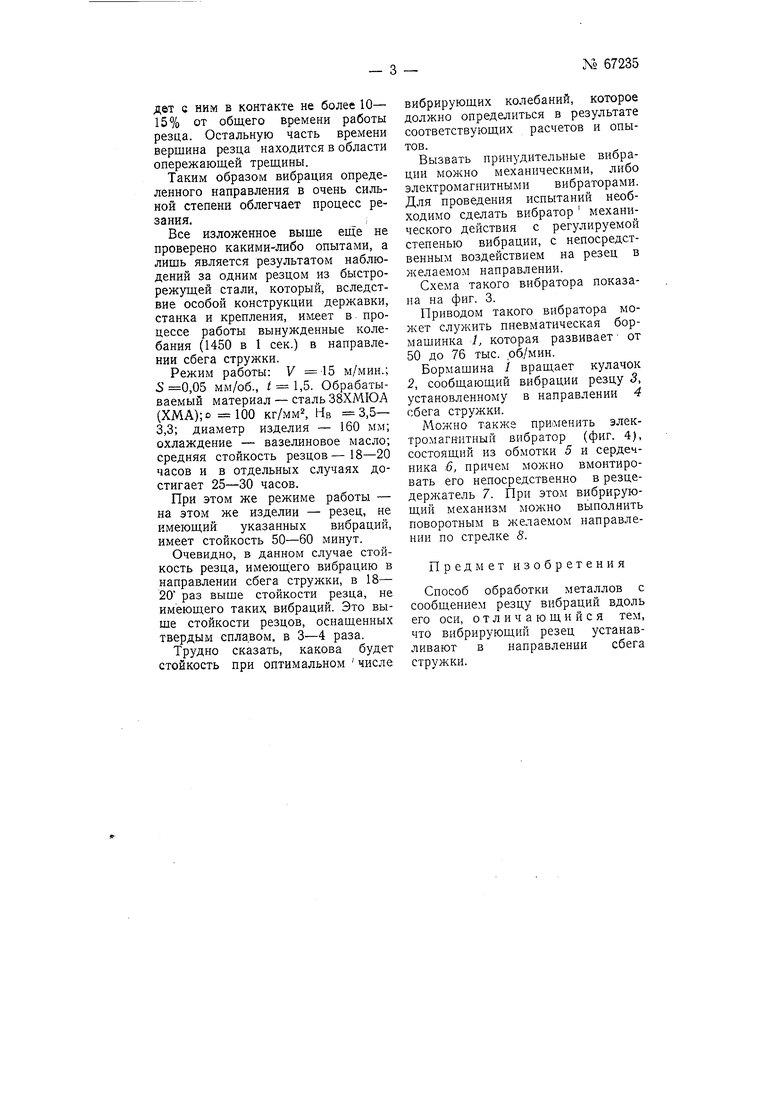
Схема такого вибратора показана на фиг. 3.
Приводом такого вибратора может служить пневматическая бормашинка 1, которая развивает от 50 до 76 тыс. об/мин.
Бормашина 1 вращает кулачок 2, сообщающий вибрации резцу 5, установленному в направлении 4 сбега стружки.
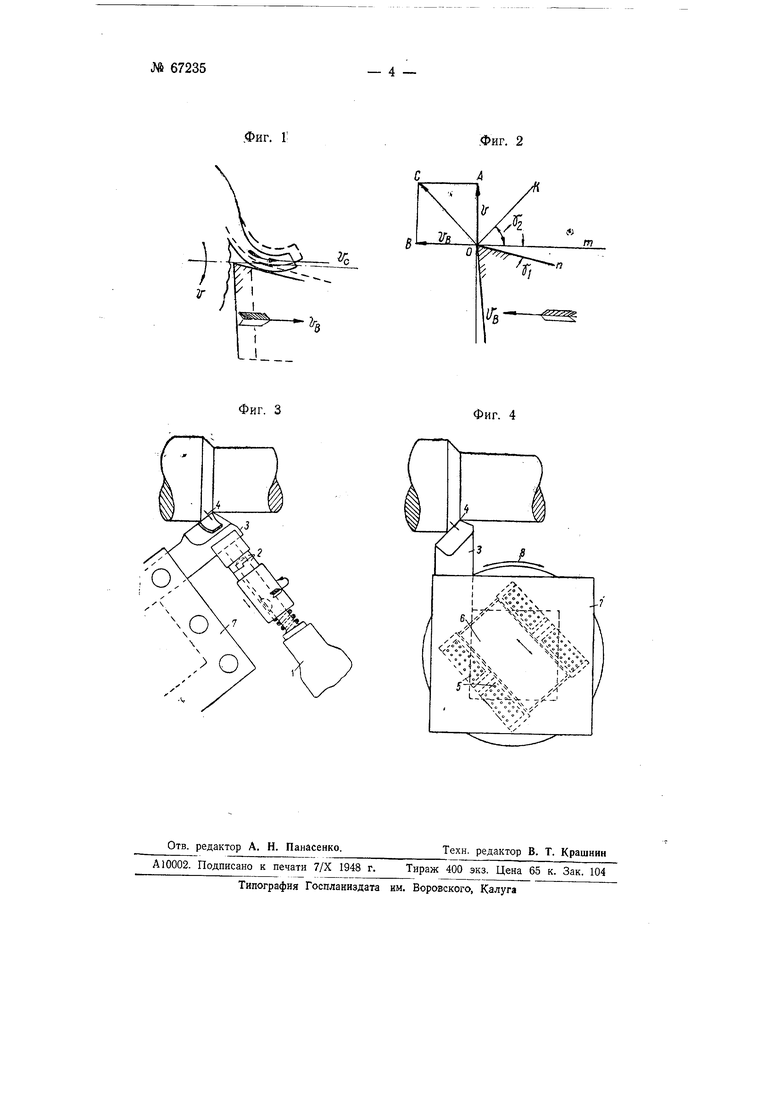
Можно также применить электромагнитный вибратор (фиг. 4), состоящий из обмотки 5 и сердечника 6, причем можно вмонтировать его непосредственно в резцедержатель 7. При этом вибрирующий механизм можно выполнить поворотным в желаемом направлении по стрелке 8.
Предмет изобретения
Способ обработки металлов с сообщением резцу вибраций вдоль его оси, отличающийся тем, что вибрирующий резец устанавливают в направлении сбега стружки.
.Фиг. Г
:Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2013 |
|
RU2528583C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2013 |
|
RU2510311C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Виброгасящий резец | 1982 |
|
SU1087261A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
IХ«°о°.
.
6J,
.v4Г-
, 1.
хД
;lO
