Изобретение относится к области металлообрабатывающей промышленности и может быть использовано для высокоскоростной обработки труднообрабатываемых материалов с повышенным качеством обрабатываемых поверхностей.
Из уровня техники известны устройства, в которых за счет высокой виброскорости инструмента, периодически превышающей скорость резания, между кромкой инструмента и отделяемым материалом периодически образуется зазор, в который проникает СОТС (смазочно-охлаждающая технологическая среда), подаваемая традиционным способом с смыванием детали и режущей кромки сверху (Подураев В.Н. Обработка резанием с вибрациями. М.: Машиностроение, 1970. Стр. 289-290 - аналог).
К недостаткам таких известных из уровня техники устройств следует отнести низкую эффективность воздействия СОТС на режущую кромку инструмента в процессе высокоскоростного резания, и невозможность получения высокого качества обрабатываемых поверхностей деталей из труднообрабатываемых материалов при высоких скоростях резания, превышающих задаваемую виброскорость инструмента.
Также из уровня техники известен способ вибрационного резания, включающий вращение обрабатываемой заготовки, поступательное и колебательное перемещение резца, и подачу СОТС под давлением (Кириллов А.К., Верещака А.С. и др. Разработка и исследование технологии сухого резания труднообрабатываемых материалов с компенсацией физических функций СОТС. // СТИН, №1.2009. С.35-40 - аналог).
К основным недостаткам известного способа следует отнести низкую эффективность СОТС, подаваемую традиционным способом с смыванием обрабатываемой детали и инструмента, низкую динамическую жесткость режущего инструмента, связанную с необходимостью его размещения на консольном волноводе, обеспечивающем колебательное относительно стружки перемещение резца, и невозможность получения высокого качества обрабатываемых поверхностей деталей из труднообрабатываемых материалов при высоких скоростях резания.
Наиболее близким техническим решением к заявленному объекту является способ вибрационной обработки деталей резанием, заключающийся в обеспечении относительного перемещения обрабатываемой детали и режущего инструмента с одновременной подачей в зону резания на переднюю поверхность режущего инструмента смазочно-охлаждающей технологической среды (СОТС), подвергаемой вибрационному воздействию (SU 1342690 А1 07.10.1987 - прототип).
Недостатки прототипа:
- создание в СОТС импульсов высокого давления усложняет оборудование и исключает возможность применения способа на универсальных станках со сменным инструментом;
- создание в режущей пластине канала для подвода СОТС к передней поверхности потребует обработки изделия из твердого сплава и не позволит применять многогранные сменные пластины;
- способ не годится для тонкой обработки поверхности, т.к. отверстие для истечения СОТС может не перекрываться тонкими стружками;
- подача импульсов под большим давлением может приводить к смещению вершины инструмента и ухудшению качества поверхности.
В основу заявленного изобретения была положена задача по снижению необходимых усилий резания и повышению динамической жесткости режущего инструмента, а также повышение чистоты обрабатываемой поверхности детали при высоких скоростях резания за счет изменения схемы процесса резания, в частности за счет изменения организации процессов подачи СОТС в зону резания и отвода стружки.
Техническим результатом изобретения является снижение необходимых усилий резания и повышение динамической жесткости режущего инструмента, а также повышение чистоты обрабатываемой поверхности детали при высоких скоростях резания, за счет изменения схемы процесса резания, в частности за счет изменения организации процессов подачи СОТС в зону резания и отвода стружки.
Это достигается посредством того, что в способе вибрационной обработки деталей резанием, заключающемся в обеспечении относительного перемещения обрабатываемой детали и режущего инструмента с одновременной подачей в зону резания на переднюю поверхность режущего инструмента смазочно-охлаждающей технологической среды (СОТС), подвергаемой вибрационному воздействию, вибрации сообщают дополнительной пластине, в диапазоне частот от 1 кГц до 40 кГц, при этом поверхность дополнительной пластины выполняют как продолжение передней поверхности режущей пластины, на которую подают СОТС и по которой направляют сход стружки, причем СОТС и сходящую стружку подвергают вибрационному воздействию в указанном диапазоне частот, а СОТС в зону резания подают свободным поливом на переднюю поверхность режущего инструмента.
На чертеже изображена общая схема устройства для реализации способа вибрационной обработки деталей.
Устройство для реализации предложенного способа состоит из режущей пластины 1, закрепленной на теле державки 2 (например, с помощью прижима (на чертеже не показан)), которая установлена на основании 3 режущего инструмента. Исполнительный вибрационный узел выполнен в виде вибратора 5, состоящего из корпуса, заполненного средой (например, комплект пьезокерамических пластин), создающей гармонические колебания от генератора (на чертеже не показано), и соединенной с размещенным в ней штоком 6, проходящим с зазором через отверстие 7 в режущей пластине 1, и жестко соединенным с дополнительной вибрирующей пластиной 4 посредством гайки 8. Над поверхностью вибрирующей пластины 4 установлена гидравлическая система 6 подачи смазочно-охлаждающей технологической среды (СОТС) под давлением.
Предложенный способ реализуется следующим образом.
Генератором (на чертеже не показано) задается режим вынужденных колебаний, который посредством исполнительного узла-вибратора 5, передается через шток 6 на дополнительную вибрирующую пластину 4, при этом вибрации сообщают дополнительной вибрирующей пластине, в диапазоне частот от 1 кГц до 40 кГц.
Под действием вибраций стружка начинает работать как насос, нагнетая СОТС (смазочно-охлаждающая технологическая среда) (хорошо показала себя при работе в указанном диапазоне частот обычная вода с примесью мыла) в зону стружкообразования. За счет повышения давления в СОТС в одной из фаз работы вибратора, СОТС проникает во все поры и микротрещины в зоне стружкообразования. Это не позволяет этим микротрещинам «залечиваться (смыкаться)» в процессе прохождения стружки через зону вторичных пластических деформаций. Вибрации стружки позволяют СОТС проникать к вершине инструмента, ликвидируя адгезионный контакт стружки и передней поверхности инструмента, а также задней поверхности инструмента и обработанной поверхности детали, что снижает силы трения и повышает чистоту обработанной поверхности детали. Это значительно снижает сопротивление деформации стружки, силы трения и, соответственно, силы резания. Это позволяет охлаждать саму вершину режущего инструмента, повышая его стойкость (Вершина инструмента обычно бывает недоступной для СОТС из-за плотного примыкания обрабатываемого материала и стружки).
В процессе резания режущая пластина 1 контактирует с обрабатываемым изделием (на чертеже не показано) по задней поверхности и отделяемой стружкой своей передней поверхностью, находящейся в состоянии управляемых вынужденных колебаний, задаваемых генератором, относительно отделяемой стружки и колебаний, генерируемых самим процессом резания. В таких специально организованных условиях резания между режущей пластиной 1 в местах ее контакта со стружкой и поверхностью резания возникает зона переменного гидравлического давления, что способствует возникновению по всей площади контакта гидравлически упругого слоя из СОТС по типу «масляного клина». Этот слой стремится заполнить микротрещины, образующиеся, в том числе перед режущей кромкой, в материале обрабатываемого изделия, и стремится расширить их в фазе повышения давления в СОТС при вынужденных колебаниях, способствуя тем самым отделению стружки от обрабатываемого изделия и повышению чистоты обработанной поверхности. Проникновение СОТС в зону режущей кромки позволяет ей заполнять опережающую трещину, формирующуюся перед режущей кромкой. В результате перед режущей кромкой формируется жидкостной клин, острота которого определяется геометрией трещины, поэтому превосходит по остроте любое механически созданное лезвие. Под действием переменного давления СОТС, заполняющая жидкостной клин, будет стремиться расширить трещину, облегчая отделение стружки и снижая силу резания. Организация в процессе вибрационного резания устойчивого упругого слоя из СОТС по типу «масляного клина» обеспечивает защиту и охлаждение самой режущей кромки режущей пластины 1, обеспечивая повышение стойкости инструмента и качества обрабатываемой поверхности, в том числе из труднообрабатываемых материалов.
Таким образом, предлагаемый способ вибрационного резания обеспечивает проникновение СОТС непосредственно в зону резания, а именно в зону силового контакта режущей кромки инструмента с обрабатываемым изделием на глубину резания. Проникновение СОТС в зону резания при этом не зависит от скорости резания, поскольку зазор между взаимообращенными поверхностями режущей пластины и отделяемой стружки формируется не в результате кинематических вибраций инструмента, а под действием внутреннего усилия, создаваемого в результате вынужденных колебаний вибрирующей пластины, омываемой жидкофазной средой (СОТС). Причем конструкция устройств, реализующих предлагаемый способ, не требует снижения радиальной жесткости инструментального узла, поскольку отпадает необходимость закреплять режущий инструмент на волноводе вибратора.
Заявленный объект может быть использован для обработки резанием труднообрабатываемых высокопрочных сплавов практически любой структуры, включая ультрадисперсную структуру, с высокой скоростью резания, в том числе на автоматизированных линиях, с высоким качеством обрабатываемых поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2013 |
|
RU2528583C1 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВИБРОРЕЗАНИЯ | 2011 |
|
RU2486993C1 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 2004 |
|
RU2280538C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023537C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181655C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
Изобретение относится к области металлообрабатывающей промышленности и может быть использовано для высокоскоростной обработки труднообрабатываемых материалов с повышенным качеством обрабатываемых поверхностей. Техническим результатом изобретения является снижение необходимых усилий резания и повышение динамической жесткости режущего инструмента, а также повышение чистоты обрабатываемой поверхности детали при высоких скоростях резания за счет изменения схемы процесса резания, в частности, за счет изменения организации процесса подачи смазочно-охлаждающей жидкости в зону резания и отвода снимаемой стружки. Это достигается посредством того, что в способе вибрационной обработки деталей резанием, заключающемся в обеспечении относительного перемещения обрабатываемой детали и режущего инструмента с одновременной подачей в зону резания на переднюю поверхность режущего инструмента смазочно-охлаждающей технологической среды (СОТС), подвергаемой вибрационному воздействию, вибрации сообщают дополнительной пластине, в диапазоне частот от 1 кГц до 40 кГц. Поверхность дополнительной пластины выполняют как продолжение передней поверхности режущей пластины, на которую подают СОТС, и по которой направляют сход стружки. СОТС и сходящую стружку подвергают вибрационному воздействию в указанном диапазоне частот. СОТС в зону резания подают свободным поливом на переднюю поверхность режущего инструмента.1 ил.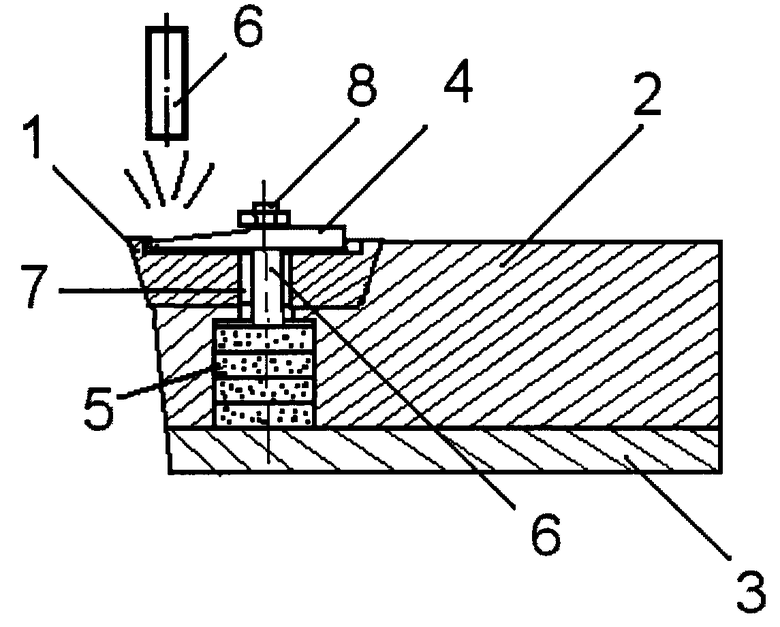
Способ вибрационной обработки деталей резанием, включающий относительное перемещение обрабатываемой детали и режущего инструмента с одновременной подачей в зону резания на переднюю поверхность режущего инструмента смазочно-охлаждающей технологической среды, подвергаемой вибрационному воздействию, отличающийся тем, что режущий инструмент снабжают дополнительной вибрирующей пластиной, выполненной в виде продолжения передней поверхности режущей пластины, на которую направляют сходящую стружку и которой сообщают вибрации в диапазоне частот от 1 кГц до 40 кГц, при этом смазочно-охлаждающую технологическую среду и сходящую стружку подвергают вибрационному воздействию в указанном диапазоне частот, а смазочно-охлаждающую технологическую среду в зону резания подают свободным поливом.
| Способ обработки материалов резанием | 1986 |
|
SU1342690A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2008 |
|
RU2364476C1 |
| РЕЗЕЦ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2393066C1 |
| Приспособление к цепному транспортеру для очистки транспортируемых им открытых ящиков | 1958 |
|
SU117841A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

