1
Известен способ измерения скорости входа металла в клеть при прокатке на реверсивном стане холодной прокатки, включающий измерение скорости на выходе из клети.
Предлагаемый способ отличается от известного тем, что дополнительно измеряют скорость наматывающей и разматывающей моталок и определяют скорость входа как соотношение произведения указанных скоростей к скорости прокатки.
Этот способ основан на обеспечении постоянства произведения скоростей наматывающей и разматывающей моталок, для чего, например, используется ненасыщенный тахогенератор постоянного тока с независимым возбуждением, механически связанный с разматывающей моталкой и имеющий автоматически регулируемое возбуждение, определяемое угловой скоростью двигателя наматывающей моталки н скорректированное нелинейным элементом. В связи с этим электродвижущая сила тахогенератора разматывающей моталки при данной скорости прокатки остается величиной постоянной, определяемой скоростью входа металла в клеть и не зависящей от угловой скорости барабана разматывателя. Таким образом, устраняются недостатки измерения скорости входа металла в клеть, связанные с применением тахометрического режима и других устройств (в том числе специальных узлов учета относительного обжатия), обеспечивается автоматизм и повыщается надежность работы регулятора натяжения при переменных обжатиях.
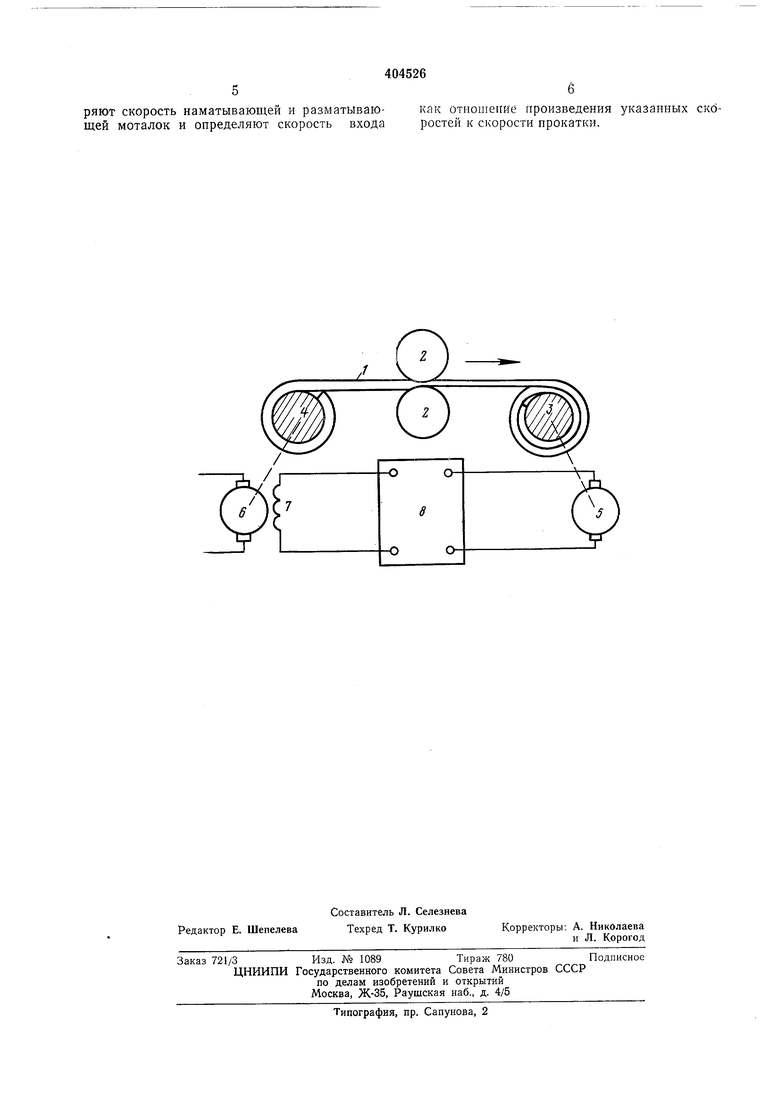
Предлагаемый способ измерения скорости входа металла в клеть при прокатке на реверсивном стане холодной прокатки иллюстрируется чертежом.
На чертеже показаны: прокатываемый металл 1, валки 2 прокатной клети, наматывающая моталка 3, разматывающая моталка 4 (разматыватель), тахогенератор 5 наматывающей моталкн, тахогенератор 6 разматывающей моталки, обмотка возбуждения 7 тахогенератора 6 и нелинейный элемент 8.
В нроцессе размотки рулона металла 1 и прокатки его в валках 2 прокатной клети металл наматывается на наматывающую моталку 3 и сматывается с разматывающей моталки (разматывателя) 4. С валом наматывающей моталки связан тахогенератор 5, а с валом разматывающей моталки - тахогенератор 6, обмотка возбуждения 7 которого подключена к тахогенератору наматывающей моталкн. (Подключенная к источнику постоянного тока обмотка возбуждения тахогенератора 5 на чертеже не показана).
Как известно, при намотке металла на наматывающую моталку скорость ее с помощью
не показанной на чертеже системы регулирования уменьшается обратно пропорционально увеличивающемуся радиусу намотки, что необходимо для поддержания заданного натяжения металла. В связи с этим напряжение тахогенератора 5 наматывающей моталки при намотке будет уменьщаться пропорционально указанному снижению скорости вращения этой моталки. По этой же причине будут уменьщаться ток и поток, создаваемые подключенной к тахогенератору 5 обмоткой возбуждения 7 тахогенератора разматывающей моталки 6. Угловая же скорость вращения разматывающей моталки 4 и связанного с ней тахогенератора 6 при- размотке будет увеличиваться. Причем сумма объемов металла, находящихся на барабанах разматывающей и наматывающей моталок, есть велнчина постоянная, равная толщине рулона.
Таким образом, при размотке скорость вращения тахогенератора 6 разматывающей моталки 4 увеличивается, а магнитный поток, создаваемый обмоткой возбуждения 7 этого тахогенератора, уменьшается.
Нелинейный элемент 8 необходим, поскольку в начале размотки рулона угловая скорость разматывающей моталки изменяется менее интенсивно, чем наматывающей, а в конце размотки - наоборот. И только при равенстве диаметров оставшегося на разматывающей моталке бунта и намотанного на наматывающую моталку действие нелинейного элемента автоматически исключается.
Наличие нелинейного элемента 8 обязательно при больших отношениях л между диаметрами бунта и барабана, превыщающих 1,5-2, что характерно для реверсивных или непрерывных станов холодной прокатки. Для реверсивных станов горячей прокатки с моталками в печах, когда Я 1,1 -1,25, применени.е нелинейного элемента 8 нри наличии ненасыщенного тахогенератора 6 не обяза.тельно.
Принципиально действие нелинейного элемента 8 заключается в формироваиии такого напряжения на выходе тахогенератора 5 наматывающей моталки 3, при котором поток возбуждения тахогенератора б разматывающей моталки будет изменяться строго обратно пропорционально изменению угловой скорости разматывающей моталки.
При заданных текущем радиусе размотки и скорости вращения валков скорость вращения тахогенератора 6 будет определяться только скоростью входа металла в клеть, т. е. будет зависеть от величины относительного обжатия.
При размотке произведение уменьшающегося потока возбуждения тахогенератора 6 на его увеличивающуюся скорость вращения, а следовательно, и напряжение этого тахогенератора, благодаря действию нелинейного элемента 8, будет величиной постоянной, не зависящей от радиуса размотки и определяемой при данной скорости прокатки только скоростью входа металла в клеть. Следовательно,
напряжение тахогенератора- б- может использоваться как эталонное напряжение в системе регулирования натяжения на разматывающей моталке.
Отметим, что для возможности использования напряжения тахогенератора 6 как эталонного в системе регулирования натяжения при заправке полосы, когда радиус размотки изменяется незначительно (но наматывающая
моталка еще неподвижна), обмотку возбуждения 7 тахогенератора 6,в этом режиме можно подключить к какому-либо другому, не показанному на чертеже источнику питания. На реверсивном этапе, когда роли наматывающей и разматывающей моталок меняются, осуществляют поочередное переключение обмоток возбуждения тахогенераторов, а именно: обмотку возбуждения: разматывающей моталки подключают к тахогенератору наматывающей моталки, а обмотку возбуждения, т.а.хогенератора наматывающей моталки - к сети.
Так как в ряде случаев в качестве.дзтчцков скорости используются тахогенератор.ьг, Q прстоянными магнитами или дискретные датчики со счетчиками импульсов, то в этом случае для реализации предлагаемого способа возможно применить какое-либо, например, бесконтактное электронное множительное устройство, где сомножителями являются напряжения указанных датчиков скорости разматывающей и наматывающей моталок, а постоянное в процессе размотки рулона произведение указанных напряжений (т. е. выход множительного устройства) используется в качестве управляющего сигнала в системе регулирован;ия натяжения на разматывающей моталке. Данный вариант реализации способа, т. е. применение множительного устройства (на чертеже
не показано), возможен и при обычных тахогенераторах постоянного тока как. с насыщенной, так и с ненасыщенной магнитной системой. При этом в общем случае напряжение датчика скорости наматывающей моталки.
предварительно подается на вход указанного
ранее нелинейного элемента, а -т в
качестве одного из сомножителей - на вх,од
блока умножения.
Напомним, что в первом примере реализа.:
ции предлагаемого способа, приведенном на чертеже, также производится перемножение скоростей вращения разматывающей и наматывающей моталок, осуществляемое ненасыщенным тахогенератором разматывающей моталки.
Предм.ет из о.бр.етен и я
Способ измерения скорости входа металла в клеть при прокатке на реверсивном стане холодной прокатки, включа1рщий измерение скорости на выходе из клети, отл и ч а-ю щи йся тем, что, с целью повышения точности, и
надежности измерения, дополнительно измеряют скорость наматывающей и разматывающей моталок и определяют скорость входа
как отношение произведения указанных скоростей к скорости нрокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| Следящее устройство для регулирования ускорения и замедления реверсивного стана холодной прокатки | 1952 |
|
SU99004A1 |
| Квазиоптимальная система автоматического регулирования натяжения полосы на прокатном стане | 1976 |
|
SU578134A1 |
| Устройство для автоматического управления электроприводом моталки | 1950 |
|
SU94461A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| РЕГУЛЯТОР НАТЯЖЕНИЯ МОТАЛКИ РЕВЕРСИВНОГО СТАНА | 1970 |
|
SU261523A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| Прокатный стан для производства горячекатаных полос | 1976 |
|
SU686787A1 |
/А
