I
Способ формирования многослойного рулона относится к области обработки металлов давлением и, в частности, может быть использован при производстве фольги.
Известен способ формирования многослойного рулона, включающий размотку полос с разматывателей, захват моталкой концов полосы и намотку их в многослойный рулон 1 .
При известном способе формирования многослойного рулона оба конца полос захватываются моталкой одновременно и обрезаются одновременно, что приводит к разным по длине полосам, намотанным в рулон. А при последующей размотке и прокатке та полоса, которая длиннее, не будет на конце обжата, что приводит к некондиционному прокату.
Известен также способ формирования многослойного рулона, при котором разматывают полосу с разматывателей, захватывают моталкой концы полосы и наматывают их в многослойный рулон 2.
Однако такой способ формирования многослойного рулона имеет те же недостатки, что и предыдущий.
Целью изобретения является сокращение отходов в виде некондиционного проката.
Для того по предлагаемому способу намотку многослойного рулона производят из полос одинаковой длины, при этом моталкой захватывают конец каждой последующей полосы после намотки части предыдущей полосы на длину, определяемую зависимостью
Ь npgfln-h not.
10
г k
где L
- длина намотанной части предыдущей полосы, п - число витков наружной полосы в
готовом рулоне,
h . - толщина предыдущей полосы, hno«.- толщина последующей полосы, k - коэффициент плотности намотки,
равный 0,9-0,98.
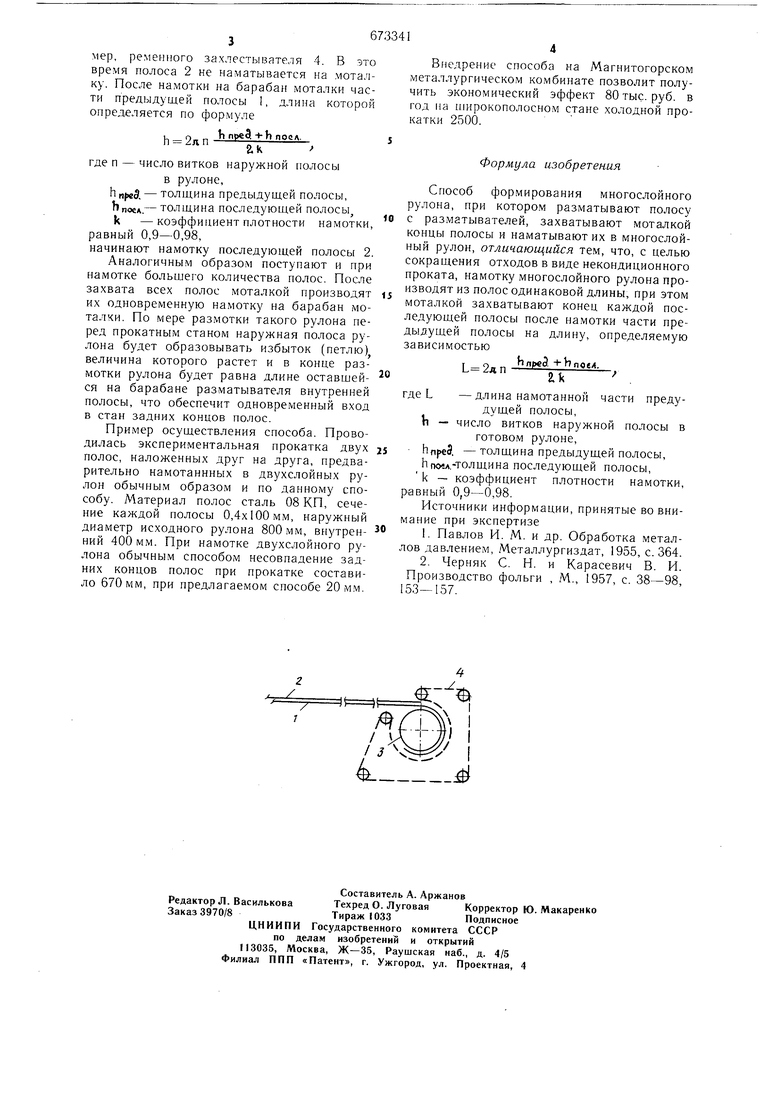
На чертеже представлена схема осуществления предлагаемого способа.
Предыдущая 1 и последующая 2 полосы равной длины подаются к моталке, после чего предыдущая полоса 1 захватывается барабаном моталки 3 при помощи, например, ременного захлестывателя 4. В это время полоса 2 не наматывается на моталку. После намотки на барабан моталки части предыдущей полосы 1, длина которой определяется по формуле и о Ь преЭ +h поел. Ь 2лпЕ- где п - число витков наружной полосы в рулоне, hn(e5. - толщина предыдущей полосы, ЬПОСА - толщина последующей полосы, k -коэффициент плотности намотки, равный 0,9-0,98, начинают намотку последующей полосы 2. Аналогичным образом поступают и при намотке большего количества полос. После захвата всех полос моталкой производят их одновременную намотку на барабан моталки. По мере размотки такого рулона перед прокатным станом наружная полоса рулона будет образовывать избыток (петлю) величина которого растет и в конце размотки рулона будет равна длине оставщейся на барабане разматывателя внутренней полосы, что обеспечит одновременный вход Б стан задних концов полос. Пример осуществления способа. Проводилась экспериментальная прокатка двух полос, наложенных друг на друга, предварительно намотаннных в двухслойных рулон обычным образом и по данному способу. Материал полос сталь 08 КП, сечение каждой полосы 0,4x100 мм, наружный диаметр исходного рулона 800мм, внутренний 400мм. При намотке двухслойного рулона обычным способом несовпадение задних концов полос при прокатке составило 670мм, при предлагаемом способе 20мм. Внедрение способа на Магнитогорском металлургическо.м ко.мбинате позволит получить экономический эффект 80 тыс. руб. в год на широкополосном стане холодной прокатки 2500. Формула изобретения Способ формирования многослойного рулона, при котором разматывают полосу с разматывателей, захватывают моталкой концы полосы и наматывают их в многослойный рулон, отличающийся тем, что, с целью сокращения отходов в виде некондиционного проката, намотку многослойного рулона производят из полос одинаковой длины, при этом моталкой захватывают конец каждой последующей полосы после намотки части предыдущей полосы на длину, определяемую зависимостью ЬпрсЗ +h пред. где L Ь - длина намотанной части предудущей полосы, число витков наружной полосы в готовом рулоне, ЬпреЗ. -толщина предыдущей полосы, hnojA.-толщина последующей полосы, k - коэффициент плотности намотки, равный 0,9-0,98, Источники информации, принятые во внимание при экспертизе 1.Павлов И. М. и др. Обработка металлов давлением, Металлургиздат, 1955, с. 364. 2.Черняк С. Н. и Карасевич В. И. Производство фольги , М., 1957, с. 38-98, 153-157.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки стальных полос | 1977 |
|
SU660739A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| СПОСОБ НАМОТКИ НА БАРАБАН МОТАЛКИ ПОЛОСЫ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ДЛЯ ПОСЛЕДУЮЩЕГО ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2072268C1 |
| Прокатный стан для производства горячекатаных полос | 1976 |
|
SU686787A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2242311C1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| Способ намотки полосы выходящей из прокатного стана на барабан моталки | 1977 |
|
SU732046A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
