1
Изобретение относится к области гибки и может быть использовано в различных отраслях промышленности, например в котлостроении, для гибки труб на малый радиус, а также в судостроении, химическом и нефтяном машиностроении.
Известен способ гибки труб на малый радиус, по которому изгибаемый участок трубы нагревают ТВЧ, а затем производят осадку по участкам с различной степенью деформации с последуюш,им изгибом. Величину осадки выбирают из расчета расположения нейтрального слоя деформаций по крайнему наружному слою поперечного сечения изгибаемой трубы 1.
Недостатком известного способа гибки является то, что вся область поперечного сечения изогнутого участка трубы охватывается зоной сжатия, что приводит к значительному увеличению толщины стенки трубы и уменьшению условного прохода поперечного сечения изогнутого участка по сравнению с прямолинейным участком трубопровода.
Значительное утолш.ение стенок изогнутого участка ухудшает качество гибки труб, снижает надежность и срок работы трубопроводов. Это объясняется возникновением на стенках изгибов труб в процессе их эксплуатации концентратов напряжений от воздействий внутренним давлением, которые приводят к разрушению трубопровода.
Целью изобретения является повышение
качества гибки путем предотвращения утолщения стенки трубы в зоне сжатия и обеспечение равностенности поперечного сечения.
Поставленная цель достигается тем, что
по предлагаемому способу на трубу в процессе осадки воздействуют усилием растяжения, причем усилие растяжения прикладывают к участку трубы, испытывающему напряжения сжатия, возникающие при изгибе, а по абсолютной величине деформации, возникающие от усилий растяжения и сжатия, берут равными.
Такой способ обеспечивает по поперечному сечению набор утолщения стенки в зоне последующего растяжения, а в зоне
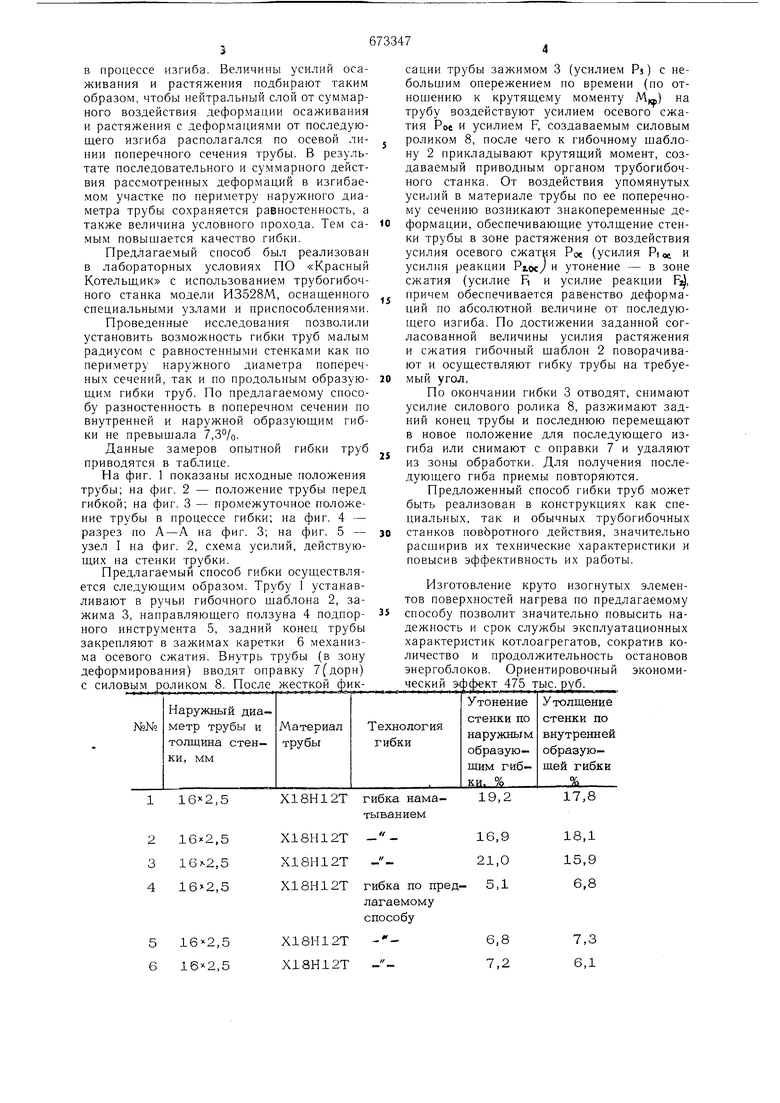
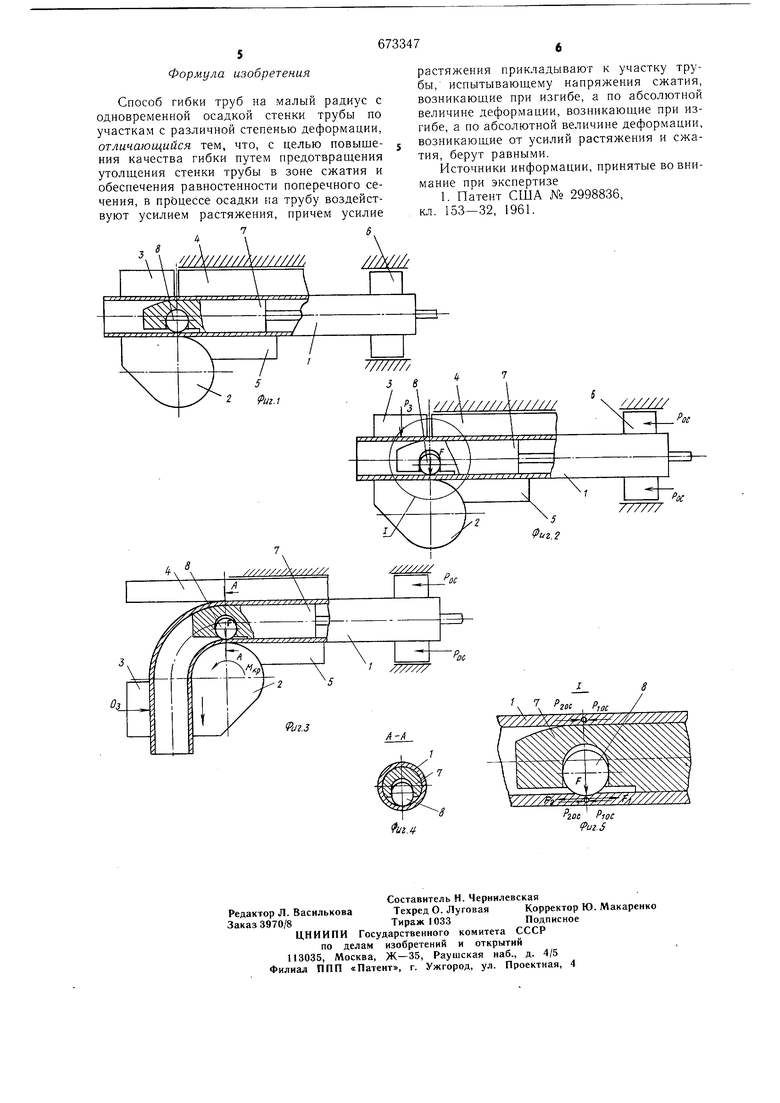
сжатия предварительное утонение стенки, которые от последующего изгиба формоизменяются к первоначальной величине толщины за счет равенства и взаимно противоположного направления деформаций до и В процессе изгиба. Величины усилий осаживания и растяжения подбирают таким образом, чтобы нейтральный слой от суммарного воздействия деформации осаживания и растяжения с деформациями от последующего изгиба располагался по осевой лиНИИ поперечного сечения трубы. В результате последовательного и суммарного действия рассмотренных деформаций в изгибаемом участке по периметру наружного диаметра трубы сохраняется равностенность, а также величина условного прохо.а,а. Тем самым повышается качество гибки. Предлагаемый способ был реализован в лабораторных условиях ПО «Красный Котельщик с использованием трубогибочного станка модели И3528М, оснащенного специальными узлами и приспособлениями. Проведенные исследования позволили установить возможность гибки труб малым радиусом с равностенными стенками как по периметру наружного диаметра поперечных сечений, так и по продольным образующим гибки труб. По предлагаемому способу разностенность в поперечном сечении по внутренней и наружной образующим гибки не превышала 7,3°/о. Данные замеров опытной гибки труб приводятся в таблице. На фиг. 1 показаны исходные положения трубы; на фиг. 2 - положение трубы перед гибкой; на фиг. 3 - промежуточное положение трубы в процессе гибки; на фиг. 4 - разрез по А-А на фиг. 3; на фиг. 5 - узел I на фиг. 2, схема усилий, действующих на стенки трубки. Предлагаемый способ гибки осуществляется следующим образом. Трубу 1 устанавливают в ручьи гибочного щаблона 2, зажима 3, направляющего ползуна 4 подпорного инструмента 5, задний конец трубы закрепляют в зажимах каретки 6 .механизма осевого сжатия. Внутрь трубы (в зону деформирования) вводят оправку 7(дорн) с силовым роликом 8. После сации трубы зажимом 3 (усилием Pj) с небольшим опережением по времени (по отнощению к крутящему моменту М„,) на трубу воздействуют усилием осевого сжатия РОС и усилием F, создаваемым силовым роликом 8, после чего к гибочному шаблону 2 прикладывают крутящий момент, создаваемый приводным органом трубогибочного станка. От воздействия упомянутых усилий в материале трубы по ее поперечному сечению возникают знакопеременные деформации, обеспечивающие утолщение стенки трубы в зоне растяжения от воздействия усилия осевого сжатия Рое (усилия PIOC, и усилия реакции РЮС/ и утонение - в зоне сжатия (усилие R и усилие реакции F, причем обеспечивается равенство деформаций по абсолютной величине от последующего изгиба. По достижении заданной согласованной величины усилия растяжения и сжатия гибочный щаблон 2 поворачивают и осуществляют гибку трубы на требуемый угол. По окончании гибки 3 отводят, снимают усилие силового ролика 8, разжимают задний конец трубы и последнюю перемещают в новое положение для последующего изгиба или снимают с оправки 7 и удаляют из зоны обработки. Для получения последующего гиба приемы повторяются. Предложенный способ гибки труб может быть реализован в конструкциях как специальных, так и обычных трубогибочных станков повбротного действия, значительно расширив их технические характеристики и повысив эффективность их работы. Изготовление круто изогнутых элементов поверхностей нагрева по предлагаемому способу позволит значительно повысить надежность и срок службы эксплуатационных характеристик котлоагрегатов, сократив количество и продолжительность остановов энергоблоков. Ориентировочный экономический эффект 475 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ гибки труб | 1976 |
|
SU582873A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| ТРУБОГИБОЧНЫЙ СТАНОК_,-..-л.. -г^.ц4Я бСЬОч,-.->&-^^_ ., р|Иьй1ЙО'Т11'>&:^ - "-^"iш^ •Jstsu" ^"•'•- - _ i bvi &,• •' -' | 1973 |
|
SU368902A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ | 2002 |
|
RU2209698C1 |
| ГИБОЧНОЕ ПРИСПОСОБЛЕНИЕ С КАЧАЮЩИМИСЯ ВАЛЬЦОВОЧНЫМИ РОЛИКАМИ | 2005 |
|
RU2349405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗМЕЕВИКОВОГО ЭЛЕМЕНТА С U-ОБРАЗНЫМИ КОЛЕНАМИ ЗАДАННОЙ КРИВИЗНЫ ГИБКОЙ МОНОМЕТАЛЛИЧЕСКИХ ИЛИ БИМЕТАЛЛИЧЕСКИХ ОРЕБРЕННЫХ ТРУБ | 2006 |
|
RU2381859C2 |
| Способ гибки тонкостенных труб наМАлый РАдиуС | 1978 |
|
SU799860A1 |
Х18Н12Т
,5
Х18Н12Т 16,9
16x2,5 Х18Н12Т 21,0
16)2,5
Х18Н12Т гибка по пред- 5,1
,5
Х18Н12Т
162,5 Х1аН12Т
16x2,5
17,8
19,2
гибка наматыванием
18,1
15,9
6,8 лагаемому способу
7,3
6,8 6,1
7,2
